Trade, Technology and the Ironworking Community in the Iron Age of Southern Britain 9780860543565, 9781407317571
215 7 111MB
English Pages [236] Year 1985
Polecaj historie










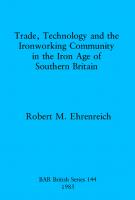
Table of contents :
Front Cover
Copyright
Table of Contents
List of Figures
Preface
Chapter 1: The Background of the Study
Chapter 2: The Artefacts and Techniques of Smelting and Smithing
Chapter 3: The Methodology of the Analysis
Chapter 4: The Analysis of the Metallurgical Results
Chapter 5: The State of Iron Technology in Iron Age Britain
Chapter 6: The Introduction and Development of Iron Technology in Iron Age Britain
Chapter 7: Retrospect and Prospect
Appendix A: The Descriptions of the Sites Selected
Appendix B: The Descriptions of the Artefacts Sampled
Appendix C: The Results of the Metallurgical Analyses
Bibliography
Citation preview
Trade, Technology and the . Ironworking Community in the Iron Age of Southern Britain
Robert M. Ehrenreich
BAR British Series 144
1985
B.A.R.
5, Centremead, Osney Mead, Oxford OX2 0ES, England.
GENERAL EDITORS A.R Hands, B. Sc., M.A., D.Phil. D.R Walker, M.A.
BAR 144,1985
©
'Trade,Technology and the Ironworking Cornmunity Iron Age of Southern Britain'.
in the
Robert M Ehrenreich,1985
The author’s moral rights under the 1988 UK Copyright, Designs and Patents Act are hereby expressly asserted. All rights reserved. No part of this work may be copied, reproduced, stored, sold, distributed, scanned, saved in any form of digital format or transmitted in any form digitally, without the written permission of the Publisher. ISBN 9780860543565 paperback ISBN 9781407317571 e-book DOI https://doi.org/10.30861/9780860543565 A catalogue record for this book is available from the British Library This book is available at www.barpublishing.com
TABLE OF CONTENTS
List of F igures P reface 1 .
2 .
3 .
The
V ii Background o f
the
S tudy
1 .1
I ntroduction
1
1 .2
A history o f the Analysis of I ron Age I ron Artefacts f rom B ritain
1
1 .3
The
Present
The Artefacts a nd and Smithing
Research
Project
Techniques
o f
I ron
1 1 Smelting
2 .1
I ntroduction
2 .2
Ore
2 .3
Ore Collection
1 9
2 .4
Ore
Preparation
2 0
2 .5
The
Smelting Process
2 1
2 .6
I ron
Types
1 5
and
Sources
1 6
Smithing
The Methodology o f
2 5 the Analysis
3 .1
Introduction
3 .2
The
Selection of
3 .3
The
Sampling
P rocedure
3 8
3 .4
The
Sample P reparation
3 8
3 .5
The Metallurgical Analysis
3 9
3 .6
3 7 Samples
3 7
3 .5.1
Reflected Optical Unetched sample
Microscopy
3 .5.2
Reflected Optical E tched Sample
Microscopy
3 .5.3
T race
3 .5.4
Vickers
Element
Analysis
Hardness
The Chronological
T esting
Framework
i ii
3 9
1 _
4 2
5 4 5 5 5 6
•
4 .
5 .
6 .
7 .
The Analysis o f
t he Metallurgical R esults
4 .1
I ntroduction
4 .2
The Results o f Microscopy
R eflected Optical
5 9
4 .3
The Results Analysis
the
6 6
The S tate B ritain
of
5 9
o f
T race
I ron T echnology
E lement
i n
I ron Age
5 .1
I ntroduction
5 .2
The State of I ron Technology I ron Age B ritain
5 .3
Summary
7 3 i n
7 3
8 2
The I ntroduction and Development of Technology i n I ron Age B ritain
I ron
6 .1
Introduction
6 .2
The
o f
I ron
i n B ritain
8 5
6 .3
The Availability of Age B ritain
I ron
i n
8 9
6 .4
Summary
I ntroduction
Retrospect
and
8 5
I ron
1 02 Prospect
1 03
Appendix A :
The D escriptions S ites s elected
o f
t he
1 06
Appendix
The Descriptions o f Artefacts S ampled
t he
1 20
B :
Appendix C :
The R esults o f t he Metallurgical Analyses
B ibliography
2 06
2 18
i v
LIST OF F IGURES
1 .1
Classifications o f Celtic Swords
1 .2
The
2 .1
S ummary o f
2 .2
A typical
2 .3
A possible
2 .4
A t ypical
2 .5
Two metalworking
2 .6
Four
2 .7
A possible anvil
3 .1
An
3 .2
A w rought
3 .3
A c old-worked
3 .4
The mechanical p roperties o f a f unction o f c omposition
3 .5
Pear 1it ic
i ron
3 .6
P earlitic
i ron u nder
3 .7
An example of
3 .8
An
3 .9
I ron w ith a c entral,
3 .10
Graph o f Carbon Content v ersus Hardness w ith delineations f or B ainite a nd Martensite
5 1
3 .11
An example o f phosphorus
5 3
locations o f t he
t he
The
3 .14 The 3 .15
s ampled
i ron production
f uller
1 2
cycle
2 4
s et
2 7
top f uller
f rom Hunsbury
2 8
c old c hisel
typical
unetched
2 9
c hisels
3 1
t ong types
3 2
f rom Gussage All
S aints
s ample
i ron
3 4 4 0
s ample
4 3
s ample
4 3 s teels
a s
4 5
4 6 a h igher
S pheroidized
magnification
4 6
i ron
4 8
example o f p hosphoritic-iron
4 8
3 .12 An e xample of p iled 3 .13
s ites
7
parameters
f or
high carbon
s trip
f oilations
i ron
5 3
t he Camebax
Danebury c hronological
5 0
Microprobe
f ramework
The date b rackets f or t he Danebury chronological f ramework
5 5 5 7 5 7
.
4 .1
The s lag i nclusion d ensities a rtefact types
4 .2
A l ist
4 .3
A t able o f tool types f ound per high a nd low c arbon contents
s ite
w ith
6 4
4 .4
A t able o f tool types f ound per s ite high and low phosphorus c ontents
w ith
6 8
4 .5
Two
5 .1
A t able o f s ites f ound w ith high a nd phosphorus concentrations
low
8 0
5 .2
A t able o f a rtefacts f ound a t B igbury o f low and high phosphorus contents
8 2
6 .1
The
f urnaces
8 8
6 .2
The f raction o f Danebury 's f ound per Ceramic Phase
a ssemblage
9 0
6 .3
Graph o f t he t otal n umber o f year per phase versus phase
6 .4
Graph of t he t otal w eight o f material year per phase versus phase
6 .5
Graph o f t he t otal number o f t ools per year per phase versus phase.
9 3
6 .6
Graph o f t he percent of h igh t race a rtefacts per Ceramic Phase
9 6
o f
t he
typical
cold-worked
s ocketed ,
d istribution
o f
o f
t en
6 1
a rtefacts
6 1
hooked blades
I ron Age
v i
7 0
a rtefacts
per
per
element
9 1
9 2
PREFACE
The r esearch reported here i s i ntended to increase the u nderstanding of the sophistication and development of Bri ti s h Ir o n Age b 1 ac k sm ith ing tec hnol ogy by m etallurgically examining a large number of i ron a rtefacts f rom a range of areas in southern Britain and placing the r esults i nto an a nthropological and historical f ramework. The compilation of the I ron Age database required two years o f t raveling to museums, sampling a rtefacts, and performing the metallurgical anal ysis detailed in Chapter 3 . This s tudy i s a revised version of my D .Phil. thesis, submitted i n July 1985. I would like to express my gratitude to Professor Barry Cunliffe for all of his encouragement and guidance during the f ormulation and production of the database and theories presented in this work. I would also like to thank Dr. Peter Northover and Mr. Chris Salter for their i nstruction and assistance i n the metallurgical analysis of t he iron artefacts. I am also i ndebted to both Mr. D . Britton and Dr. H . C l eere for their advice and editorial c omments. The database could not have been assembled without the hel p and cooperati on of Dr. A . J. N. W. Prag of the Manchester University Museum , Mr. F .K . Annable and Dr. P .H . Robinson of the Devizes Museum, Mr. P . Drury and Mr. N . Wickenden of the Chel msford Archaeological Trust, Ms. E . Lewis and Mr. G .T. Denford of the Winchester City Museum, Mr. W .R .G. Moore of t he Northampton Central Museum and Art Gallery, Mr. D . Allen of the Hampshire County Museum Ser vice, Mr. J . Pickin of the Warwickshire Museum, Mr. M . R idley of the Weymouth and Isle of Portland Museums, P rofessor W . Manning, Ms. C .A , McArthur, Ms. L . Sellwood, and Mrs. S . Pollard. I am also indebted to Professor C .C. Lamberg-Karlovsky, Mrs. V . Swerdlow , and Mrs. M . Banta f or the use of the Har vard Uni versity Peabody Museum 's VAX 1 1/730 computer and the PHIND database system. I would a lso l ike to thank Dr. Lambertus van Z elst, Mrs. Jacqueline Olin, Mrs. Beverly Smith, and Mrs. Francine Lewis for the u se of the Smithsonian CAL f acilities. Thanks a re also due t o Ms. M . O 'Hea for assisting with the artefact drawings appearing in this thesis, Mr. G . Wait for his practical a dvice, and Gus and Jenny Carey for their generous s upport a nd understanding over the past three years. Finally,
I would
like
to especially thank my grand-
parents Morris and Mary Hasnas, parents Henry and Tema, brother Paul, s isters Beth and Ellen, Alexis Brooks, and Ger mai ne Ju neau for their const ant su pport and e ncouragement throughout the production of this work.
v ii
CHAFTER 1 :
1 .1
THE BACKGROUND OF THE STUDY
I ntroduction
This chapter sur veys the history of the study of B ritish I ron Age blacksmithing t echnology f rom the earliest published work in 1905 to the present. The progress of metallurgical examination i s considered in terms of the methodologies u sed and the r esults obtained. Comments on the validity of each previous investigation are also included. The questions r aised by the f ragmentary character o f the conclusions of these earlier s tudies a re discussed in the context of an outline of the present research proj ect and i ts objectives.
1 .2
A H istory of t he f rom Britain
Analysis
of
I ron Age
I ron Artefacts
The scientific study of prehistoric i ron and i ronworking originated a t the turn of the century . The i nitial objecti ves of archaeological studies were directed at identifying both the source and the manner of iron 's disc overy . The localities of primary i nterest were located i n the Near East and the Mediterranean, s ince these contained the oldest e xamples of i ron. Although an i ntegral part of the s tudy of prehistoric ironworking was the diffusion of i ron t echnology f rom i ts source, the absence of evidence of early i ronworking i n Britain resulted in i ts omission f rom the f irst scientific studies. Near Eastern and Mediterranean a rtefacts were metallurgically examined in a systematic manner long before barely m inimal analogous work was performed in Great Britain. . Indeed, only 12 British I ron Age i ron a rtefacts w ere examined before 1 970. The f irst analysis of a British I ron Age i ron artefact was presented by R .A . Smith ( 1905) i n an a rticle a ttempting t o prove that i ron currency bars were the British monetary system referred to by Caesar (V, 12, 4 ). The results of a brief metallurgical examination of two unidentified curr ency bars, performed by P rofessor Gowland, were printed as a postscript to the a rticle. The t race element concentrat ions o f the t wo bars were:
A . B .
C t r . 08
S i . 09 . 02
P . 69 . 35
1
Mn nd nd
Ni . 23 nd
Metallographically , the bars r evealed very d ifferent grain s tructures. Bar A supposedly resembled meteoric rather than terrestrially produced i ron. Gowland s tates t hat t he high n ickel content and low s lag inclusion concent ration of Bar A proved that i ts origin was extraterrestri al. Bar B 's low nickel content and hi gh sl ag i nclusion concentration i mplied that i t was t errestrially produced, the ore probably originating from the Forest of Dean ( Smith, 1905, 194). Tylecote ( 1962, 209), however, r efuted both of these theories 5 7 years later. The following year, B .H. Brough ( 1906) presented a lecture at Glasgow on " The Earl y Use of I ron" employing Gowl and' s data, and also that of Dr. L . Beck on a Monzenheim i ron bloom . Brough 's only s tatement relevant t o t he present d iscussion i s:
Bar A when examined microscopically showed no slag patches, and may have been an exceptional case of the use of meteoric i ron, although i t contains less than the 6 to 10 percent of nickel usual in such metal. Bar B appears to have been produced by the direct production of Forest of Dean ore ( Brough, 1906, 249).
J . Myers published the results of a metallurgical examination of a currency bar f rom Worthy Down ( Hants) in 1 922. T race element concentration analysis of the currency bar r evealed:
S i . 11
. 06
Myers was
( 1922,
produced
1 33T) by
S . 014
concludes
smelting
Mn t r
f rom
Ni t r
these
terrestrial
data
. 954
that
t he
i ron
o re.
The currency bar was characterized by a grai n s tructure later determined to be common t o these specific artefacts: huge grains, varying carbon concentrations, large elongated slag inclusions, and phosphorus shadows. Myers also subjected the prehistoric phosphoritic i ron bar t o experiments being performed c irca 1 920 on s imilar modern alloys ( Stead, 1 918; Whiteley , 1 920; Whitely , 1 921). The phosphorus shadows, according to Myers, were produced by the interaction of phosphorus and carbon during carburizati on. Supposedl y, as car bon diffuses into hi ghphosphorus i ron, the phosphorus recedes. As a result,
2
s ubsequent d ecarburization of the metal would r eveal r emnants of this carbon-phosphorus interaction as shadows. To prove this theory , Myers r epeatedly carburized and decarburized a currency bar and observed the pattern produced. Myers states that he was able to reproduce the phosphorus shadows, proving that the prehistoric smith must have s imilarly c arburized and then decarburized the currency bar during its initial production (Myers, 1922, 134T). Both t he prehistoric carburizing and the decarburizing processes were deemed accidental by Myers. Gowland 's and Myers ' data and theories were r eiterated by J .N . Friend ( 1926, 5 6-57) i n yet another synopsis of the d iscovery and proliferation of i ronworking i n prehistory . No theories concerning Iron Age bl acksmi thing technology w ere offered. A decade passed before another I ron Age i ron a rtefact f rom Britain was sampled. J .A . Smythe i n 1 936 examined two i ron blooms f rom Sussex. One bloom was discovered in the c inder of the Forewood, Crowhurst bloomery, with no assoc iated pottery . Although Straker ( 1931, 3 53) believed i t to be Roman, Tylecote ( 1962, 203) stated that the bloom was manufactured in e ither the Roman Period or the Early I ron Age. The high slag content of the Forewood bloom would s uggest that i t was discarded immediately a fter smelting . The bloom 's carbon content varies f rom non-existent to as high as 0 .3 percent; and the presence of a Widmanstatten g rain s tructure i n a reas i ndicates that the bloom had been. overheated, possibly to as high a temperature as 1200°C ( Smythe, 1 936-7, 1 98). A gang-chain and a chariot tyre were sampled by R .J. R ichardson, G . Richardson, and M . Cook in 1945 and 1946 from the Iron Age lake deposit of Ll yn Cerrig Bach, Anglesey ( Fox, 1945, 64; Fox, 1946, 75). Trace element analysis of t he gang-chain revealed:
. 007
Mn t r
1 .05
t r
The R ichardsons s tate that the gang-chain 's low manganese and low sulphur concentrations would i ndicate that t he o re f rom which the i ron was smelted was carefully s elected f or i ts lack of impurities. The phosphorus concentration of the gang-chain was also shown to be equi valent to that of contemporary wrought i ron ( Fox, 1 945, 64). The R ichardsons considered the slag content to be high ( Fox, 1945, 64). Prehistoric artefacts, however, general ly possess great
3
quantities of sl ag. The gang-chai n' s une ven carbon concentration has also subsequently been found to be a common feature of prehistoric artefacts. The Richardsons noted that the scarf weld in the chain was opposite to that produced by a typical r ight-handed blacksmith . This would suggest that the chain was forged e ither by a left-handed blacksmith, or by two people, one holding the chain, the other w ielding the hammer ( Fox, 1945, 6 5). The Ll yn Cerrig Bach chariot tyre examined by Cook ( Fox, 1946, 7 5) exhibited a carbon concentration estimated to vary between 0 .74 and 0 .96 percent. Cook states that t his high , evenly distributed carbon concentration was the result of a production technique s imilar to that used for piled o r double shear s teel. Double shear s teel i s manufactured by f irst welding numerous sheets of carburized i ron together to form a bar. The bar i s then repeatedly cut along the central axis, folded over on i tself, and welded to form a f inished s tock. The tyre 's slag content i s low , however, this i s to be expected i n such an extensively forged piece. Trace element analysis of the chariot tyre r evealed:
S i . 05
Mn . 05
. 006
. 030
In 1962, R . F. Tyl ecote published Metal l urgy in Archaeology. The section on i ronworking contains C T ig. metallur j ical r esults s ummarized above t ogether w ith two additional analyses invol ving a large bloom from Wookey Hole ( 0.15% phosphorus and 0 .79% carbon), and a currency bar f rom Bourton-on-the-Water, Gloucestershire ( 0.35% phosphorus and 0 .02-0.8% carbon). The currency bar possesses the common I ron Age grain structure of variable carbon content, high-phosphorus concentration, and large slag inclusions. The bloom , however, i s a f ine high-carbon s teel ( Tylecote, 1962). Tylecote was uncertain, though, whether the bloom was deliberately c arburized or not. Tylecote presents various theories concerning the sophistication of i ron t echnology i n the B ritish I ron Age, based on the metallurgical analysis of t hese e ight samples. First, he s tates that the bloom 's high carbon concentrat ions were a ccidentally produced, noting that partial carburization can occur during production in a bowl furnace. S econdly , he writes that ' the majority of i ron r equired and produced was of the low carbon type ' ( Tylecote, 1962 , 2 04). Thirdly , he concludes that blacksmiths could carburize the metal when desired, c iting the Llyn Cerrig Bach tyre a s a n example of this. Finally, he notes that the presence of phosphorus i n i ron would prove beneficial t o a prehistoric smith, s ince phosphorus will harden i ron much as carbon
4
will. It i s a well known metallurgical fact that while steel can be quenched hardened, phosphoritic i ron, i .e. high-phosphorus i ron , cannot. S ince no quenched a rtefacts were discovered, however, Tylecote concludes that this shortcoming of phosphoritic i ron was unimportant. I n conclusion he s tates: ' We can see therefore, that the highphosphorus i rons produce a high-strength metal w ithout an advanced level of t echnique and therefore would probably be much sought after by the primiti ve smith for weapons' ( 1962, 206). Unfortunately , these views a re mutually i nconsistent. Why should a naturally harder i ron be of g reat i mportance when a technique s uch as carburization for the production of s uperior i ron i s also known? This i nconsistency , without doubt, results f rom the l imited number and range of s ampled artefacts constituting his database. A credible model of the prehistoric British i ron industry requires detailed metallurgical examination of far more than e ight samples. Each f orging t echnique cannot be properly ranked i n i mportance gi ven so little evidence of i ts distribution within the prehistoric i ronworking community . A useful model can be devised only after a large number of iron artefacts of varying types and u ses have been sampled. Tylecote 's s ection concerning currency bars presents the data compiled by Gowland, Myers, and one additional bar f rom Bourton-on-the-water, Gloucestershire ( Tylecote, 1962, 209). His f irst observation i s that the high-nickel currency bar s ampled by Gowland was t errestrially produced, s ince the nickel content of the currency bar was far too low f or meteoric i ron . Furthermore, the ore could not have originated f rom any of the Northamptonshire ore f ields, s ince these contain low-nickel impurities. The currency bar ore, also, did not originate in the low-phosphorus Forest of Dean ore, s ince the currency bar's high phosphorus concentration would i ndicate production f rom a phosphorus rich i ron ore ( Tylecote, 1962, 209). The source of the currency bar, t herefore, was not i dentified. The microstructure of the Bourton-on-the-water currency bar was s imilar to the other a rtefacts s ampled. The carbon content of the bar varied from low to 0 .8 percent. The p resence of a W idmanstatten s tructure, again , revealed that the bar had been overheated . A piled s tructure s imilar to the bar Myers anal yzed was also discovered. Tylecote states that the low average carbon content of the bar i ndicates that the c arburization was accidental. Tylecote 's
f inal
conclusion
concerning
currency
bars
was ' that here was a fully developed industry for the manufacture of semi-finished swords and other articles which in t ime of c risis could be distributed to local smiths 2 11).
and
worked
up
into
good
5
weapons'
( Tylecote,
1962,
Although elements of Tylecote 's work have been c ritic ized here, i t must be remembered that his s eminal contribution hel ped define the f ield of archaeometallurgy. Tylecote ss classic, Metallurgy in Archaeology, was the f irst work to reveal the e xtent 6 r- iT formatiön that could be gleaned f rom sampling iron artefacts in i ts attempt to deduce the level of sophistication of I ron Age blacksmithing t echnology f rom metallurgical r esearch . Much of present r esearch i s based on the contributions of Tylecote. In 1968, the f irst semblance of a systematic metallurgical examination of I ron Age i ron artefacts was proposed. J .N. McGrath ( 1968) anal yzed four swords f rom the Llyn Cerrig Bach hoard i n an a ttempt t o add t o the general understanding of the manufacturing t echniques employed in the producti on of Iron Age swords ( Coghl an, 1956-7; Regioni and Garino, 1955). McGrath ( 1968, 78) was able to di vide the I ron Age swords into s ix categories ( Figure 1 .1). Three of the Llyn Cerrig Bach blades are of the Type 4 category . These blades have a piled s tructure which runs horizontally, meaning the centre sheet of the pile is s tretched between both cutting edges. The core of the Type 4 blades appeared to be lower in carbon than the outer layers ( McGrath, 1968, 78). The fourth sword is of a Type 6 piled f orm . The piles run vertically along the length of the blade, with the centre sheet of the pile forming the entire m idrib of the sword, and each s uccessive i ron s heet comprising a section of the edges. McGrath states that there i s no indication that the core i s more or less carburized than the exterior i n the Type 6 sword. McGrath 's a rticle concludes w ith a d iscussion o f the superiority of Class B-4 swords. The determination o f the most advantageous sword construction was a significant observation; however, 9uch information i s i rrelevant i f i t cannot be shown that prehistoric blacksmiths deliberately selected the Class B-4 form for its superior properties. The currency bars were forged in a Class B-Category 1 sword style also. The swords and the currency bars may have been produced in this manner because the technology and the equipment available in the Iron Age was limited. The thinning of i ron sheets before manufacturing a currency bar may have been required either to cl eanse the i ron sufficiently of slag or to ensure the true weld of the i ron. The uneven carbon concentration of both the swords and the c urrency bars could then be the r esult of the f act that thi n sheets of iron are easil y carburized and decarburized accidentally. Speculations concerning the method of currency bar production will be presented in Chapter
5 .
6
N o c o l d w o r k i n g .
C a r b u r i z e d a n d p i l e d .
•
a >
F -
a )
a
( . 4
7
In 1970, J .W. Haldane published the f irst geographi cally systematic investigation of I ron Age i ron artefacts. Haldane attempted to correlate the distribution of i ron artefacts in Somerset with their t race element concent rations in the hope of revealing an organization i n the production and t rade of i ron . A total of 29 i ron a rtefacts f rom s even s ites w ere analyzed. Haldane believed t hat the results of his study ' showed that there is a hi gh probability that a r elationship exists between the t raceelement composition and the provenance of i ronwork f rom the Late Pre-Roman I ron Age of Somerset. —' ( Hal dane, 1 970, 65). Although this study has been criticized for its assumption that i ron i s a homogeneous material, Haldane 's work more than t ripled the number of B ritish I ron Age i ron a rtefacts s ampled f or t race element concentrations. I t i s s ignificant because i t represents the f irst comprehensive, and systematic s tudy of prehistoric i ronworking i nvolving the selection and sampling of artefacts specifically to test an hypothesis. It is, however, unfortunate that no metallographic examinations were performed. Haldane 's systematic approach had little i nfluence at the t ime. Studies continued much as they had f or the previous 6 5 years. The next I ron Age artefact sampled was an i ron sword from Waltham Abbey ( Lang & Williams, 1975, 2 02-205). Lang and Williams outlined the d ifferent t echnologies available f or the hardening of swords using three examples: the I ron Age sword, a Medieval sword from Solingen , and a Frankish sword of the 9 th-10th century . The Waltham Abbey sword possesses a piled structure with the i ron sheets varying in carbon content from none to 0 .25%. The t race element concentrations determined w ere:
Mn . 004
Ni . 013
Co . 030
. 075
Although Lang and Williams s elected the Waltham Abbey sword f or i ts variable carbon piled s tructure, the carbon c oncent ration was neither sufficiently high nor varied for the piling t o enhance the properties of t he sword. The c ombinati on of low-carbon and high-carbon i r on strips is desirable for the body of a sword because the properties of the different iron sheets are complementary. A harder metal can be ground to a f iner cutting-edge, and i s more resistant to wear. i ron i s to raise the
One way to increase the concentration o f carbon .
hardness of An i ncreased
hardness, however, can also cause the metal to be brittle . Low carbon i ron has the advantage that it is tough. The metallurgical definition of t oughness i s ' the capacity of a
8
metal t o absorb energy and deform plastically before f racturing' ( Davies & Oel mann, 1983, 38). Thus, by combining the two carbon concentrations, a tough blade i s produced which can a lso be honed t o a sharp cutting-edge. Lang and Williams, however, do not mention this discrepancy concerning the carbon concentration , and continue t o discuss t he a dvantages of a piled blade. I n 1 976 C .W . B rewer examined s ix completely unrelated i ron artefacts: an unidentified currency bar from the Dorset County Museum , a Medieval a rrowhead, a Saxon spearhead, a Saxon scramasax, a Saxon sword, and a Japanese s word. The currency bar exhibited t he u sual m icrostructure described earlier: variations i n carbon content f rom none t o low, indications of a Widmanstatten structure, and a piled construction ( Brewer, 1976, 1-2). Brewer concludes that si nce iron coul d not be melted before the 18th century , d ifferent methods were devised f or increasing the quantity of carbon in iron. This was supposedl y accomplished in the currency bar by piling. No mention is made o f t he f act, however, that the carbon concentration of the currency bar was far too low to be of use. This study, a gain , a ttempted t o derive r esults f rom m inimal, unsuitable evidence. M .G. Spratling, R .F. Tylecote, P .J. Kay, L . Jones, C .M. Wilson, K . Pettifer, G . Osborne, P .T. Craddock, and L . B iek presented a paper entitled " An I ron Age B ronze Foundry a t Gussage All Saints, Dorset: P reliminary Assessment of Technology" at the Archaeometry conference i n Edinburgh i n 1976. R .F. Tylecote sampled 17 artefacts for this s tudy ( Spratling, et al., 1976, 282-291). In this article Tylecote s tates t i iat the iron sampled was predominantly w rought i ron of variable phosphorus concentrations. This would i ndicate that ore s ources of d ifferent t race element contents must have been exploited, undoubtedly i nvolving t he s melting of local ore and the i mportation of s crap f rom d istant s ources. Tylecote also writes that deformation twins a re evident in one of the seventeen artefacts sampled. These twins indicate that the material had been subjected to heavy striking, a t reatment, according to Tylecote, that hardens both high-nitrogen, and high-phosphorus i ron more appreciably than modern wrought i ron ( Spratling, et al., 1976, 254). Tylecote, however, neither i dentifi-e -s - £ 1-i e artefact in question, nor states whether such treatment would prove beneficial i n this particular i nstance. Tylecote then asserts that not only could steel be produced during t he I ron Age, but that quenching and t empe ring were also readily performed. The only example s tated o f a n i ntentionally carburized a rtefact was a bronze coated bridle
bit.
Tylecote
also
describes
9
bloomery
iron
as
a
heterogeneous material which exhibits evidence of some s light unintentional carburization having occurred d uring s melting and f orging . Two a rtefacts w ere d iscovered t o be quenched and tempered: a wedge with a piled, variable carbon blade, and an unidentified object. Tylecote concludes that these ' pieces of i ron and s teel are very typical of the I ron Age and show, like the chariot tyres of the period, that steel could be made where n ecessary , and could be quench-hardened to g ive the h igher hardnesses suitable for cutting tools' ( Spratling et al., 1976, 2 84). The chariot tyre Tylecote alludes t o -n -Z he Llyn Cerrig Bach example onl y. This conclusion s eems unwarranted i n v iew o f the f act that only 1 7 a rtefacts were s ampled f rom one, exceptional s ite. Even i f Tylecote had compared these data with those obtained f rom other s ites, the results would still be inconclusi ve. As s tated earlier, a meaningful hypothesis concerning the state of i ron technology in the British I ron Age requires the s ampling of a large number of varying a rtefact types f rom various I ron Age settlements. Until this has been done, any theories put forward, however plausible, must be r egarded with s ome scepticism . This t rend of research characterized by limited s ampling s till continues. An i ron bloom sampled by Tylecote f rom the Little Waltham s ite i s one r ecent e xample ( Drury , 1 978a , 1 15). Although Tylecote does compare this a rtefact with other blooms of the same period, the artefact type provides only l imited insight into the blacksmithing t echn iques employed during the I ron Age i n B ritain . In 1979, Hedges and Salter published " Source Determ ination of I ron Currency Bars through Analysis of t he Slag I nclusions". They attempted to show that the t race element concentrations of slag i nclusions can assist in the d etermination of the source of i ron artefacts. They accompl ished t his by s ampling 2 5 currency bars f rom three s ites: Danebury , Gretton , and Beckford. Although Hedges and Salter were mainly i nterested in the slag inclusions, they also performed metallographic examinations of each a rtefact. All t he bars were f ound to possess variable carbon contents. Predominantly, the Danebury and Gretton currency bars were low in carbon at t he core and had hi gh carbon concentrations near t he e dges. The Beckford currency bars exhibited a higher carbon content on average; a few of the bars revealed piled s tructures. The c ementite was occasionally spheroidized, i ndicating an extended heating of the bars a t temperatures o f
between
6 00
and
7 00 ° C .
The phosphorus concentrations of the currency bars were also variable. Predominantly, the Danebury and Gretton bars were high i n phosphorus, w ith mean contents of
1 0
0 .58% and 0 .46% respectively. No phosphorus was detected i n t he Beckford bars, which would also explain their higher carbon content. Although t his a rticle i s not d irectly r elevant t o t he s tudy o f i ron t echnology i n the B ritish I ron Age presented here , the methodology i s i mportant because i t r epresents a compl ete and coherent research project based on the sampling o f a large number o f r elevant a rtefacts. The " Interim R eport on the I ronwork f rom t he Danebury Hillfort" ( Salter, 1984), was also mostly concerned w ith the s tudy of s lag a nalysis. The metallographic r esults a re d iscussed mainly i n r elation t o t he high phosphorus concentrations characteristic of most of the artefacts, and the carbon-phosphorus i nteraction. These data have been incorporated i nto Chapter 4 .
1 .3
The
P resent
R esearch
P roject
This publication w ill a ttempt t o r esolve a number o f the problems and i nconsistencies arising f rom the f ragmentary character of the previous work described above. The methodology i ntroduced here i nvolves the development and anal ysis of a new database designed specifically to lead to the formulation and resolution of a number of relevant questions. The f irst phase i n t he f ormulation o f t he d atabase was the designation of a core area yielding a large number of a rtefacts f or s ampling . The core chosen was t he h illfort of Danebury ( Fig. 1 .2). Danebury has produced the most comprehensive, well s tratified, and well excavated i ron assemblage so far compiled. Three hundred and s ix i ron artefacts were discovered during the f irst 1 3 years of excavation. One hundred and forty-one of these artefacts were sufficiently robust to have been metallurgically analyzed. The samples ranged f rom such tools as awls, hammers, knives, spearheads, and hooked blades, to s crap ( i.e. forging debris), broken p ieces, and currency bars. The s econd phase o f the r esearch d esign i nvolved t he sampling of i ron assemblages f rom s ites neighbouring Danebury t o p rovide comparative material. All known s ites of I ron Age date w ithin a 4 0 m ile r adius o f Danebury , were identified. The museum or authority housing the a rtefacts was then approached to determine the possibilities of sampling. I n c ases where permission was g ranted, s amples were t aken f rom all a rtefacts determined robust t o w ithstand s awing.
1 1
t o be
s ufficiently
•
L U c U .
I t was ulso of importance to ensure that the i ron assemblages sampled i n phase two came f rom small settlement s ites as well as hillforts, so that comparison could be made w ithin and between these two levels of the settlement hierarchy. One hundred and thirty-eight i ron artefacts were sampl ed from the hi l lforts of Bar bur y Castle, Battlesbury Camp , Buckland R ings, and Bury Hill, and f rom the s ettlement s ites of All Cannings Cross, Battery Hill Street, Cow Down, F ifield Bavant Down, Little Somborne, Old Down Farm , Rushall Down , West Down-Chilbolten , Winnal Down , and Worthy Down . The third phase of r esearch i nvolved c reating a dataset f rom other parts of Britain for comparison with the central Southern g roup . From Northamptonshire, 1 40 a rtefacts were s ampled f rom the hillfort of Hunsbury t ogether with f i ve currency bars f rom Meon Hill. The east of England was represented by 12 artefacts from Little Waltham, Essex. Two of the Continental ' spitzbarren ' i ngots f rom the I sle of Portland were also s ampled. I t was hoped that material f rom the West Midlands and Somerset could also be included. I t was not until the last moment that we learnt that the large assemblage f rom Beckford could not be made available w ithin the research period. I n additi on, the Taunton Museum, where the bul k of the Somerset material i s housed, found itself unable to cooperate. I n the end, only one currency bar f rom Nadbury was available for s ampling . The fourth phase of the programme was designed to compare the predominantly Earl y-Middle Iron Age samples with a s elected group of Late I ron Age a rtefacts. B igbury , Kent, was chosen, providing 2 4 objects. In total the database consists of 503 artefacts of differi ng types ori gi nati ng from different areas of Southern Britain. The artefacts come from a variety of s ite types and cover the entire period of the I ron Age. The insufficient quantity of previous metallurgical analyses failed to allow the formulation of convincing theories concerning Iron Age use of carburization, heatt reatment, piling, o r even cold-working, s ince the samples were representati ve of neither the quantity of I ron Age i ron a rtefacts available, nor of the type of i ron a rtefacts which would r eveal advanced metallurgical t echniques. With the construction of the present database, the following important questions posed by the previous studies can f inally be addressed . F irst, what was the extent of knowledge of the more advanced t echniques f or hardening i ron , such as carburization and heat-treatment? Were these methods known and employed, or yet to be discovered? Secondl y, i f the more advanced methods of hardening iron were u nknown, what t echniques, i f any , were I ron Age blacksmiths employing to increase the hardness of iron? Was
1 3
some other t race element s imilar to carbon, or was coldworking used to increase hardness? Thirdly, what was the distribution of these techniques w ithin a s ite's a ssemblage? Did all the tools requiring superior properties receive special attention, or did only particular tool types warrant property enhancement. Finall y, was the distribution of i ron metallurgical technology s imilar throughout Britain, or were there areas, or even pockets, of higher o r lower t echnological capability? The p resent compilation of an extensive metallurgical I ron Age, database permits an assessment, or a t least the beginning of a credible assessment of the level of sophistication and s tratification of I ron Age blacksmithing t echnology .
1 4
CHAPTER 2 : THE ARTEFACTS AND TECHNIQUES OF SMELTING AND SMITHING
2 .1
I ntroduction
This chapter w ill s ummarize the reactions, t echniques, and tools invol ved in the manufacturing of i ron and i ron artefacts f rom the ore's collection to the blacksmith 's forge. The description of i ron production t echnology w ill include an over-view of the types and sources of i ron ore in B ritain. The preparations required to produce a suitable f urnace charge, and the smelting procedure w ill also be discussed. Finally, a reasonably complete account of the evidence of I ron Age i ron smelting, as collected by Tylecote ( 1962, Table 70) and Cleere ( 1981, 183), will be presented. The summaries of ore collection and i ron smelting i n the British I ron Age rely predominantly on the work of Cleere ( 1981) and Salter and Ehrenreich ( 1984). The section concerning blacksmithing will introduce the t ools and t echniques u sed i n the manufacturing of i ron artefacts, and present I ron Age examples. The descriptions were compi l ed from the four vol ume set Practical Blacksmithing edited by M .J. Richardson ( 188 a; 1 b; ---The existence of numerous, viable, alternative methods for the production of any i mplement delimits the number of variations of t ools and t echniques that could be reasonably discussed in this chapter. The following quote fr om Practical Bl acksmithi ng exemplifies the difficulty i n s tandard izi-ng-T ö rT g-T r W -F e-c T iniques:
r u g o;r e 91) .
Almost every blacksmith has a d ifferent s tyle of hammer or handle, ' and every one thinks that his way of making them is right. One wants a heavy hammer and another a light hammer, for the same ki nd of work. One wants a long hammer, and another wants a short one. One wants his hammer to stand out and another likes his to stand in...Now, how shall we determine which hammer i s t he nearest r ight? I should say both are right, for as long as they can do the work required, and they are satisf ied with their hammers, that i s all that i s necessary ( Richardson, 1 889a, 1 99-200).
1 5
2 .2
O re
Types
and
Sources
I ron ore i s common i n Britain. Twenty-nine of t he 41 historic English counties have s ome history of i ron smelting. Only nine counties contain no i ron ore. The areas now reportedly poor in ore may also have once poss essed s mall quantities, which have l ong s ince been m ined out. The ore was not, however, always accessible t o the I ron Age i nhabitants ( Salter & Ehrenreich, 1 984, 1 47). I ron o re occurs i n g eological horizons, s ome of which were t oo d eep f or p rehistoric m ining t o be e fficient. There are four main types of i ron ore: magnetite, hematite, the hydrated ores, and the carbonate ores. Magnetite i s a ferroso-ferric oxide ( Fe 3 04 ) , and i s the r ichest source of i ron. The ore i s magnetic, and has a black luster. Magnetite d eposits have been d iscovered i n the Devon-Cornwall region, the largest of which i s at Haytor, Devon ( Collins, 1 969 , 4 5-70; Cleere, 1981, 5 3). Hematite i s a f erric oxide ( Fe 2 O3 ) i ron ore, and i s generally distributed throughout B ritain. Hematite can possess a n i ron content a s h igh a s 6 0-70% when pure. This o re was also u sed a s a red p igment ( Cleere, 1981, 5 4). The hydrated f erric oxide o res a re c lassified s imply as the hydrated ores. The two most common hydrated ores are l imonite ( 2Fe 2 03 . 3H 2 0 ), and goethite ( Fe 2 03 . 1 1 20 ). These ores usually occur in bedded masses, such as bog i ron ( Cleere, 1 981, 5 4). The carbonate ores constitute the f inal major ore classification . Examples o f carbonate ores a re chalybite, and s iderite, which contain the metal as FeCO 3 . The i ron content i s 4 0% f or the o re w ithin the Weald 's Wadhurst Clay f ormation , a nd 3 0% f or the Carboniferous clay band ( Cleere, 1 981, 5 4). In addition to the ore types l isted above, i ron can also f orm the hard i ron sul phide nodules of pyrite or marcasite. These i ron s ulphide o res u sually contain i ron concentrations o f 4 5% ( Collins , 1 969 , 8 2-83). Although hematite, the hydrated ores, and the carbonate o res a re l isted i ndividually above, i t i s r are t o f ind t hem s eparately i n nature. The f ormation and h istory o f a n o re s ource affects the types o f o re d iscovered . For e xample, i t i s n ot u nusual t o f ind l imonite o r goethite on the surface of a hematite core, s ince hematite can be weathered to hydrated ores ( Cleere, 1 981, 54). Thus, the d iscovery o f two d ifferent o re types on a s ingle s ite does not n ecessarily i ndicate t hat t he s ettlement was collecting o re
f rom
t wo
d ifferent
s ources.
1 6
The three richest sources of i ron ore in Britain are the Weald, the Forest of Dean , and the Jurassic R idge. The Weald i s located on the boarders of Sussex, Surrey, and Kent. The i ron ore i s discovered as e ither nodules or thin beds of s iderite i n the Wadhurst Clay formation , w ith s ome oxidized t o l imonite . I ron i s also contained i n the Fairlight Clays, the Weald Clays, and the Ashdown Sands; however, the only evidence of prehistoric s melting of these ore sources i s at the small s ettlement s ite of Runhams Farm, Lenham, Kent ( Cleere, 1981, 6 1; Salter, pers. comm.). The Weal d is undoubtedl y the best known of the potential prehistoric ore sources because of the later Roman i ron i ndustry based there, but evidence of pre-Roman i ronworking i s elusive. The s ites i n, or j ust north o f the Weal d whi ch produced smal l quantities of sl ag are: Purberry Shot, Surrey ( LI A), Hascombe Camp, Surrey ( LIA), Brook 1and s, Surrey ( LI A), Ewel l, Surrey (LI A-RB ), Sedlescombe, Sussex ( LIA), Crowhurst Park, Sussex ( LIA-RB), and Saxonbury Camp, Sussex ( LIA; Tylecote, 1962, 194). Cleere ( 1981, 183) adds the Late I ron Age, Romano-British s ites of Broadfield, Cowpark, Minepit Wood, and P ippingford to the Wealden l ist . The more sophisticated slag-tapping furnaces dating to the i st century AD were also d iscovered at t hese four s ites. The l imited quantity of pre-Roman slag d iscovered i n the Weald would suggest that none of the s ites l isted above were large i ron production centres. This view, however, may be biased by the growth of later i ron production s ites. Large quantities of slag were hauled away and used by the Romans to metal roads, and metalworkers have periodically s toked blast f urnaces w ith prehistoric slags s ince the 1 6th century ( Tylecote, 1962, 199; Cleere, 1981, 184-185; Salter & Ehrenreich , 1 984, 1 50-151). Also, s ince the Roman iron industry was based on the more efficient use of the pre-Roman i ron smelting s ites, the larger Roman s ites would have destroyed all evidence of previous I ron Age i ron production, leaving only a restricted and peripheral v iew of the pre-Roman i ron i ndustry . The Forest of Dean and the Bristol- Mendip region of Britai n constitute a second large iron ore source. Limonite i s predominantl y found in the Carboniferous Limestone, and the D rybrook Sandstone, with s ome l imestonereplacement hematite. The ore occurs in narrow deposits, although occasional larger pockets of ore have been discovered. The concentration of i ron averages f rom 2 0 to 2 5% for both the Carboniferous Limestone and the Drybrook Sandstone. In the Bristol- Mendip region, hematite and limonite or goethite have also been f ound i n the Dolomitic Conglomerate. The concentration of this i ron, though, is only between
2 7
and
3 4%.
1 7
The Coal Measures of Southern Wales a re located s outhwest of the Forest of Dean. The Carboniferous Limestone contains large quantities of hematite, and some goethite. Two i ndependent s ources of hematite and l imonite have been m ined w ithin the Taff's Well-Llanharry orefield of Cardiff and Bridgend. The i ron concentrations of these two ore s ources r ange f rom 3 0 to 5 5% ( Cleere, 1 981, 5 6-57). The i ron s melting remains f rom the Forest of Dean, the Bristol-Mendip, and the Coal Measures regions of Britain are also limited. For the Forest of Dean, onl y Bagendon ( LIA-RB) on the eastern f ringe, and Sudbrook, Mon ( LIA-RB) yielded slag. For the Bristol-Mendip region, slag was found at Glastonbury ( LIA), Wookey Hole ( LI A-RB), and Camerton ( LIA-RB); and slag and furnaces were found at Chel m 's Combe, Cheddar ( c. 250 BC), and Roberrow Warren Cave ( LIA ). Cleere ( 1981, 184) s tates that the quantity of slag found at Camerton would classify it as a large iron production s ite. Merthyr Mawr Warren ( EIA) and Mynydd Bychan a re the only two i ron production s ites discovered i n the Coal Measures. Again, absence of remai ns is undoubtedly associated w ith the later destruction of i ron production s ites rather than any actual lack of i ron manuf acturing i n the I ron Age. Cleere ( 1981, 1 84) suggests the Forest of Dean region as a possible source of currency bars, although the site of origi n sti l l has to be d iscovered. The third rich iron ore source i s the Jurassic R idge. The Lower part of the Inferior Oolite, the Upper part of the Middle Lias, and the Middle part of the Lower Lias were all extensively m ined i nto the 2 0th century . Northamptons hire contains mostly carbonate ores, with portions o f the s urface weathered t o hydrated hematite . Pockets of spathic ores have also been noted. The ores of Northamptonshire a re d istinguished by their high phosphorus concentrations, yet the i ron content i s approximately 3 0%. Evidence of i ron smelting has been discovered a t three s ites in the region of the Jurassic Ridge: a non-slag tapping furnace neighbouring the settlement of Corby 2 ( 700-500 BC; Knight, 1984, 165 & 167); a quantity of t apped s lag a t Castle Yard ( c. 450 BC; Knight, 1984 , 1 66 & 1 88); and a s mall amount o f s lag a t the Hunsbury hillfort ( Fell, 1937, 67 & 95; Tylecote, 1962, 193). The possible discovery of tapped slag at the Early I ron Age s ite at Castle Yard might indicate that Northants was a more s ophisticated i ron production c entre than the presence o f only three s ites would suggest. However, again , evidence o f i ron production was undoubtedly destroyed by later i ronworking societies. A recent example of such destruction i s the quarrying of Hunsbury in the late 19th century for iron ore. The quarrying destroyed al most all of the centre of the hillfort.
18
The I ron Age l andscape offered additional s ources of accessible i ron ore distinct from the three areas listed above. The Tertiary Basins of Hampshire and the lower Thames Valley contain m ixed beds of clay and i ron-bearing sand. Under certain natural conditions, the chemical action of the soil may concentrate the i ron into pockets of bog ore or hardpan. The ore source exploited by the inhabitants of Hengistbury Head was produced by such conditions. The Lower and Upper Greensands also contain i ron. Smeltable i ron ore has been discovered in the Lower Greensands at Westbury and Seend, Wiltshire. Smelting evidence of this type ore has been found at All Cannings C ross and Swallowcliffe Down. The i ron ore characteristic of the Upper Greensands i s s imilar to the Tertiary Basin; the sand is i ron r ich, and can form bog ore or hardpan under special c ircumstances. The Chalklands o f Southern B ritain contain both pyrite and marcasite nodules. Several kilograms of these i ron s ulphide ores can s till be collected during walks through recentl y ploughed f ields even today ( Rod Clough, pers. comm.). These nodules can be purified of sul phur by roasting ( Tylecote, 1 962 , 1 83; Salter & Ehrenreich , 1984 , 1 47); and desulphurized marcasite nodules c an be f ound i n certain regions of the Chalklands ( Tylecote, 1962, 199; Cleere, 1 981, 5 3). Both the roasted high-sulphur nodules, and the naturally desul phurized nodules are reducible. These ore s ources c ould a ccount f or the s melting evidence d iscovered at Little Woodbury and Gussage All Saints. F inally , i ron o re i s available i n Devon and Cornwall. B rixham , Newton Abbot, S t. Austell, and Launceston possess small pockets of hematite w ithin the g ranite quarries. The Great Perran Lode o f Newquay i s a combination of hematite, limonite, and the carbonates. Four smelting s ites were d iscovered i n Devon and Cornwall. Kestor, Devon produced what may be an Early Iron Age furnace; and the s ites of Chysauster ( LIA-RB), Chun ( EIA), and Trevelgue ( EI A) in Cornwal l al l produced sl ag indicati ve of smelti ng. T revelgue contained a large quantity of s lag, s ome of which was employed in the construction of i ts I ron Age ramparts ( Woolf, pers. comm .). Also , perhaps half a ton of slag was pushed into the ocean during excavation ( Woolf, pers. comm.). Trevelgue may well be the onl y large Earl y I ron Age i ron production s ite s o f ar d iscovered.
2 .3
Ore
Collection
Although the i ron ore s ources of s outhern B ritain a re known, indications of mining remain elusi ve. The only evidence of I ron Age ore mining is at the s ite of Lydney in
19
the Forest of Dean ( Wheeler & Wheeler, 1932, 3 2). The absence o f m ining evidence i s a ssociated w ith two f actors. First, mines would be masked by the later collection of ore. As the I ron Age smelting s ites were destroyed by s ubsequent Roman i ronworking , s o would pre-Roman m ines be destroyed by later Roman i ron o re collection . Secondly, the i ron ore sources of Britain were so abundant that open-cast collection of ore continued well i nto the 20th century ( Groves, 1952, 5 ; Cleere, 1 981, 1 32). Pockets o f nodular o re and outcrops o f deeper bedded ores commonly occurred near the surface of the Weald, the Forest of Dean, and the Jurassic R idge. This general abundance of readily available i ron ore would have made m ining unnecessary . Once a pit became too deep for the o re t o be e asily dug and r emoved, i t would have been abandoned, and a new one begun ( Groves, 1 952, 5 ; Tylecote, 1962 , 1 79; Cleere, 1 981, 1 33).
2 .4
O re
P reparation
Most i ron ore can be smelted immediatel y on collection . The y ield o f a f urnace, however, can be increased by ore enhancement. The ore should f irst be examined to ensure t hat no waste materials a re i ncluded i n the charge. The ore should then be ground or roasted to an optimum s ize. Large chunks of i ron ore will not be thoroughly reduced; and f ine i ron ore will r estrict the a ir flow within the furnace, decreasing the t emperature achieved, and thus preventing the slag f rom becoming f ree-flowing, and the smelting f rom going to completion. Experiments w ith r econstructions o f I ron Age f urnaces have determined that roughly 20mm cube chunks of ore produce the y ield ( Tylecote, 1 962, 1 90; Cleere, 1 981, 1 44).
optimum
The ore i s reduced in s ize by c rushing or roasting. I f the quantity of ore to be processed i s limited, the properly s ized f ragments can be s elected by hand. I f large amounts of i ron ore a re required, however, screening can s eparate i t more quickly and e fficiently . A wooden s creen discovered at an i ron production s ite in Austria was cons tructed for this purpose ( Cleere, 1981, 145). No such implement has been discovered i n B ritain f rom either the I ron Age or the Roman period, but this i s most likely due to the poor preservation of wood i n the a rchaeological r ecord. Ore roasting has additional benefits. The hydrated ores, the carbonate ores, and the sulphide ores will form hematite when roasted. Hematite i s more easily reduced than the other major ore types. Heating w ill eliminate excess water in the hydrated ores. For the carbonates, heating w ill f irst d rive off the carbon d ioxide ( FeCO3 -A >
2 0
FeO + CO 2 ) , and then oxidize the FeO to ferric oxide ( 4Fe0 + 02 1> 2Fe 2 03 ) . I f these reactions are not performed before the ore i s reduced, they will occur during the s melting operation, robbing t ime, heat, and efficiency f rom t he a ctual production of i ron. The higher t emperature and r educing atmosphere produced within the furnace for the s melting of i ron n eed not be wasted on altering the o re t o a r educible s tate. Thus, the efficiency of the f urnace i s increased by converti ng the ores to hematite before s melting. The s ulphur i n pyrite and marcasite w ill not prevent t he ore f rom being r educed t o i ron . Sulphur, however, i s a d etrimental i mpurity . Concentrations of s ulphur exceeding 0 .035% cause the metal to be brittle and to crumble when f orged ( Rollason, 1973, 169). Roasting the i ron sulphide nodules i n an oxidizing atmosphere w ill eliminate the s ulphur from the ore ( Tyl ecote, 1962, 183; Salter & E hrenreich , 1984 , 1 47). Once the ore i s desulphurized, i t c an be smelted i nto u seful i ron . Roasting i s e ffective a t t emperatures between 4 00 and 5 00 ° C . These t emperatures a re easily achieved i n charcoal f ires, or by burning green wood with the a id of bellows. S ince an excess of oxygen i s required for roasting, no s uperstructure need be employed ( Cleere, 1981, 146-147). Agricola ( 1950, 273-274) states that ore roasting was s atisfactoril y performed by piling the ore on a thick raised base of wooden boards with onl y a thin layer of sand o r charcoal dust covering i t to prevent the pile f rom s cattering . Unfortunately , no certain evidence of roasting d ating f rom the I ron Age has been d iscovered.
2 .5
The
Smelting
P rocess
The evolution to an i ron-based metallurgical s ociety r equired the resolution of many problems r esulting f rom the higher melting point of i ron relati ve to bronze. The melting point of bronze i s approximately 1 000 ° C , which i s w ell below the t emperature r ange of 1 100-1300 ° C obtainable by I ron Age f urnaces. The melting point o f i ron , however, i s 1534 ° C , which is too hi gh for the then existing f urnaces. I ron c an be manufactured by heating f erric oxide i n a r educing atmosphere. Carbon monoxide will react w ith the o re to form i ron and carbon dioxide ( Fe2O3 + 3C0 2Fe + 3 CO 2 )' The carbon monoxide is produced by the incomplete c ombustion o f charcoal i n the f urnace. This r eaction w ill occur at 800 ° C with pure Fe 2 O 3 . Iron ore, however, is never pure ferric oxide, even after roasting. Large quantities of i mpurities, such as s ilicates, will f orm slag during smelting. In order for i ron to be efficiently
2 1
.
produced, the slag must be molten, s o i t can flow away f rom t he r educed i ron , a nd t hen e ither s ettle i n the base o f the f urnace, o r be t apped o ff, depending on t he t ype o f f urnace employed. The melting point of slag i s approximately 1 200 ° C ( Tylecote, 1 962, 1 83; Cleere, 1 981, 1 29; S alter & Ehrenreich, 1984, 1 46). Thus, the temperature o f the f urnace must be h igher t han 1 200 0 C t o be f unctional. Although the slag i s molten during smelting, the s eparation o f t he i ron a nd t he s lag i s n ot a s e fficient a s i t would be i f the i ron could also be melted. Slag w ill s till be t rapped w ithin t he i ron bloom on c ompletion o f the smelting operation. The slag can be expelled f rom the bloom by heating i t t o a temperature where the s lag i s again molten, and hammering. This ' heating and beating ' process w ill eliminate large portions of the entrapped slag; some residual slag, however, w ill always r emain. S lag i nclusions a re c learly v isible i n t he g rain s tructure o f all f inished i ron products . A low c oncentration o f s lag i nclusions i s not harmful to the i ron, and can even add d irectional s trength. Too high a concentration of s lag, however, w ill make t he i ron b rittle . A s econd problem r esulting f rom the low t emperatures characteristic of the I ron Age furnaces i s that the addit ion of refractory elements to the charge i s impossible. For i nstance, i ron w ill r eact w ith s ilica during s melting to form the s table slag-phase f ayalite ( Fe 2 S iO 4 ) . This slag phase melts at approximately 1 250 ° C , and removes a large quantity of i ron f rom the f inished product. I ron 's r eaction w ith s ilica c an be r ectified i n blast f urnaces by a dding c alcium t o t he charge . S ince both the f ayalite and the i ron a re molten i n a blast furnace, the calcium w ill be able to thoroughly m ix with the charge, and replace the i ron i ons c ontained i n t he f ayalite, f reeing more i ron . I n the prehistoric furnaces, however, the temperatures were too low to melt the charge. Thus, calcium could n ot be s ufficiently d istributed t o r eact p roperly w ith t he s olid slag-phase f ayalite. I f i ron ore w ith an i ron to s ilica ratio of less than four to one was smelted, most o f the i ron would be removed by the reaction w ith the s ilica, drastically reducing the quantity of f ree i ron produced. Thus, due t o the l imitations of the furnaces available during the I ron Age, higher quality i ron o re had t o b e u sed to produce a suitable quantity of i ron ( Salter & Ehrenreich , 1 984 , 1 46). The common type of f urnace d iscovered in I ron Age c ontexts i s Cleere 's type A bowl f urnace ( Cleere , 1 972 , 8 1 1). A bowl f urnace i s a hemispherical hollow made i n the g round ranging i n d iameter f rom 0 .3m to 1 .5m. The hollow i s l ined w ith clay and packed w ith alternating layers of charcoal and i ron ore. Experiments have shown that the y ield of the f urnace i s i ncreased i f the ore and charcoal a re p iled w ell above g round l evel, a nd covered w ith t urf o r
2 2
clay. A hole i s l eft on t op t o permit t he e scape o f s moke, and entrances on the s ides o f the f urnace a re r equired f or t he i nstallation o f t uyeres ( Tylecote, 1 962, 1 85; Cleere, 1972, 1 1). The bellows pump a ir into the f urnace through t he t uyeres. As the temperature of the furnace increases, a r educing a tmosphere i s c reated , and t he s melting r eaction begins. The slag f orms and flows to the bottom o f the f urnace. I f no exit has been provided, the slag will c ollect there until i t f inally chokes t he f ire, t erminating t he process. A f urnace which provides an exit for the s lag, w ithout allowing e xcessive heat loss, would i ncrease the reaction t ime per furnace. Thus, more i ron could be produced with no i ncrease in the quantity of ore or charcoal used. Furnaces w ith exits for the molten slag are termed tapping furnaces, or Cleere's B .1 type ( Cleere, 1 972, 1 1-15). I t i s believed that the t apping-furnace was not introduced into Britain until the i st century AD ( Cleere, 1981, 184). Evidence of tapped slag at Castle Yard, however, may i ndicate that this more sophisticated t echnology was actually introduced into Britain a t an e arlier date. The evidence i s s till t oo meager, however, t o permit any definite conclusion. Once the charcoal has burned i tself out or the slag has choked the f urnace, the t op i s r emoved, offering a ccess to the i ron bloom. S ince the i ron was never molten, the bloom i s not a cohesive mass, but a porous, s lag-rich lump w ith large c avities where the s lag has run out. A s s tated earlier, the bloom then has to be repeatedly heated and hammered until a large portion of the slag i s removed and the i ron i s an ingot. The production of i ron has been summarized by Salter and Ehrenreich ( 1984, Fig. 1 0.1) in a table reproduced as F igure 2 .1. The estimates f or both f uel and yield were based on a s ideritic ore. The f inal quantity of i ron produced w ill f luctuate d epending on both the t ype o f o re employed, and the i ron concentration o f the ore s ource. The most ti me consuming and demandi ng of the procedures i n F igure 2 .1 i s undoubtedly the collection o f the 90 kgs of fuel required for the production of 1 kg of i ron. Charcoal i s required for both the smelting and the s mithing processes. I n t he production o f c harcoal, approximately seven t imes more wood i s needed than the quantity of charcoal desired ( Cleere, 1976, 240). Thus, smelting and smithing would have required 420 kgs of wood. Due to the general availability of high quality i ron ore during t he I ron Age, i t would s eem that the collection o f 4 20 kgs o f wood, and i ts preparation , would be more t ime c onsuming t han the collection o f the o re i tself.
2 3
2 0
2 4
W e l d i n g a t h i g h t e m p .
o > -
F I G U R E 2 . 1
c i ) c r )
! S a l t e r & E h r e n r e i c h , 1 9 8 4 , F i g .
S u m a r y o f t h e I r o n p r o d u c t i o n c y l e .
C L A Y ( 2 0 k g s )
F U E L ( 1 5 k g s )
C D
F o r g i n g a t l o w t e m p .
S M I T H I N G
F U E L ( 3 0 k g s )
c r )
S M I T H I N G
S M E L T I N G
O R E R O A S T I N G
r z )
1 1 1 1 1 1 1 1 1 1 1
C J
S m i t h i n g h e a r t h
S m i t h i n g h e a r t h
R o a s t i n g p i t s
2 .6
I ron
Smithing
The l imited t emperatures obtainable by the f urnaces o f the I ron Age not only affected the smelting of i ron, but also the manufacturing o f i ron t ools. Artefact production during the B ronze Age was based on c asting . Casting allows i ntricate t ools t o b e made e asily . Mass production becomes possible with the advent of permanent molds. I ron, however, could not be melted. All i ron artefacts had to be produced by heating the metal until i t became malleable, and t hen hammering i t i nto s hape. Thus, the f urnace t empe rature constraint o f t he I ron Age demanded the development of a new smithing t echnology for the production of tools and weapons. This s ection w ill d escribe the blacksmithing implements required: hammers, f ullers, tongs, chisels, f iles, and a nvils. The hammer i s t he most glorified of the blacksmith 's tools. The i mage o f the blacksmith deftly f orging hot i ron into gleaming weapons and tools w ith hammers has been recounted i n endless legends, t ales, books, and even f ilms. The requirements for hammers are also the most s tringent. The hammer must clearly be harder than the material to be worked. Also, i t must be sufficiently tough to withstand extensive s triking w ithout c racking o r s hattering . A t echnique for manufacturing a f ine blacksmith's hammer i s to quench the centre o f the hammer f ace to a high hardness, and to decrease the hardness as the edges of the face a re approached . This hardness profile makes i t less l ikely f or a hammer to c rack or split during use. The eye of the hammer should e ither be quenched t o only a s lightly lower heat or not be quenched at all. With this t reatment, the eye of the hammer can absorb blows w ithout f racturing ( Richardson, 1 891, 2 22-224). As stated earlier, the types of hammers used vary in s ize, shape, and weight f rom blacksmith t o blacksmith . S ix typical hammers a re:
5 00g pene hammer
Used f or f orging , s eling.
8 00g pene hammer
The
1 100g hammer
A hand hammer u sed f or heavier work and f inishi ng a p iece f orged w ith a
c ommon
s ledge 3 600g, 5 400g, and 7 300g s ledge hammers
f inishing , l ight and f inal chi-
hand
hammer.
hammer.
Used f or f orging heavy pieces. The 5 400g hammer i s t he common f orm .
2 5
Five prehistoric hammers have been discovered: one each f rom Barbury Castle, B igbury , and Bredon Hill, and two f rom Hunsbury. The Barbury Castle, Bredon Hill, and Hunsbury hammers are light, and were probabl y used for f inishing, light forging, and f inal chiseling. Both the Barbury Castle and the Bredon Hill hammers are now lost. The B igbury hammer i s heavier, and approaches the weight of the common blacksmithing hammer. The head o f the hammer i s s lightly extended, however, which may have made i t d ifficult t o control. The hardnesses of the hammers range f rom 193.2 to 377 VPN, a range sufficient for forging i ron w ithout deformation . Fullers a re hammer handled, base s truck tools u sed f or elongating i ron bars. A fuller set consists of a bottom horn ( Fig. 2 .2B), and a top, handled tool ( Fig. 2 .2A). An i ron bar i s placed between these implements, and the top f uller i s s truck w ith a hammer. Forging w ith fullers w ill elongate i ron w ithout appreciably i ncreasing width . Thus, a long s trip of i ron can be produced by fullering a thick i ron bar of approximately the same w idth . The horn o f the bottom ful ler prevents the i ron stock from moving during forging. Although the bottom ful ler increases the e ffic iency of the work, i t i s not absolutely n ecessary . A bar can s till be adequately worked using only the top fuller. The only e xtant example of an I ron Age f uller i s f rom Hunsbury ( HNY33a; F ig . 2 .3). The blade of the implement i s 8-9mm w ide, and shows no indication of ever having been sharpened. The blade i s curved s imilarly to the bottom f uller, but is socketed like the top fuller. HNY33a is also heavier than present examples, and the butt shows no indication of being struck with a hammer. The tool must have been wielded by an apprentice like a sledge hammer while a blacksmith moved the i ron s tock i n the appropriate directions. Although this tool would work in this mode, t he blade would have f unctioned more e fficiently i f i t had been rounded more. The blade configuration of HNY33a would c ause i t t o penetrate more, spreading the i ron laterally to a g reater extent t han desired . Other s imilarly s truck, handled tools a re the hot and cold chisels. The hot chisel i s used for cutting off the e nds of hot bars; the cold chisel i s u sed f or cutting and splitting unheated bars ( Fig. 2 .4). Because of the increased hardness of i ron at room t emperature, the col d chisel r equires a harder edge t han t he hot chisel. There
a re
only
t wo
prehistoric
examples of
what
may be
hammer handled chisels: Bigbury 's B13 and Hunsbury 's HNY20a. Both artefacts exhibit sockets and burrs on the butt of the a rtefacts f rom being s truck with a hammer. The B igbury example i s robust, and the blade has a hardness of
2 6
F IGURE
2 .2
A typical f uller s et ( Richardson, 1 889a, F igs. 1 23-124).
2 7
FIGURE A possible
top
2 .3
fuller f rom Hunsbury S cale 1 :1. 2 8
( HNY33a).
F IGURE
2 .4
A t ypical c old c hisel. ( Richardson , 1 889a, F ig . 1 10).
2 9
2 95 VPN . The Hunsbury e xample i s t hinner t han t he B igbury chisel, but the hardness of the blade i s 185.6 VPN, which i s s till hard e nough t o cut t hin, hot i ron. A number of the wedges could also have been used a s c hisels. The wedges f ound a t Worthy D own ( WD11a; 3 33 VPN) and Hunsbury ( HNY10b; 171 VPN) a re both sufficiently s trong and hard t o cut hot i ron. The Worthy Down a rtefact possessed a quenched and t empered blade, which would have allowed i t to cut even cold i ron. Thus, certain tools i n prehistoric contexts may appear i n d ifferent shapes t han present-day examples. Definite i dentification i n t erms o f the possible uses of such tools i s best obtained f rom an examination o f t heir m icrostructures. The chisels described above a re u sed s olely f or coarse c utting a nd n ot f or f ine d etailed work . F igure 2 .5 i llust rates two metalworking chisels designed to be used to carve and shape cold i ron much as i f m ight be used in t he wood craftsman 's art. These types of chisels can also be used to split i ron when f iner control i s required. The blade o f a chipping chisel s hould be quenched t o a hardness s ufficientl y high to cut the i ron to be worked ( i.e. wrought i ron), but not too hard that i t f ractures easily. The back o f the blade and t he butt s hould n ot be quenched, i n order to increase resiliency and toughness. A chisel f abricated in this manner will retain a sharp edge, but w ill also be tough, the hard blade being cushioned by a base of softer, more resilient i ron ( Richardson, 1890, 1 49). Although numerous chisels are f ound i n the archaeological r ecord, the only presently known manner i n which a metalworking c hisel c an be d istinguished f rom a woodworking chisel i s by measuring the hardness of the blade. Of t he 18 chisels sampled, onl y s ix could possibly be used f or chipping i ron: Danebury 's Dlla ( 161.5 VPN), Dllb ( 173.7 VPN), D 139 ( 329 VPN), D 157 ( 309 VPN), and Hunsbury ' sHNY23b ( 215.4 VPN), and HNY59a ( 181 VPN). Another
of
the
more
elaborate
and
critical
of
t he
blacksmith 's tools i s the tongs. Tongs permit the blacks mith t o hold and manipulate hot i ron while f orging . F igu re 2 .6 illustrates some of the common types of tongs. F igure 2 .6A r epresents a pair o f pick-up t ongs. The s pring configuration of the j aws exert sufficient pressure when closed t o hold s mall p ieces s ecurely . F igure 2 .68 r epresents a pair of f lat tongs. These a re designed to hold i ron plates during forging. The box tongs of Figure 2 .6C a re for larger bars; the round-bit tongs of Figure 2 .6D a re designed to hold round i ron bars. The ends of t ong handles a re curved away f rom each o ther t o a llow a r ing t o be placed a round t he handle a fter g rasping t he metal. T his s ecurely clamps t he j aws shut and permits the blacksmith t o r elease t he t ongs w ithout losing g rip on t he work.
3 0
F IGURE
2 .5
Two typical metalworking chisels. ( Richardson, 1889b, Figs. 42 & 5 5).
3 1
FIGURE
A . B .
Four typical P ick-up t ongs Flat t ongs
( Richardson,
2 .6 t ong t ypes. C . Box t ongs D . Round-bit
1 889a,
3 2
F igs .
9 1-93
t ongs & 9 6).
Onl y three pairs of prehistoric tongs which are s imilar to present examples a re presently extant: two f rom Llyn Cerrig Bach, and one f rom Stanton, Norfolk . A f ourth pair o f tongs of a d ifferent configuration were discovered at Bagendon. The Bagendon tongs are s imilar to large tweezers, and worked by grasping the base. This type of tong, or forceps, resembles the wooden forms employed in I ndia and Africa ( Forbes, 1950, 121). Because they are made f rom green wood, these tongs can handle hot i ron w ithout burning s ignificantly . Nevertheless, they do not permit the s ame g rasp and manipulation achievable by u sing i ron tongs. The Bagendon tongs, however, are a reminder t hat wooden t ongs w ere probably employed i n t he I ron Age. The f iles and rasps used for i ronworking are s imilar i n shape and form to those used in woodworking. The onl y additional necessary requirement of metalworking f iles i s i ncreased hardness. Like chisels, a f ile needs to be considerably harder than the material being worked, o r the f ile w ill lose i ts t eeth quickly during use. Thus, f iles have t o be quenched to a high hardness. Of the three f iles s ampled, two are c haracterized by sufficiently high hardnesses t o be u sed on metal: Danebury 's D 172 ( 225 VPN), and Hunsbury 's HNY68a ( 200.8 VPN). The origins of the anvil are the most difficult of the prehistoric blacksmithing tools t o i dentify . A present-day a nvil i s made of a hardened s teel plate attached to a body o f wrought i ron . The anvil must be hard, yet t ough, and as f lat a s possible. The heavier the anvil, the less i t w ill move o r buck during u se. The only two identifiable prehistoric i ron anvils discovered so far are f rom Bagendon, and Barbury Castle. The anvils r esemble large, heavy , i ron s takes. B efore u se, the anvil i s driven into a tree stump until i t i s f irmly lodged. Forging can then be performed on the head of the anvil w ith a m inimum of movement. Such anvils a re s till i n u se
t oday.
A s econd possible i ron anvil type could be the i ngots f ound a t Gussage All Saints ( Fig . 2 .7) and Hunsbury . These i ron objects a re f lat on both s ides, and hooked at one end, f orming a loop . They could possibly have been lashed t o a t ree s tump through the eye in such a manner that movement during forging i s decreased, while s till leaving a s uitable s urface on which to f orge. The large f lat a rea could t hen be used as a base, and the loop could be used as a horn for f ine detail forging and curving i ron. The loop on the Hunsbury ingot i s split, revealing rough manipulation. Experiments with reconstructions would be useful in providing insight into whether these artefacts are t ruly anvils.
3 3
F IGURE A possible
anvil
2 .7
f rom Gussage All
Small F inds 1 019 . Scale 1 :1.
3 4
Saints.
I t should also be noted that evidence of use of s tone hammers and anvils exist from Iron A o ge Britain. A large rounded stone, an approximatel y 30cm' stone, and a small f ragment of a third large stone were discovered with i mpacted slag particles on their s urfaces a t B ryn y Castell i n Northern Wales. These arte acts constitute a hammers tone, and two anvils ( Crew, 1984, 4 ). Thus, iron forging t ools were not a s tandard . The number of blacksmithing tools dating to the Iron Age i s limited . Although all of the tools described here c ould be used f or m etalworking , their t rue purposes could a s easily have been quite different. The assemblages f rom Hunsbury, Danebury, Bigbury, and Bryn y Castell are the onl y ones that can be reliabl y identified as true blacks mithing equipment. The i mplications of these points w ill be returned t o in Chapter 6 .
3 5
CHAPTER 3 :
3 .1
THE METHODOLOGY OF THE ANALYSIS
I ntroduction
Thi s chapter wi l l present the criteria for the s election of the s ites and the artefacts examined. The c hoice of a rtefacts sampled w ill be d iscussed w ith r efere nce t o both the percent of a s ite 's assemblage expected to be sufficientl y robust to be examined, and the conditions u nder which well preserved i ron occurs. The procedures for obtaining and preparing the s amples prior to metallurgical analysis w ill also be explained. A three-part s trategy for the collection of metallurgical data was devised t o r eveal the sophistication of blacksmithing technology and the s ources of i ron production during the I ron Age. First, the grain structure of each a rtefact was subjected to m icroscopic examination to determ ine i nclusion density , g rain s ize, indications of carbon content, and the utilization of heat-treatment and other aspects of production. Secondly, trace element anal ysis a nd Vickers Hardness t esting was u sed to exhibit evidence of extenuating criteria which may have affected the production and function of the f inished articles. Finall y, t race element anal ysis was employed to identify possible o re s ources. The description of t he metallurgical analysis a nd the d ata t o be obtained i s classified according t o the specific t echniques employed: reflected optical m icroscopy, t race e lement analysis using the Camebax Electron Microprobe, and Vickers Hardness t esting. Finally, the chronological f ramework u sed to o rder the a rtefacts w ill be presented.
3 .2
The The
Selection o f method
of
Samples
selecting
the
artefacts
t o be
sampled
was summarized in Chapter 1 : f irst, a region of Britain w as i nvestigated t o determine the range of e xcavated I ron Age s ites; then the authority housing the artefacts was contacted; f inally , the i ron objects s ufficiently robust to be suitable for sampling were selected. The latter consisted, on average, of about half of a typical assemblage. The fluctuations were s ignificant and ranged from 3 2% for Al l Cannings Cross to 95% for Hunsbury. The percentage of samplable i ron artefacts per s ite clearly depends on the nature of the soil in which they are embedded. A highly acidic soil and a soil with sulphate r educing bacteria w ill r apidly corrode i ron . I ron can be s everely oxidized by electrochemical r eactions i f buried near an electric generator, or between differing soil
3 7
types. A well-drained and alkaline soil will produce reasonably preserved i ron artefacts. A water-logged and alkaline s ite w ill produce exceptionally preserved i ron i f no salt i s present ( Rollason , 1973, 1 45-146).
3 .3
The
S ampling
P rocedure
The sampling was performed with a compact dril l equipped w ith a 0 .3mm abrasive c ircular blade . Ordinarily , the saw was used to cut two parallel slits 3 to 4mm apart and 5mm deep into the artefact. A j eweler's saw with a 0 .4mm blade was then employed to cut between the slits, f reeing a r ectangular, parallel-sided sample. Cutting with the jeweler's saw was found to be t ime consuming and impractical on objects thicker than 5mm . A more efficient way of sampling thicker artefacts was to angle the two cuts made by the electric saw so as to intersect approximatel y 6 to 8mm into the artefact. This procedure eliminates the need for the jeweler's saw and produces a w edge-shaped sample. A parallel-sided sample, however, is preferable for two reasons. First, perpendicular cuts can be continued farther into the artefact, ensuring that a reasonable quantity of intact i ron i s obtained without having to increase the distance separating the cuts at the surface. Thus, visuall y visible damage i s m inimized. Secondly, parallel-sided s amples offer the maximum surface a rea s uitable for Vickers Hardness t esting . By contrast, the t ip of a wedge-shaped sample i s easil y punctured by a Vickers Hardness t ester thereby causing i naccurate r esults.
3 .4
The
Sample
P reparation
The samples were embedded in labeled, clear plastic resin mounts. Mounting permitted safer storage and f acilitated the handling of the samples during preparation and anal ysis. The samples were ground using progressivel y f iner grit sandpaper to produce a flat, even surface on one s ide. The f irst, and roughest sandpaper employed was a 2 50 grit. The last sandpaper used was an 800 grit. The s amples were subsequently polished on a s eries of rotating cloth wheels impregnated with 6 micron, 3 micron, or 1 micron diamond dust paste. This procedure removes the scratches f rom the surface of the sample caused by the sandpaper, and leaves a f ine m irror polish. Metallurgical analysis f ollowed these preliminary s teps.
3 8
3 .5
3 .5.1
The Metallurgical Analysis
Reflected Optical
Microscopy - Unetched
Samples
The polished samples were examined f irst under a r eflected optical m icroscope t o verify the condition o f the s urface, and to estimate both the quantity of i ntact i ron and the concentration o f s lag and f orging i nclusions. A wel l polished i ron sample appears bright and f eatureless when viewed under a reflected optical micros cope, s ince all of the l ight incident on the sample i s r eflected by the m irror s urface d irectly back i nto t he eye p iece. Scratches a nd o ther i mperfections produce d iffuse reflection, thereby causing dark t races to be visible. Although the f ine mirror s urface i s predominant for all samples upon completion of the polishing process, some s urface i mperfections a re always p resent. S cratches i nevit ably occur during polishing as a result of corrosion particles and slag i nclusions being dragged across the s urface. Samples w ith t oo many s cratches and i mperfections w ere r epolished; a s mall number o f s cratches, however, a re u navoidable f or s amples o f t his type. Corrosion p roducts a nd i nclusions r eflect very l ittle l ight, and appear dark when viewed under a reflected optical microscope ( Fig. 3 .1). Remnant images of an a rtefact's original grain s tructure can occasionally be observed in completel y corroded samples. The wealth of i nformation which eventually may be extracted f rom these " fossilized" g rain s tructures has been documented by Knox ( 1963). None of the corroded samples examined for this s tudy of British I ron Age blacksmithing technology, however, exhibited sufficiently convincing images of the original grain s tructure to permit conclusi ve i dentific ation o f the carbon content o r g rain s ize once possessed. As stated in Chapter 2 , slag i s eliminated f rom an i ron bloom t hrough heating and hammering. The quantity o f s lag t hat i s e liminated f rom t he i ron i s determined by the amount of forging. The more an object i s heated and hamm ered, the s maller i s t he quantity of r esidual s lag. Thus, s lag i nclusion concentration f luctuates f rom h igh quantit ies i n quickly forged tools to low quantities i n extens ively worked
i ron objects.
The concentration o f i nclusions c an also be i ncreased during f orging. Welding r equires the u se o f f luxes, which decrease the temperature a t which i ron oxides melt, and f acilitate the joining of the metal. These fluxes, however, can be trapped i n the i ron, producing i nclusions s imilar to slag. Slag inclusions and forging inclusions c an be d ifferentiated t hrough t race element analysis. This
3 9
FIGURE
3 .1
An unetched sample. Spearhead D2 - 5 00X .
4 0
process, however, i s t ime consuming, and not d irectly relevant to this study. Thus, the attempt to distinguish between the o rigin o f t he i nclusions was not performed. The presence o f inclusions i n i ron can be detrimental o r beneficial depending on the concentration ( Rol lason, 1 973, 1 17; Davies & Oel mann, 1983, 61; Higgins, 1984, 1 82). Large quantities of slag and f orging i nclusions can make i ron brittle and of little practical use. A low c oncentration of d irectionally oriented slag f ibres, however, can impart a d irectional hardness to the metal, and actuall y enhance i ts properties. A correlation between a rtefact types and i nclusion concentrations f or prehistoric i ron artefacts could be used to show which artefacts recei ved more t ime and attention during production, and thus, were regarded as more prestigious or important. By c ontrast the less valuable tools should be i dentifiable by high concentrations of i nclusions, indicating that their production was rapid. The i nclusion d ensity was estimated during examination of the polished samples under a reflected optical micros cope. The samples were di vided into the categories of low , medium , and high i nclusion concentrations. The f irst 5 5 i ron samples were also photographed, and the i nclusion density calculated using l ineal analysis. The r esults of t he 5 5 samples submitted to l ineal analysis were correlated w ith their estimated values to produce the following d elineations: " low" contains less than 2 % slag and f orging i nclusions; " medium" an inclusion density between 2 % and 4 %; and " high" a density over 4 %. The i nclusions not eliminated during forging f low as the i ron i s shaped. The directionality of inclusions in a sample can, therefore, provide insight into the manner of f orging. For example, if a square block is reduced in w idth and thickness, and extended i n length, the i nclusions w ill f orm long , thin f ibres s tretching along the length of t he f inished bar. A s ample f ace parallel t o the length of the bar would reveal the long, thin f ibres. A cross s ection of the bar, however, would exhibit small, c ircular i nclusion patches, which a re the projections of the f ibres. Thus, depending on the shape of the i nclusions d iscovered i n a sample, the manner in which the iron artefact was f orged
can
be
determined.
In actuality, however, i t has been found that the determination of i nclusion shape i s unreliable when s tudied i n two dimensions. An observed thin f ibre strand could actuall y be the cross-section of a wide inclusion plate. S uch a broad, thin i nclusion could be f ormed , f or example, when an i ron cube i s reduced i n thickness, and increased i n both w idth and length . Also, a small, c ircular i nclusion patch could be the cross-section of a sphere, a possible r esult of t he over-extension and f inal s plitting of a long ,
4 1
thin f ibre into numerous small i nclusions. One way of differentiating between these possibilities would be to examine t wo a djoining f aces o f t he s ample. This procedure, however, demands a larger s ample t han would be permissible f or t his s tudy, s ince a s econd f ace c ontaining i ntact i ron would have to be cut f rom each sample. Thus, only the s lag concentrations w ere d etermined f or e ach s ample.
3 .5.2
R eflected Optical
Microscopy - E tched Samples
The determination of the method of production o f a prehistoric i ron a rtefact consists o f examining a n e tched s ample u nder a r eflected optical m icroscope. Etching w orks on t he principle that a cid w ill r emove more o f the loosely held atoms a t the i ron grain boundaries than those contained i n the more s trongly bonded i ron matrix. After s wabbing a n i ron s ample 's polished s urface b riefly w ith a 0 .2% Nital solution, the grain boundaries are scarred, while the grains a re onl y slightly a ffected. The g rain boundaries w ill then appear as dark lines s imilar to s cratches on examination w ith a reflected optical m icroscope. Figure 3 .2 shows an etched pure wrought i ron sample. The grains could have been produced in I ron Age Britain by e ither hammering the i ron only while i ts t empe rature exceeded the r ecrystallization point, or annealing , which i s the extended heating o f i ron above i ts r ecrystallization point. The recrystallization t emperature for wrought i ron fluctuates depending on the extent of coldworking, the purity of the i ron to be annealed, and the durati on of heating (Rol 1ason, 1973, 122; Davies & Oelmann, 1 983, 5 8-59; H iggins, 1 984 , 3 29-330). Heating an i ron bar at a low temperature for an extended period of t ime will f requently have the same e ffect as heating to higher t emperatures f or s horter durations. For example , a steel bar which can be annealed at 675 ° C in 8 m inutes, would require 3 2 hours at 5 50 ° C to achieve the same g rain s ize ( Rollason, 1 973, 1 22). The grain s ize of an artefact can be controlled by regulating the amount of annealing performed. I f i ron i s heated to a temperature j ust above the recrystallization point and then cooled quickly, the g rains of the object are permitted to nucleate, but not grow. Thus, a very f ine grain s tructure i s produced. The g rain s tructure o f the artefact exhibited in Figure 3 .2 reveals that the object had been well annealed. The grains had not j ust been allowed to nucleate, but also to grow to a very large s ize. The grain s ize of an artefact affects i ts properties. An object w ith large g rains i s s ofter a nd more ductile t han a f ine
g rained
one.
Initially, i t was hoped that correlations of g rain s ize and artefact type could be attempted. Microscopic examination o f t he s amples a fter e tching, however, r evealed
4 2
FIGURE
3 .2
Wrought i ron . Nail WND5b - 80X .
FIGURE
3 .3
Cold-worked i ron. Nail WND5a - 350X .
43
that g rain s ize d id not a ccurately r epresent the annealing t ime employed . Phosphoritic i ron g rains tend to be larger t han those of pure i ron, even w ithin s ingle s amples. Thus, the correlations produced were not of grain size versus a rtefact type, but g rain s ize versus phosphorus concentrat ion. The establishment of a standard means by which the annealing t imes of high-phosphorus a nd low-phosphorus i ron could be compared proved impossible. All comparisons of the different metal types' grain s tructures were i naccurate, and thus, had t o be i gnored. I f an i ron a rtefact i s hammered while a t a t emperature below the recrystallization point, the grains are deformed and elongated in the direction of the forging ( Fig. 3 .3; Davies & Oelmann, 1983, 57). This process is known as cold-working . Cold-working alters t he lattice a rrangement of the grains and prevents the movements o f dislocations. The ductility of iron i s reduced when dislocations a re p inned, and the metal becomes harder. Although the effects of cold-working can be easily rectified by annealing, t he increase in hardness, especiall y i n the direction of the g rain elongation , can be beneficial. The cold-working o f a cutting-edge i s a s imple method for i ncreasing its hardness and enhancing i ts ability to be honed to a sharper blade. In this study, cold-working was identified during examination of the etched samples under the reflected optical microscope. The presence of either grain elongation or deformation twins in a sample was a definite i ndication that the artefact was subjected t o cold-working . Cold-working was s tudied as a possible method for deliberately hardening i ron t o enhance the properties of certain artefacts. Thus, the condition of an object's grain s tructure was ascertained f irst on examination of an e tched s ample u nder a reflected optical m icroscope . The addition of carbon to i ron forms s teel, a harder i ron alloy. At the low carbon concentrations attainable during prehistory , the higher the c oncentration of carbon in i ron, the harder the metal ( Fig. 3 .4). An increase in carbon content, however, also i ncreases the tensile s trength of i ron , and decreases the amount t he metal can be elongated before f racturing . Tensile s trength and percent elongation a re both i ndicators of ductility . An i ncrease i n tensile s trength with a decrease i n percent elongation i ndicates a reduction i n ductility . Thus, w ith an i ncrease i n the carbon concentration i n prehistoric i ron, i ts hardness will be raised, enhancing both i ts the ability to be honed to a sharp edge and its resistance to wear, but the metal will also be less resilient and more brittle than wrought
i ron .
High-carbon reflected optical are actuall y the
i ron appears as dark patches under a m icroscope ( Fig . 3 .5). These dark a reas products of alternating light and dark
44
AHI 0 0
s seup iey
' l oupe
0 0
0 0
C O
C D
F I G U R E 3 . 4
ö
C . 1
0 0 c r )
0 U , e t ( z W W
0
1 . 1 6 1 . 10 11S
0 0
0
0
0
OPSUel
0
u 0ne6u0 13 %
4 5
• ••
FIGURE
3 .5
Pearlitic i ron . Strip D22a - 3 50X .
FIGURE
3 .6
Pearlitic i ron . Strip D22b - 8 00X .
46
l ines ( Fig. 3 .6). The lighter bands originate f rom the hard, high-carbon i ron alloy of cementite, and the darker l ines o riginate f rom pure f errite. This c ommon s tructure i s known a s pearlite , due t o i ts ' mother-of-pearl' luster. I f steel i s heated to a temperature of 680-690 0 C f or long durations ( approximately 8 to 24 hours), the carbon d istribution i n i ron w ill alter. The c ementite f orms s mall spheroids in a pure i ron matrix ( Fig. 3 .7). This process i s k nown a s s pheroidising , and r esults i n g reatly s oftened s teel. Spheroidised i ron can be r ectified by quenching and t empering ( Rollason, 1973, 181; Davies & Oelmann, 1 983, 1 09-110). During the I ron Age, steel could be produced only by c arburization . I ron i s carburized by packing i t i n a r ich source of carbon ( i.e. charcoal, organic materials, etc.) i n a furnace with a reducing atmosphere for extended periods at t emperatures of 900 to 9 50 ° C ( Rollason, 1973, 2 04; Lang & Williams, 1 975, 1 99; Davies & Oelmann , 1 983, 1 14-115). Under t hese conditions, i ron w ill absorb the unoxidized carbon f rom the a tmosphere o f the f urnace. The rate of diffusion of carbon in i ron during carburization f luctuates a ccording t o the type of s teel, t he t emperature of the furnace, and the carburizing mixture. At 900 ° C , however, i ron can be carburized t o a d epth o f approximately 0 .2mm in an hour. This process can be performed delibera tely by a blacksmith, o r accidentally during s melting o r f orging under appropriate conditions. Piaskowski ( 1974, 3 25) speculates that evenly carburized a rtefacts could also have resulted f rom the selection of those areas of i ron blooms naturally high in carbon by I ron Age blacksmiths, a nd not due t o d eliberate c arburization. H igh-carbon i ron could have been i dentified by a blacksmith because i ts i ncreased hardness w ould have made f orging more d ifficult. Poorly carburized i ron may be caused either by the i ncorrect placement of an i ron bar in a forge, causing u neven carbon d istribution o r s urface decarburization , o r by phosphorus i mpurity bands. I mpurity bands high i n phosphorus slow the diffusion of carbon in i ron and cause layers of h igh-carbon , low-carbon, and high-phosphorus i ron to be formed ( Fig. 3 .8; Boylston, 1928, 446; Rollason, 1 973, 1 70; D avies & Oelmann, 1 983, 8 6). The distribution of carbon i n an artefact can be e ither beneficial o r d etrimental d epending u pon t he a rtef act 's purpose. For example, a blade w ith a s teel e dge i s superior because the additional carbon content would i ncrease i ts hardness, allowing i t t o be honed t o a f iner, wear-resistant cutting edge. A chain, however, would be adversely affected by a high carbon content, s ince the i ncreased hardness w ould d ecrease i ts ductility and t oughness. Thus, the carbon concentration of an i ron tool can e ither help o r hinder i ts application .
4 7
FIGURE
3 .7
Spheroidized i ron . Rod HNY24b - 3 50X .
FIGURE
3 .8
Banded, phosphoritic i ron . Spearhead BC4b 5 0X .
48
The quantity of carbon in i ron i s estimated during m icroscopic examination of an e tched s ample. E xamination of the distribution of carbon in an artefact can show whether I ron Age blacksmiths u nderstood e ither carburizat ion o r bloom s election, and, i f s o , how t hey applied this knowledge. P iaskowski ( 1974, 3 24) s tates that i t may be concluded that I ron Age blacksmiths w ere aware of n aturally carburized materials o r carburization i f a ny o f the f ollowi ng conditions apply: ( 1) t ools a re r egularly d iscovered w ith low-carbon a nd high-carbon i ron welded t ogether; ( 2) a c ertain t ool o r weapon i s c onsistently f ound possessing a high carbon concentration; ( 3) the combination of lowc arbon a nd high-carbon i ron i s d iscovered i n t he s uperior blade configuration d iscussed i n Chapter 1 ( Fig . 3 .9); o r ( 4) a tool contains a higher carbon concentration in only t hose a reas r equiring a n i ncreased hardness. Steel w ith a carbon content i n excess of 0 .3% can be s ignificantly hardened by quenching . Quenching i s the r apid cooling o f s teel f rom a t emperature of approximately 7 50 ° C t o approximately 5 0 ° C by s ubmerging i n a l iquid. The grain s tructure produced by quenching i s d etermined by t he s peed o f t emperature r eduction . A s teel bar which i s cooled f rom 7 50 ° C t o 5 0° C i n approximately one s econd w ill d isplay a pure martensitic s tructure. Martensite i s easily recogn ized under a reflected optical microscope due to i ts angular, needle-like appearance. The hardness o f martens ite can range f rom 3 00 VPN for a 0 .3% carbon quenched s teel t o 9 00 VPN f or a 0 .7% carbon quenched s teel. Two other quenched s tructures are upper bainite and lower bainite. A pure upper bainite grain structure i s f ormed by quenching a s teel bar f rom approximately 7 50°C t o 450 ° C in under one s econd, and then allowing the bar to cool s lowly . Lower bainite i s produced by f irst quenching a s teel bar f rom 7 50 ° C t o approximately 3 00 ° C i n under one s econd, before a llowing t he bar t o c ool s lowly . The hardn ess of upper bainite can range f rom 5 50 t o 6 50 VPN . Lower bainite ranges i n hardness f rom 450 to 5 50 VPN. Although the bainite grain s tructures are difficult to determine a ccurately u nder a r eflected optical m icroscope, t he corr elation o f the a rtefact 's carbon content and hardness can r eveal i f a n object has been heat-treated . F igure 3 .10 i s a graph of carbon concentration versus hardness with d elineations f or t he d ifferent quenched s tructures. Quenched s tructures are very hard, but also highly s tressed and very brittle. Tempering i s u sually r equired before the metal can be used, or else i t i s liable to crack and distort. Heating quenched steel to a temperature of between 450 and 6 50 ° C for an extended period of t ime will relieve the internal s tresses, and reduce the material's hardness, but, more i mportantly , w ill i ncrease i ts t oughn ess ( Rollason, 1 973, 1 86; Davies & Oelmann, 1 983, 1 12).
4 9
FIGURE I ron with
3 .9
a central high carbon Wedge WDlla - 6 0X .
5 0
s trip .
9 00
800
7 00
6 00
5 00
4 00
3 00
H a r d n e s
2 00
1 00
0 .2
0 .4
0 .6
C ar b on
C on t en t
FIGURE
0 .8
1 .0
( Percent)
3 .10
Graph of Carbon Content versus Hardness with deliniations f or bainite and martensite ( Rollason , 1973, F ig . 1 28).
5 1
1 .2
the
Phosphorus i s a second impurity which affects the p roperties of i ron . Phosphorus both hardens i ron and makes i t c old-short, o r brittle a t t emperatures o f 0° C a nd c older ( Boylston, 1928, 446; Piaskowski, 1974, 2 37; Davies & Oelmann, 1983, 86). Phosphoritic i ron does not etch well with a 0 .2% Nital solution. A longer e tching t ime i s r equired before t he g rain s tructure w ill appear. As s tated earlier, phosphorus i s contained i n bands, and prevents the diffusion of carbon i n i ron. Thus, on examination of an e tched, high-phosphorus i ron s ample, alternating layers o f f errite, c arburized i ron, and h igh-phosphorus i ron s hould be apparent. Phosphorus folations, or shadows, a re also occasionally evident ( Fig. 3 .11). These a re produced by the differential etching of the low-phosphorus and highphosphorus i ron i ntermediate z ones. Although i t i s i mposs ible t o determine the concentration o f phosphorus i n i ron by r eflected optical m icroscopy, i t i s possible t o note i ts presence. A final grai n structure of importance that can occasionally be observed under a r eflected optical m icros cope i s piling. Piling i s the process of folding and welding s trips of i ron together t o produce the body of an a rtefact. The s trips should usually range f rom 5 to l Omm t hick t o enhance f orgeability and w eldability . S trips o f i ron which a re too thin are d ifficult to weld s ince they cool very quickly f rom the r equired t emperatures a nd burn very easily. P iling i s usually performed to enhance the properties o f a tool. P iling allows low-carbon and h ighcarbon i ron s trips to be easily combined to f orm the s uperior blade s tructure described e arlier. Also, a large number o f c arburized i ron s trips m ay be p iled t o produce a more evenly d istributed carbon content t han possible by the carburization o f a s ingle thick i ron i tem . Piling can occasionally be recognized under a reflected optical microscope ( Fig. 3 .12). Each i ron sheet may be d ifferentiated by e ither t hin l ines o f i nclusions, o r s lightly darker e tched s treaks. No v isual i ndication o f piling in a sample, however, does not necessarily prove that the artefact was not piled. Samples HNY15a, HNY27a, and HNY52a were f rom artefacts which were split along one e dge r evealing s eparate s heets o f i ron. The samples t aken adjacent t o these s plits, however, r evealed no evidence o f p iling. Thus, the reflected optical microscope was also employed to note any modifying c riteria, such as piling, which may a ffect the properties o f t he a rtefacts.
5 2
FIGURE
3 .11
Phosphoritic f oliations. Spearhead BC4b - 3 50X .
FIGURE
3 .12
P iled i ron. Spearhead D lb - 40X .
5 3
3 .5.3
T race
Element
Analysis
T race e lement a nalysis u sing a Camebax Electron Microprobe allowed the determination of four important trace e lement c oncentrations: phosphorus, sulphur, cobalt, a nd n ickel. Although the method by which the m icroprobe determ ines t he t race element concentrations i s beyond t he s cope of this publication, all of the relevant parameters required to reproduce my results are listed in Figure 3 .13. The correction method used was the Standard Cameca ZAF x ray correction program with a two-current modification added by Chris Salter. The only s tatistic which r equires d iscussion i s the Standard Deviation. Although this s tatistic i s o f extreme i mportance when a ttempting t o dist inguish between t race element concentrations o f below 0 .010%, the parameters of this s tudy a re sufficiently coarse t hat s uch d iscrepencies a re n egligible. Also , s ince the s amples were all analyzed w ith t he s ame equipment, the problem o f i nter-machine compatibility has been avoided. The f irst two elements analyzed for were phosphorus and sulphur. As s tated above, phosphorus increases the hardness of i ron, but also makes i t cold-short. Sul phur causes i ron to be brittle at both room temperature and f orging heat ( Rollason , 1 973, 1 69; D avies & Oelmann , 1983 , 8 6). I ron w ith a s ulphur concentration i n excess o f 0 .035% would be i mpossible t o f orge, s ince the metal would f racture with every blow of the hammer. Thus, the microprobe results assisted in the determination of any extenuating c riteria which would a ffect an i ron a rtefact 's properties. The f inal two elements for which the artefacts were consistently analyzed were cobalt and n ickel. Although neither of these elements affect the properties o f i ron, their presence i s restricted to only one known ore source i n B ritain ( see page 9 3). Salter 's preliminary work ( 1984) on the Danebury i ron t ools r evealed t hat t he concentrations of cobalt and nickel fluctuated sufficiently to warrant f urther i nvestigation of the extent o f production a nd t rade of i ron manufactured by this ore s ource during t he I ron Age. Thus, analysis f or t hese e lements c ontinued. Salter ( 1984) also analyzed t he preliminary s amples f rom Danebury for copper and arsenic contents. In the early s tages of this s tudy, the s amples had not revealed s ufficient f luctuations i n t hese e lement c oncentrations t o i dentify a n additional ore s ource, a nd thus warrant f urther examination. Copper and arsenic also would not have greatly affected the properties of i ron artefacts in the concentrati ons discovered, and therefore would have i ncreased
the
r esearch effort
t o
l ittle
e ffect.
The t race element c oncentrations w ere determined f or all completely corroded samples. Certain i mpurities, such a s cobalt and n ickel, present i n t he o riginal metal r emain
5 4
L ines e xamined f or Accelerating voltage S tandardization c urrent Analysis current Counting t ime Number analyses per s ample Co detection l imit N i detection l imit P detection l imit S detection l imit Co s tandard d eviation N i s tandard deviation P s tandard d eviation S s tandard deviation
Parameters
u sed
F IGURE
3 .13
f or
m icroprobe
the
Ka 2 0 KV 1 0 nA 3 0 nA 5 0 s ecs 4 0 .009% 0 .010% 0 .001% 0 .004% 0 .002% 0 .002% 0 .002% 0 .001%
analyses.
pinned to their locations w ith the corrosion of the i ron a rtefact. Thus, t heir concentration may not s ubstantially alter even after all the i ron has rusted away. The danger, though, i s that impurities can be absorbed f rom the soil. Phosphorus and s ulphur can d ramatically i ncrease w ith t he corrosion of an i ron artefact. The only reliable manner f or determining t he o riginal t race element concentration of a corroded artefact would be to t est the soil surrounding the object also, so that all possible impurities, which m ight be collected by the artefact, can be allowed for. Unfortunatel y, this was not f easible in the present prog ramme. Thus, the t race element concentrations o f corroded sampl es, al though noted, were omitted from the data employed i n the f ormulation o f the hypotheses presented i n Chapter 4 .
3 .5.4
Vickers
Hardness
Testing
Vickers Hardness t esting i s a relational method for t he determination o f a material's hardness. A square-based pyramidal diamond point i s f orced i nto a sample under a s elected load, producing a n i ndentation . D epending on how hard the material i s, the point will e ither be able to penetrate very deep , producing a large i ndentation , o r very little, producing a small i ndentation. The extent of penetration i s determined by measuring t he two d iagonals o f the indentation 's square base, and averaging them. This result can then be found on a Vickers Hardness table for t he s pecific load, r evealing a r elational hardness f or t he material.
5 5
Vickers Hardness t esting provided t he only i ndication o f the mechanical properties o f the i ron s amples. V ickers Hardness t esting assisted i n t he i dentification o f q uenched a rtefacts, and property anomalies i ndicative of e ither high concentrations of certain impurities or cold-working. F inally , t esting permitted the determination of t he s uitability of certain i ron alloys and tools for specific t asks.
3 .6
The
Chronological
F ramework
The Chronological F ramework f or the Danebury s ite i s the most comprehensive so far compiled for Britain ( Fig. 3 .14; Cunliffe, 1 984a, 2 34). I t i s based on a welldefined s equence o f ceramic s tyles t ested by both s tratig raphy and various f orms o f s eriation, and was designed t o be applicable t o Wessex. A s eries o f 5 3 radiocarbon dates obtained f rom w ell a ssociated c ontexts i n Danebury a llowed, after s tatistical manipulation ( Cunliffe & Orton, 1984, 197), broad absolute date brackets to be assigned to the sequence ( Fig. 3 .15). The Danebury Chronology can be correlated with a coarser system of s tyle-zones defined by Cunliffe s ome years ago ( Cunliffe, 1 966). Each s ite f rom which a rtefacts were sampled was investigated f or both the r eliability o f the excavation and the contexts of the a rtefacts. I f associated pottery was d iscovered w ith the i ron a rtefacts, P rofessor B . Cunliffe was kind enough to advise on their phasing in relation t o the Ceramic Phase Chronology determined for the Danebury s ite ( Cunliffe, 1984a, 2 34). The dating of the Northamptonshire s ites was based on the chronology devised by Knight ( 1984, 9 5-99). I f no associated pottery was discovered, or the artefacts were recovered in a haphazard manner, such as the quarrying of Hunsbury, then the artef acts could only be i dentified as I ron Age, Roman, o r Saxon by their type with no further distincti on possi ble. Although the lack of accurate dating did not eliminate these artefacts f rom general s tudies, they were of no assistance in the formulation of theories concerning the d evelopment o f blacksmithing t echnology during the B ritish I ron Age.
All 5 03 i ron a rtefacts s ampled w ere s ubjected t o s ome o f the three methods o f analysis l isted above. S ixty-one samples contained no existing i ron, and therefore, could only be t ested f or t race element c oncentrations. An addit ional 7 3 s amples c ontained t oo s mall a quantity o f i ron t o be e tched or t ested w ith t he Vickers Hardness t ester. The r emaining 3 69 s amples w ere e xamined extensively .
5 6
Ceramic Phase
D iagnostic Characteristics
S tyle Z one Equivalent
1
a ngular bipartite bowls s tamped decoration
Early All Cannings Cross
2
f urrowed bowls
Later All Cannings Cross
3
s cratched-cordoned bowl plain round s houldered bowls s imple barrel and j ar f orms
4 5
6
plain
7
d ecorated pots
8
early wheel-turned v essels and D ressel lA amphorae d eveloped wheel-turned
9
s aucepan pots s aucepan
F IGURE The
All Cannings Cross-Meon H ill
YarnburyH ighfield and S t Catherine' s H ill Worthy Down s tyle
Atrebatic
3 .14
Danebury Chronological F ramework ( Cunliffe, 1 984, 2 34).
5 50-450 BC 450-400 BC 4 00-300 BC 3 00-100/50 BC
cp 1 -3 cp 4-5 cp 6 c p 7
F IGURE
3 .15
The date brackets f or the Danebury Chronological Framework ( Cunliffe, 1 984, 1 97).
5 7
CHAPTER 4 :
4 .1
THE ANALYSIS OF THE METALLURGICAL RESULTS
Introduction
Upon completion of the metallurgical analysis des cribed in the previous chapter, the data were anal yzed s tatistically using the Harvard University Peabody Museum 's Vax 1 1/730 computer and the PHIND relational database syst em programmed by the author. The PHIND database system allowed mani pulation of the 503 entries in a variety of w ays not f easible manually . For i nstance, the s election of a specific tool type from the complete database and the s orting o f these a rtefacts i n a s eparate l ist f irst by age, and then within age by phosphorus concentration was a s imple procedure. This rapid data mani pulation allowed correlations t o be performed quickly and s imply , and perm itted rapid and a ccurate i nsight i nto the f actors r elating to the production of i ron stock and f inished i ron objects during the British I ron Age. The data were anal yzed in three parts. First, the r esults of the grain s tructure examination were manipulated t o determine both the variations i n the i nclusion concent ration per artefact type, and the extent of use of such hardening techniques as carburization, cold-working, and quenching. This research was conducted f irst for the entire assemblage, and then for each Ceramic Phase to reveal i f any development in blacksmithing technology occurred during the Iron Age. The second section of analysis utilized the Camebax Electron Microprobe results to determine the possible use of phosphoritic i ron for specific purposes due to its increased hardness. This s ection was also d ivided i nto a generalized a ccount f or all the Iron Age iron artefacts, and by Ceramic Phase. F inally , the variation i n the sulphur concentrations o f the a rtefacts was examined t o determine i f I ron Age blacksmiths could i dentify high-sulphur i ron, and avoid i t. The r esults o f the Vickers Hardness t esting provided a measure of the mechanical properties of each artefact. This assisted in the formulation of hypotheses on the use o f c arburization, heat-treatment, cold-working , and t race element impurities by providing insight into the actual e ffects e rties.
4 .2
The
of
each
R esults
o f
these
o f
the
variables
on
the
Reflected Optical
a rtefacts '
prop-
Microscopy
The slag and forging inclusion densities were the f irst reflected optical m icroscopy r esults analyzed. Ten a rtefact types were i nitially s elected to t est the validity of the theory that the amount of t ime required for the
5 9
production of an artefact i s reflected by the quantity of i nclusions retained. The number of artefacts discovered per i nclusion concentration d elineation f or t he t en a rtef act types examined i s presented i n F igure 4 .1. The categories o f s pearheads, blades, s ickles, daggers, and c hisels were chosen s ince these a rtefacts would demand g reater a ttention during production and thus should exhibit low i nclusion concentrations. The i nclusion densities for nails, rods, scrap ( i.e. forging debris), and ingots were s elected f or comparison w ith the i nformation r ecovered f rom the f ive previous categories. Nails, rods, s crap, and i ngots are inconsequential artefacts, and should r eceive m inimal w ork during t heir p roduction . Thus, their q uantity o f i nclusions should be higher than those o f the a rtefacts r equiring extensive f orging . The c urrency bars w ere also e xamined t o a ssist i n t he determination of their actual purpose. I f currency bars w ere u nfinished s words r equiring only f inal f orging , then t heir s lag and f orging i nclusion concentrations s hould be low. However, i f currency bars w ere i ron s tock f orged i nto a n easily i dentifiable s hape f or c onsistency i n t rade, then t he i nclusion c oncentrations s hould be equivalent t o those o f the other r apidly produced i ron a rtefacts. As can be seen by the results in Figure 4 .1, the s pearheads, s ickles, and c hisels, a s well a s the n ails and i ngots a re predominantly o f low a nd medium i nclusion densit ies. Also, the proportion of blades, daggers, rods, and scrap possessing low slag and f orging inclusion concent rations i s greater than that f or the other categories examined. This unexpected s imilarity in the inclusion concentrations o f high-quality a nd low-quality i ron products reveal s that the amount of ti me and attention i nvested per a rtefact type c annot be accurately determined by t his i nvestigation . Certain i ndividual a rtefacts, l ike t he Llyn Cerrig Bach tyre, may r eveal i ndications o f addit ional f orging , but p redominantly , t he r esults could not be generalized f or a ny particular a rtefact type. The c urrency bars w ere t he only a rtefacts which t ended to be higher in slag and forging inclusion densities. Currency bars account for 23% of the hi gh-incl usion material. Tentatively, these data suggest that t he currency bars did not receive the additional t reatment that t heir p iled s tructures were previously thought t o i ndicate . However, any conclusions based solel y on the results o f inclusion densities would be premature. Corroborative evidence has t o be r ecovered f rom t he c urrency bar 's g rain s tructure before definite t heories c an be formulated . Evidence of cold-working was i dentified i n 2 4 i ron a rtefacts. The r esults have been t abulated i n F igure 4 .2 . P redominantly , only s ingle e xamples of c old-working were d iscovered per
a rtefact
type,
6 0
suggesting
t hat
t his process
Artefact
Type
No .
Spearheads Blades S ickles Daggers Chisels Nails Rods S crap I ngots Currency bars Total
Low
5 1 5 1 4 2 5 9 1 0 1 5 1 6 1 17
No .
Med
1 1 1 0 1 5 1 6 9 5 7 2 1 5 1 14
FIGURE
No .
H igh
3 6 7 1 1 6 4 3 0 1 6 7 4
4 .1
The number of a rtefacts per s lag i nclusion density f or t en a rtefact types.
4 6 2 4
1 1 1 1
Nails Currency bars Rods S ickles
Axe Blade Spearhead Awl
FIGURE A l ist
of
the
Hammer Dagger Saw R ing
4 .2
cold-worked
6 1
1 1 1 1
a rtefacts.
was n ot i ntentionally performed by I ron Age blacksmiths t o enhance the properties of i ron tools. Moreover, of the four categories producing multiple examples o f coldworking, two are i nconsequential a rtefacts ( i.e. n ails and r ods). These a rtefacts were not a nnealed probably because t hey were not worth the t ime required. The data previously obtained f rom t he examination of s lag and f orging i nclusion densities would suggest that the c urrency bars also d id not receive considerable attention during production; thus, t he currency bars were probably not cold-worked t o enhance t heir properties. The only s emi-consistently cold-worked a rtefacts which would demand f urther i nvestigation a re the s ickles. The four cold-worked, hooked blades o riginate f rom four different s ites: one i s a small s ickle from Battlesbury Camp ( Ceramic Phase 7 ); one i s a large, tanged s ickle f rom Wilsford Down; and the two remaining blades a re large, s ocketed s ickles f rom Cow Down ( Ceramic P hase 1 3 ), and Winnal Down . The disjointed nature of the a rtefact morphologies, and the s ites and dates of origin would suggest that these artefacts were not part of a consistently cold-worked artefact type, but indi vidual cases e ither not meriting annealing during manufacturing , or work-hardened during u se. Unfortunately, the dating of the artefacts was not s ufficiently accurate to allow analysis o f the extent coldworking was performed per Ceramic Phase. Thus, no i ndicat ion o f the possible development o f the u se of cold-working to i ncrease the hardness of artefacts during the I ron Age can be ascertained . As s tated i n Chapter 3 , the a ddition of carbon t o i ron i ncreases the hardness of the metal, but also decreases i ts ductility and t oughness. Thus, the u se of high-carbon s teel for a tool can be beneficial or detrimental depending upon the purpose for which the tool i s manufactured. An artef act which requires the ability t o be honed to a s harpened edge, and i s resistant t o wear, should be produced f rom high-carbon s teel; an object which requires t oughness and durability should not. Before a valid assessment of t he ability of I ron Age blacksmiths t o employ the proper s teel f or t he correct purpose c an be a ttempted, however, i t must f irst be proven that I ron Age blacksmiths could actually produce o r i dentify high-carbon i ron . Sorting the database by carbon concentration r eveals that of the 329 samples yielding sufficient metal for anal ysis, 2 16 exhibited carbon concentrations of 0 .1% or lower. An additional 7 3 objects contained carbon concent rations of between 0 .1% and 0 .5%; only 4 0 articles showed a reas of higher c arbon content. Although these data alone might imply that steel was unknown to t he blacksmiths of the I ron Age, the possibility s til l exists that a few of the tool types may have been consistentl y, and thus deliberately , produced f rom high-carbon i ron .
6 2
Figure 4 .3 p resents t he 5 1 high-carbon a rtefacts d iscovered di vided into their 14 respecti ve categories by s ite. Also listed a re the numbers f ound at each s ite of these same tool types, but of low carbon concentrations ( i.e. u nder 0 .3%). Some o f t he d ata a re i nconclusive. The number of swords, daggers, f iles, tyres, hammers, and wedges sampled i s too low to indicate accurately whether these tools were deliberately carburized or not. Suffic ient numbers of adzes, blades, chisels, large s ickles, small s ickles, ploughshares, spearheads, and punches or a wls w ere s ampled, however, t o permit s ome t entative conc lusions. P redominantly , the r esults f ound f or the adzes, blades, large s ickles, s mall s ickles, ploughshares, spearheads, and punches or awls would support the theory that s teel was generally unknown during the I ron Age. For the total number of a rtefacts sampled of these types, too few possessed high carbon concentrations. The chisels, however, show some possibility that a specific tool was consistently and deliberatel y produced f rom high-carbon i ron. Ten of the f ifteen chisels sampled possessed high carbon concentrations: s ix f rom Hunsbury, and f our f rom Danebury. Three of the Danebury chisels date f rom Ceramic Phase 7 . Also two of the chisels discovered at Danebury ( D139 - Ceramic Phase 5 and D158 - Ceramic Phase 7 ) were q uenched and t empered. Only one a dditional t ool o f the 5 03 a rtefacts s ampled was quenched and tempered: a wedge f rom Worthy Down ( equivalent t o Danebury Ceramic Phase 7 ). The Worthy Down wedge does not appear to have been quenched and tempered accidentall y. The blade ( Fig. 3 .9) i s composed of a highcarbon strip embedded i n a low-carbon body. This i s the f inest configuration for a cutting edge. A blade f orged solely f rom high-carbon s teel i s harder and sharper, but also more brittle. A more desirable carbon distribution for a blade i s a layer of high-carbon s teel s ituated between two layers of low-carbon i ron. This allows the high-carbon s teel blade to be honed to a sharp edge, yet be cushioned in a casing of more resilient i ron. Such a carbon configuration can be manufactured in two ways: e ither a piece of s teel i s welded between two pieces of low-carbon i ron, o r an evenly d istributed high-carbon s teel i s placed in a f orge at a temperature of above 9 00 ° C w ith an oxidizing atmosphere for a shorter period of t ime than required to carburize the piece. This eliminates the c arbon on the s urface, l eaving a high-carbon s trip down the m iddle. The w edge was quenched and t empered t o a hardness of 3 33 VPN. The chisels, the Llyn Cerrig Bach tyre, and t he Worthy Down w edge s uggest t hat an e xtremely r estricted knowledge o f high-carbon s teel, quenching and t empering may have existed during the I ron Age.
6 3
2 a
L I
0
•
C L 7 I T
,
T
S W O R D S
i
•
•
:
•
S I C K L E S S M A L
S P E A R H E A D S
• • •
S I C K L E S . L A R G E
•
•
• •
• •
• ,
P U N C H E S o r A W L S
•
•
•
P l ( ) U G H S H A R E S
• ' , • •
• • . :
•
7 , •
t
• •
• •
•
• • •
•
• •
•
•
•
F I G U R E 4 . 3
•
H A M E H S
• -
D A , , G E R S
• ' ' -
• •
2
t l ) = •
•
• •
•
•
. ;
.
T J N
•
• . ) : 0
. •
V I
" • 3 2
J i 20 _ .
2 . :
—0
• , g0
, , 0
2 '2
7 ,i
! C o w D o w n
g
0
c
' , 7 ,. , e0 , f .p g i
6 4
W o r t A y D o w n
0
= 2 L i-) a 5, Ln t r ) 0
‘ j ,
0 +
a ,
. 0
r s ,
x
a ,
4, V ) ( f e i f) 0
-
—
mc r u Zu _ •
x
0 c ° C
C o
n
• E
— — 0 C D C I .
c oa S
f rom north-west F rance. Unfortunately , the a rchaeological evidence of i ron smelting f urnaces in France i s too meagre t o i ndicate more accurately the location of the possible e xternal origin for Britain 's iron technology ( Cleere, 1 981, 1 84). The t raditions of t rade and contact along the A tlantic s eaways, however, a re well known ( Rowlands, 1980, 3 7-41). Thus, i t i s not u nreasonable t o suppose t hat i ron t echnology should have entered B ritain along these r outes. Also, the presence of the Llyn Fawr s ickle, and the s ite of T revelgue, the earliest large i ron production centre disc overed i n Britain , would s upport the concept that i ron was f irst s melted i n the Devon-Cornwall r egion . This i s also i nherently reasonable s ince i ronworking should have been i ntroduced into an area of existing metallurgical s ignif icance. An experienced metal working community would be more likely to be informed of metallurgical discoveries i nitially than a non-metallurgical community , and also be able to repeat the new smelting procedures successfully. Thus, the south-west of Britain could definitely be a r easonable point of entry for the new t echnology . I f t he Devon-Cornwall r egion of Britain was the t rue point of origin of i ronworking, and also possessed a fl ourishi ng indigenous bronze industry, it is an i nteresting speculation that i ron may have been introduced i nitially i n the f orm of low-status agricultural i mplements s o as not t o compete w ith the high-status bronze weapons. A second possible explanation for the earl y use of i ron for agricultural implements and its absence from hoards i s that the new material may not have been part of t he prestige system. The shift in the prestige system to t he possession of land as the method of maintaining power may have been f irmly established by the 6th century BC. T hus , metals may no longer have been s ignificant.
6 .3
The Availability of
I ron
The extensive and meticulous excavation of Danebury h as permitted valuable i nsight into the increase i n availa bility o f i ron during the I ron Age. Danebury has produced t he most accurate chronology so far available for the d evelopment of I ron Age i ronworking i n B ritain . Of t he 3 06 i ron artefacts discovered at Danebury, 262 could be a ccurately assigned to specific Ceramic Phases. The f ract ion of the total i ron assemblage f ound per phase i s l isted i n Figure 6 .2. The variation in the quantity of i ron a rtefacts discovered per phase may reflect the growth of t he i ron i ndustry i n t he Hampshire-Wiltshire region f rom c . 5 50 BC t o c . 10 AD by r evealing an i ncrease i n the quantity o f i ron lost or deposited through the I ron Age. This s imple generalization i s only valid, however, i f the inc rease i n i ron on the s ite can be s hown to be i ndependent
8 9
cp cp cp cp cp
1 -3 4-5 6 7 8
( 550-450 BC) ( 450-400 BC) ( 400-300 BC) ( 300-100 BC) ( 100 BC - 1 00 AD)
FIGURE The
f raction o f assemblage
-
7 % 6 % 8% 6 2% 3 %
6.2
Danebury 's t otal f ound per phase.
i ron
of such external f actors as variations i n the duration o f the Ceramic Phases and fluctuations i n the s ize of the r esident community . The d ifferent l engths o f e ach phase may be c ompensated for by dividing the variable to be examined ( i.e. the number o f a rtefacts o r w eight o f material per phase) by t he duration of each phase in years. Sufficiently a ccurate dates f or t he e ight phases of Danebury w ere available f or t his calculation t o be s uccessfully e xecuted . I f r eliable popul ation indicators are present on the s ite, the f luctuations i n population may be a djusted f or i n t he s ame manner: by dividing the number of a rtefacts or w eight o f material per phase by the number of people per phase. Unfortunately , Danebury d id not p roduce s uitable i ndicators of the s ize of each phase's resident community f or this c alculation t o be performed. An a lternative method f or t he determination o f the e ffects of population changes on t he quantity o f i ron d iscovered per phase i s t o c ompare i ron 's fluctuations with those of other artefacts of s imilar u tility. The graph of the total number of a rtefacts o f i ron, bronze, and bone per year per phase versus phase ( Fig . 6 .3) s uggests t hat t he f actors c ontrolling loss, or d eposition , had the same general effect on all three materials. However, when the t otal w eight o f e ach material d iscovered per year per phase i s plotted against phase ( Fig. 6 .4), the t rend f or i ron d eviates f rom t hose o f bronze and bone. The quantity of i ron lost increased w ith t ime, while the weights of bone and bronze rose and f ell i n the s ame manner a s depicted i n F igure 6 .3. Another
deviation of
i nterest
i n Figures
6 .3 and 6 .4
i s the large decrease i n the quantity of bronze d iscovered between phases 1-3 and phases 4-5. This decline i s more dramatically revealed i n the graph of tools per y ear per phase versus phase ( Fig. 6 .5).
9 0
a . ) N g 8
D a n e b u r y C e r a m i c P h a s e
F I G U R E 6 . 3
4
C o . _ 0
o C , -
L c ) h . d
o i n d
e seqd J ed J eeA
t r ) c \ I d J ed
s zoee l Jv
9 1
• B r o n z e p h a s e v e r s u s t o t a l w e i g h
o
0 ( . 0
0
L I D ( J Ä/ swö ) a s e tk i J e d
0 J9 , &
0
c \ J l e pa le t A i 1 . t . pam
9 2
0
0'
C O
c
D a n e b u r y C e r a m i c P h a s e
C ; 7 1
C O
c L U
c 5 a seqd J GC i J eeÄ Je d spoi
0
The data depicted i n F igures 6 .4 and 6 .5 i ndicate that with i ron 's increase during the I ron Age, the number of bronze tools decreased. Thus, the expansion of I ron Age i ron manufacturing i s l ikely t o have diminished t he extens ive B ronze Age bronze i ndustry . Although the verification of i ron and bronze's cause and effect relationship i s i mportant, the r esults a re not s tartling . The f all o f t he bronze industry with the rise of i ron manufacturing has been thoroughly deliberated over the past 5 0 years ( Childe, 1 949 , 1 78; Hawkes & Hawkes, 1 953, 9 8-99). The s equential devel opment of the I ron Age i ron industry, however, has never been resol vable within the archaeological record beyond these two s imple opposing t rends. I t would appear that the remains of the large I ron Age i ron production s ites have been destroyed by subsequent smelting centres. Thus, i t has been impossible t o determ ine f rom present a rchaeological r emains the o rigin a nd the method of expansion of i ron technology in Britain during the I ron Age. Due to the lack of tangible evidence, a rchaeologists have been forced t o interpolate the p robable locations and development of the major i ron production s ites f rom both later a reas of i ron smelting and c lusters of a rtefact types. The theories f ormulated a ttempting t o define the development o f the I ron Age i ron industry have , unavoidably , been generalized and i ncomplete. In an attempt to compensate for the lack of evidence of i ron production s ites in the archaeological r ecord, alternative methods have been devised for determining the sources of i ron smelted, the principle of which i s trace element analysis. Every ore s ource possesses a c haracteri stic set of t race elements which will be evident in all i ron manufactured f rom i t. Thus, i n principle, the o rigin of an i ron artefact can be determined by comparing i ts t race element concentrations w ith those characteristic o f the known ore deposits. The validity of trace element anal ysis, however, is questionable. First, i ron i s not a homogeneous material. The t race element concentrations o f one small sample may not be representati ve of an entire a rtefact. Secondly , ore s ources do not possess c onsistent t race element contents throughout their bodies. O re mined now f rom the lower levels of a source may not contain the same trace element concentrations as that collected in earlier t imes f rom the top levels. Final ly, the ore s ources exploited during the B ritish I ron Age may have been exhausted. Any metal w ith t race element concentrations characteristic of depleted ore s ources would then be e ither u ntraceable, or a ttributed i ncorrectly to another s ource. Although the limitations of t race element anal ysis demand discretion when formulating theories, some useful i nformation can s till be gleaned f rom the data by r educing the ambitions of the study. The fluctuations i n trace element concentrations per a rtefact can be compensated f or
9 4
by r estricting t he number of delineators per t race element to one only. For instance, the threat of mislabeling due t o minor variations in the phosphorus concentration per a rtefact i s reduced i f the 0 .080% concentration previously s elected as the limit of the low-phosphorus category i s also used for distinguishing i ron produced f rom lowphosphorus and high-phosphorus i ron ore s ources. Thus, all that t race element analysis would indicate i s whether the i ron did o r d id not come f rom a high-trace element concent ration s ource . The only d isadvantage w ith coarsening the conditions o f t race element analysis i s that i t drastically increases the number of possible locations f rom which an i ron ore could originate. Instead of being able to limit an iron t ype to one or two sources, the possible origin of the metal of an artefact i s increased to entire regions, such as the Jurassic Ridge. The correlation of the trace element analysis results with the meager archaeological evidence, however, may per mit some insight into the d evelopment of the i ron industry during the I ron Age. Trace element analysis revealed four possible i ron types: i ron with concentrations of cobalt and nickel in e xcess of 0 .1%; i ron w ith sulphur contents of over 0 .035%; i ron with phosphorus concentrations exceeding 0 .080%; and the i ron with t race element concentrations below those listed abo ve. The artefacts with intact iron were s eparated using the PHIND computer system into these four classifications by concentration of cobalt and nickel f irst, then by s ulphur content, and f inally by phosphorus concentration. This method was designed to select the metals in the order of decreasing rarity of ore sources. Thus, a rare high-cobalt, high-nickel iron artefact also possessing a relati vel y common phosphorus content would appear only i n the high-cobalt, high-nickel category . Each classification was then sorted s eparately by Ceramic Phase. The results are exhibited in Figure 6 .6. Plotting the percentages of each i ron type per total number of a rtefacts per phase versus phase reveals how the d ifferent ore sources were exploited during the I ron Age. Pyrite and marcasite appear to have been smelted onl y s poradically . The high-cobalt, high-nickel i ron decreased i n use during the Iron Age, as did the low-impurity i ron. The phosphoritic i ron, however, gained f avour through the period. There are two possible explanations for the decrease in use of both the low-impurity i ron and the highc obalt, high-nickel i ron with the increase i n u se of phosphoritic i ron: either the s ites manufacturing the highcobalt, high-nickel i ron and the low-impurity i ron were r educing production, thus forcing dependency on phosphoritic iron; or, the high-phosphorus iron source was i ncreasing demand due to i ts being more generally available ( it has been shown i n Chapter 5 that phosphoritic i ron was
9 5
c l )
u p S PD3a3J V
i L la Wa 13
9 6
aDD -11 46 I H
U DJ
d
F I G U R E 6 .
C e r a m i c P h a s e
•
o rigi nall y not selected for i ts higher hardness). I f a decrease in the production of low-impurity iron and the h igh-cobalt, high-nickel i ron d id occur, i t was not due t o l imited r esources. Groves l ists s ources of both these ore types in his 1952 publication, showing that these ore s ources were sufficiently large not t o have been exhausted by the 2 0th century. It i s also improbable that two i ron production centres would fail s imultaneously. Thus, the g ain i n f avour o f the phosphoritic i ron i s most l ikely due t o i ts having been more readily available. Proof that the rise in use of phosphoritic i ron was the result of i ts general availability, and not to any r eduction i n t he quantity of the o ther i ron types produced may be sought by correlating the results of the t race element anal ysis with the meager I ron Age archaeological evidence. I ron low i n all f our of the t race elements would be i mpossible to t race to a specific s ource. Ores f ree of these impurities can be found in the Weald, the Forest of Dean, and the Lower Greensands ( Groves, 1952, Tables 20 & 2 1; Salter, pers. comm.). Evidence of iron smelting for each of these a reas, however, is limited. There i s no convincing proof that the Weald was the s ource of the lowimpurity i ron; and Cleere 's belief ( 1981, 184) that the Forest of Dean was the source of the currency bars, while possible, cannot be substantiated. Camerton i s the onl y s ite to contain a sufficient quantity of slag to suggest large scale, low-impurity i ron production ( Cleere, 1981, 1 84). Camerton , however, was also a s ite of extensive Late I ron Age and Romano-British occupation . I t should also be noted that the t race element concentrations of the European i ngots discovered at the Isle of Portland were also low. Thus, this iron could even have been imported from the Continent. The l imited nature of the i nformation available f rom the archaeological record cannot account for a d ecrease i n the quantity of low-impurity i ron u sed during the I ron Age. The sources of high-cobalt, high-nickel i ron o re a re much rarer i n B ritain . The only presently located s ource p roducing i ron o re with high cobalt and n ickel concentrat ions i s near Newquay, Cornwall ( Groves, 1952, Table 2 ). Cornwall has produced three i ron smelting s ites, of which only Trevelgue contained a sufficient quantity of slag to i ndicate large s cale i ron production ( Salter & Ehrenreich, 1 984 , 1 51; Woolf, pers. comm .). Trevelgue i s located near Newquay, very near the Great Perran lode ( Cleere, 1981, 5 6). Further research has to be performed, however, to d etermine i f the ore s ource exploited by the population of T revelgue possessed high cobalt and n ickel concentrations, s upposing s ome part of i t i s s till extant.
9 7
Although t he l ink between the high-cobalt, high-nickel i ron ore and Trevelgue i s tenuous, the fact that the DevonCornwall r egion m i ght have been t he origin of i ronworking in Britain may add to our understanding of the the highcobalt, high-nickel i ron s ource, and the place o f t his i ron type i n I ron Age society . S ites l ike Trevelgue could well be among the o riginal i ron-producing centres f or B ritain , and could have produced much, i f not most, of B ritain 's i ron i n the Early I ron Age. The decline i n the high-cobalt, high-nickel i ron observed at Danebury m ight then have been the r esult o f the later d iscovery o f i ron production s ites within, or closer to, the Wessex region, making long distance t rade with Cornwall expensi ve, and inefficient. This hypothesis i s supported by both the distribution of the high-cobalt, high-nickel i ron a rtefacts, and t he evidence of i ron production in the Wessex region during the Early I ron Age. The known d istribution of the high-cobalt, high-nickel i ron i s so far confined to three s ites: Danebury ( 9 artefacts), Old Down Farm ( 1 artefact), and Winnal Down ( 1 artefact). Possible s ingle artefacts also discovered are a nail f rom Glastonbury ( Haldane, 1970, Table 2 ) and the Standlake sword ( Salter & Ehrenreich, 1984, 152). The artefacts f rom Old Down Farm and Winnal Down could not be accurately dated. These, albeit very incomplete d ata for the distribution of the high-cobalt, high-nickel i ron i n Wessex coul d impl y that this iron was imported into Danebury ( and other hillforts), and occasionally r edistributed f rom the f ort t o smaller neighbouring s ites. The
i mportance
of
i mported
i ron
during
the
Early
I ron
Age i s indicated by the smelting remains of the Wessex region. Tylecote ( 1962, Table 7 0) lists onl y three s ites as possessing evidence of smelting for the HampshireWiltshire r egion: All Cannings Cross, L ittle Woodbury , and Swallowcliffe Down . All three of these s ites were o ccupied during the Earl y and Middle I ron Age, and the quantity of slag discovered on each would indicate that only l i mited iron pr oducti on was perfor med to satisf y the site's i ndividual requirements ( Cleere, 1981, 184). The only s ite possessing s imilar smelting evidence dating f rom t he Late I ron Age is Gussage All Saints. Gussage Al l Saints, however, appears to have been a specialized metallurgical establishment, producing bronze and i ron horse t rappings for t rade, and smelting i ron for i ts supplies ( Spratling, et al., 1976; Wainwright, 1977; Wainwright, 1979). The ra cE— that f ewer Late I ron Age s ettlement s ites s eem t o have been producing their own i ron than Early and Middle Iron Age s ites s uggests t hat i ron 's availability was i ncreasing . The inhabitants of central, southern Britain no longer needed to manufacture their own i ron or import i ron from great distances, but could obtain their metal stocks directl y f rom a local, large i ron producing s ite. Thus, the reduction i n high-cobalt, high-nickel i ron usage during
9 8
the Ir on Age could ha ve been due to a rise in the availability of locally produced i ron, and not to a d ecrease i n the output of the high-cobalt, high-nickel i ron p roduction centres. The i ron artefacts rich in sul phur number too f ew to permit a valid estimation of the extent that pyrite and marcasite were smelted during the British I ron Age. The existence of only three high-sul phur artefacts, two of which were nails, would impl y that the smelting of i ron s ul phide ore was occasional and the i ron easil y identif iable. Any sulphuric-iron that was produced was manuf actured into inconsequential objects such as nails. The lack of high-sulphur i ron, however, does not prove that pyrite and marcasite were not smelted during the I ron Age. I ron sul phide nodul es can be purified by roasti ng ( Tylecote, 1962, 199; Salter & Ehrenreich, 1984, 147). T hus, greater quantities of i ron ore high i n s ulphur could have been smelted; i t was only the i ron resulting from partially roasted o re that would betray i ts o rigin . As stated in Chapter 2 , phosphoritic iron i s predomi nantly d iscovered in two geological formations: the Jurassic Ridge, and the Coal Measures ( Groves, 1952, 5 ). O f these t wo a reas, extensive evidence f or large s cale i ron production has been discovered only in the Northants r egion. Although only one non-slag tapping furnace dated to between 7 00 and 5 00 BC was discovered close t o the s ettlement of Corby 2 ( Knight, 1984, 165-167), the slag disc overed a t Castle Yard, and the material remains recovered f rom Hunsbury would s uggest a considerable emphasis on i ron production in the Northants region. The preliminary analysis, by Dr. G . MacDonnell of a quantity of slag disc overed a t Castle Yard reveals that the s lag was a product of a slag-tapping furnace ( Knight, 1984, 166 & 188). This slag has been dated to as earl y as 450 BC and, i f correct, would indicate that the i ron smelting technology of the Northants region was more advanced than the r est of B ritain i nsofar a s present evidence goes. The H illfort
material remains recovered from the Hunsbury r eveal both an extensive production o f i ron a rte-
f acts on the s ite, and the very high s tatus of the r esident I ron Age society . Knight believes that Hunsbury was a centralized, non-subsistence production centre, his view being based on t he large quantities of bronze, i ron, quern, and textile manufacturi ng articl es discovered there ( Knight, 1984, 3 27), The f inds of imported lead, jet, s hale, and glass i n addition to an extensive collection of horse-trappings and weaponry also emphasize Hunsbury 's w ealth. Knight concludes for post-450 BC Hunsbury that:
9 9
we m ight envisage a complex s eries of l inkages between Hunsbury and neighbouring settlements, i nvol ving perhaps the i mportation of agricultural products and/or raw materials ( e.g. f or i ron smelting), the export of f inished goods ( e.g. querns), and ( gi ven the evidence for a s trong warrior element) possibly even labour s ervices or t ribute ( Knight , 1 984 , 3 29).
Tylecote ( 1962, 1 93) s tates t hat the quantity o f s lag d iscovered a t Hunsbury i s indicative of s melting , a nd i ron ore c ould have been easily collected f rom pits penetrating the i ronstone beneath the s ite or f rom nearby workings. Additional evidence of Hunsbury 's metallurgical i ndustry i s the large number of blacksmithing tools, weapons and unf inished goods d iscovered there. The tools discovered at Hunsbury cover the complete range o f the blacksmith 's assemblage described i n Chapter 2 : two hammers, one f ile, and four chisels suitable f or metalworking . Possible fullers, anvils, and blacksmith 's pokers ( HNY18b, HNY19a, HNY60a-HNY61b, and HNY65a) were also part of the Hunsbury assemblage. A number o f artefacts discovered during the quarrying of the hill could also be classified as e ither unfinished i ron objects , or a s objects r esulting f rom mass production. The f irst a rtefact o f importance i s currency bar handle HNY8a . HNY8a r eveals all t he roughness of an a rtefact abandoned during f orging . The plates of the handle are incompletely welded and erratically s ized. The width of the blade varies and has unfinished edges. Moreover, the ends of both the socket and the partial blade do not possess the straight cuts a currency bar usuall y exhibits when cut for stock. The phosphorus concentration of the bar i s also unusually low for i ts type. In addition, the body of the handle i s roughly formed, possi bly indicating that the product was manufactured either by a poorl y skilled blacksmith, or a blacksmith 's apprentice. Artefacts HNY48b to HNY50b are representative of a group of 50 i ron objects. All range f rom 8 to 1 5mm i n diameter, and 100 to 200mm long, and can be classified e ither as s imple cut-off s craps produced during forging, o r as i ron rods cut into regular lengths during the production of a chain. Thus, these artefacts could be viewed as the scrap of a large i ron industry, or as representing the earlier process i n the manufacturing of a metal i ntensive object.
i ron
Artefact HNY52b implies that the mass production of tools could have been performed at Hunsbury. The
artefact together,
consists of two identical ploughshares rusted one inside the socket of t he other. This method
1 00
o f s tacking a rtefacts i s u sually employed by metalworkers f or s toring their wares, as opposed to farmers saving their supplies. It would seem unlikel y that a f armer would possess more than one of these metal intensive objects. I f so, these two ploughshares can be seen possibly as having been s tored by a blacksmith for eventual t rade. The f inal a rtefact of i nterest d iscovered a t Hunsbury i s a broken dagger rusted in the lip of a well manufactured and complete sword scabbard chape. These two artefacts were undoubtedly s crap that was being collected by a blacks mith f or r ecycling . The dating o f Hunsbury suggests that i t was i nhabited principally during the Middle-Late I ron Age. Much o f the bronze work discovered at Hunsbury dates f rom Danebury Ceramic Phase 7 and later, which corresponds w ith the t ime o f the i ncrease i n phosphoritic i ron. The s ite reveals all the indicati ons of a large i ron manufacturing centre. Hunsbury 's close proximity to rich, high-phosphorus i ron ore would also make i t a likely candidate for the source of the high-phosphorus i ron which was so prevalent by the Middle I ron Age. Thus, Hunsbury could have been a central s ite developing a round an i ron i ndustry based on the t rade o f phosphoritic i ron. The only question that s till remains i s why were most of the artefacts recovered f rom Hunsbury low i n phosphorus. One possible explanation could be that phosphoritic i ron was considered t o be low-quality s tock. The larger, more prestigious s ites were able t o obtain the low-phosphorus i ron , whereas the non-elite settlement s ites would be provided w ith the more generally available phosphoritic i ron. Hunsbury, as an elite s ite, thus, should have predominantly low-phosphorus i ron a rtefacts. One might also expect that blacksmithing t echnology was affected during the 1st century BC by Roman encroachment on the Continent and t rade i nstigated at a d istance by Roman entrepreneurs. It was during this period that s melting t echnology was advanced i n s outh-eastern B ritain by the introduction of the slag-tapping B .1 furnaces ( Cleere, 1981, 185-186). The onl y data available indicating that blacksmithing technology may also have been affected a re the sudden specialized use of phosphoritic i ron evident in both the Bigbury assemblage, and the apparent decrease in the quantity of phosphoritic i ron employed in Ceramic Phase 9 , which were the result of the proper selecti on of an iron al l oy for the artefact manufactured , and not to the exploitation of a particular iron stock just because of general l y avail ability. I nsufficient artefacts have been sampled f rom t his period and area, however, to external i nfluences .
indicate
1 01
i f
this
was
the
result
of
6 .4
Summary
The data accumulated for this thesis have permitted the following conclusions concerning the development a nd diff usi on of British Iron Age i ron technol ogy to be formulated. During the period of Ceramic Phases 1-5, the d istribution of early furnaces and h igh-cobalt, high-nickel i ron would indicate that i ron smelting was being performed predominantl y in the Southwestern region of Britain. Blacksmithing was performed throughout Southern Britain, but the t echnology was l imited. Such artefacts as the Llyn Fawr s ickle reveal the skill possessed by Iron Age i ronworkers in the forming of artefacts, however, techniques f or i mproving a tool's properties w ere unknown. The i ncrease i n phosphoritic i ron during Ceramic Phase 6 would indicate that large scale i ron s melting had begun in the Northamptonshire region. From Ceramic Phase 6 to Ceramic Phase 7 , high-phosphorus i ron was a generally available stock exploited predominantly by the smaller settlement s ites. The low-phosphorus i ron, though, was being traded into the hillforts, and redistributed f rom there. There are indications ( i.e. the chisels) that a small s egment of the blacksmithing community had d iscovered the t echnique of e ither carburization or bloom s election . The process by which carbon was added to i ron, however, was considered propriatory , and not distributed generally . Finall y, iron was being smelted at al l of the major ore s ources of Southern Britain in Ceramic Phases 8 and 9 . Although the use of carburization or bloom selection was still restricted, blacksmiths may have discovered that phosphoritic i ron possessed an i ncreased hardness and w ere expl oiti ng it for those tools requiri ng en 'lanced properties.
1 02
CHAPTER
The
objective
7 :
of
RETROSPECT AND PROSPECT
this
publication
was
t o
resolve
some
of t he problems and i nconsistencies posed by the previous s tudies. The compilation of the metallurgical database has s uccessfully i ncreased our understanding of many aspects of I ron Age iron technology. First, the possibility of the preferential use of high-carbon and phosphoritic i ron alloys for specific tools could be addressed. Secondl y, t he question o f whether prehistoric blacksmiths actually understood the proper applications of such hardening t echn iques as cold-working and quenching could be ascertained . Thirdly , the evolution of the s ources of i ron production , especially those of high-phosphorus, and cobalt-nickel i ron, could be t raced. Finally, a s imple model of the o rganization of the Wessex i ronworking community could be devised. Although many of the problems and inconsistencies produced by the previous studies of the state of I ron Age i ron technology could be resol ved by this work, new questions have also been posed . Future r esearch should be directed toward comparing the data so f ar compiled f or the Wessex region with the rest of southern Britain. The s ource of the high-cobalt, high-nickel i ron deserves addit ional a ttention . Artefacts f rom the Devon, Cornwall, and Somerset regions should be sampled to determine whether this type of iron was more prevalent in the south-west, and i f i t was exploited consistently by this region throughout the Iron Age, or decreased in use with the increase of phosphoritic i ron . S ites surrounding Hunsbury i n Northamptonshire should also be s ampled t o determine whether a s imilar division i n the use of low-phosphorus i ron for elite s ites and phosphoritic i ron for smaller settlement s ites occurred i n this a rea as well. The data collected f rom t he B igbury assemblage would recommend that other s ites from this t ime period and area s hould also be i nvestigated to determine i f the preferent ial selection of phosphoritic i ron was common and the r esult o f external i nfluences. I t i s unfortunate, however, that few well-stratified, large i ron assemblages dating f rom the Late I ron Age have been d iscovered. Finally , the extension of the s tudy of i ron t echnology f rom the I ron Age to the period of the Roman Invasion would be enlightening. A comparison of the sophistication of i ron t echnology i n Romano-British Wessex w ith the r esults of this study could answer the question of whether new techniques for enhancing the properties of i ron were generall y introduced, or i f the onl y advancement was the expansion of the i ron industry .
1 03
Now that an orderly and comprehensive database o f I ron Age i ron technology i s available, new models can be developed and t ested to f urther i ncrease our understanding o f the method by which i ronworking expanded and developed during the late prehistoric period i n Britain .
1 04
APPENDIX A :
THE DESCRIPTIONS OF
THE S ITES
SELECTED
Appendix A offers a summary o f the evidence r elevant to the s ites f rom which a rtefacts were sampled. The heading l ine g ives s ite name, s ite code, and National Grid Reference. The body of the entry outlines the s ite type, i ts location, period of occupation i f known, a summary o f the i ronwork recovered and sampled, and any evidence o f smelting or forging which may have been f ound on t he s ite. The entries conclude w ith the p resent location o f the artefacts s ampled, and the major r eferences. The s ites a re l isted a lphabetically by name.
All
Cannings
Cross,
All
Cannings,
Wilts
( ACC)
SU 0 80634
An Early I ron Age s ite s ituated approximately s ix m iles east of Devizes. No enclosure d itches o r other delineations were d iscovered during excavation. The s ite has been dated on the basis of the pottery collected t o the Early I ron Age, or Danebury Ceramic Phases 1-2. A total of thirty i ron artefacts were discovered a t All Cannings Cross. Nine were s ampled: one chisel, one small hooked cutting blade, two awl shaped rods, and f ive blades. These a rtefacts were s elected on the basis o f availability, and robustness. A small quantity of Lower Greensand i ron ore, a nd i ron s lag were also discovered. The a ctual weights were not l isted i n the report. I t i s doubtful f rom the description whether any smelting would have occurred. The i n
the
a rtefacts
Devizes
and
the
samples
Museum.
References: Cunnington,
1923a.
1 06
a re
presently
s ituated
Barbury Castle,
Wroughton,
Wilts
( BC)
SU
1 49763
An oval-shaped, bivallate hillfort e ncompassing a n a rea of 1 1.6 hectares. The s ite has not been systematic ally excavated. Barbury Castle probably dates t o Ceramic Phases 4-7. No r ecords c oncerning the d iscovery of the a rtefacts exist. All that i s known i s that 2 6 i ron a rtefacts were donated by the Rev. Henry Harris to the Marlborough College Museum i n 1875. Thirteen a rtefacts were sampled: 1 blade, 5 hooked b lades, 3 spearheads, 3 awl shaped rods, and a large pyramidal i ron i ngot or anvil. The presence of a hammer ( now lost) s imilar to the B redon example, and the large i ngot or anvil would i mply that f orging was performed on t he s ite. S ince the s ite was not excavated, the extent o f metalworking and the possibility of smelting cannot be a scertained. The Museum.
a rtefacts
and
the
samples
a re
now
i n
Devizes
R eferences: MacGregor
B attery Hill
& S impson,
Street,
1 963.
Winchester,
Hants
( BTH)
SU
465265
I n 1 927, construction of Council housing i n Winchester u ncovered an i nhumation burial a long what i s now Battery H ill Street. A Mr. Sydney Ward-Evans, who was a local a ntiquary, collected the resulting artefacts. The objects c onsist of human bones, a black ware u rn, a knife, and a s mall hooked blade. Both the knife and the hooked blade w ere sampled. The a rtefacts a re presently C ity Museum. The s amples are i n
R eferences: Unpublished.
1 07
s ituated i n the Winchester the British Museum.
Battlesbury Camp,
Warminster,
Wilts
( BTC)
ST
8 97460
A multivallate hillfort encompassing an a rea o f 9 .7 hectares. N ine pits were uncovered and excavated w hen a c istern was installed i n 1922. The artefacts a re believed t o date f rom Ceramic Phase 6-7, though predominantly 7 . N ine i ron artefacts were recovered. S ix objects were s ampled: four blades, a s aw, and a s mall hooked blade. No evidence of metalworking or smelting was r ecovered f rom the s ite. The possession
artefacts and the samples of the Devizes Museum.
a re
now
i n
the
R eferences: Cunnington,
B igbury,
1 923b.
Harbledown,
Kent
( B)
TR 1 17575
A univallate hillfort encompassing an area o f 2 6.4 hectares. The s ite i s s ituated approximately 2 miles west o f Canterbury. A s eries o f t renches were excavated i n three a reas of the hillfort: through the rampart, a long the c rest of the rampart, and i n the annex. The occupation o f the s ite i s equivalent to Ceramic Phase 9 . Approximately 6 0 i ron a rtefacts were r ecovered d uring 1 9th century gravel-quarrying. Twenty-three i ron a rtefacts w ere s ampled: nine hooked cutting blades, one adze, one pick-axe, one axe, two ploughshares, one chisel, one b lade, one spearhead, one dagger, one cauldron hook, one b ridle bit, one bronze covered r ing, one s lave chain, and one hammer.
I t
A was
small quantity of s lag was d iscovered on the s ite. reported by Jessup and Cook ( 1936) to be f orging
s lag. The s ituated unsampled
artefacts s ampled and the s amples are presently i n the Manchester University Museum. Additional a rtefacts a re i n the Canterbury Museum, a nd the
Maidstone Museum.
References: Jessup
& Cook,
1 936.
Thompson,
1 08
1 984.
Buckland
R irgs,
Hants
( BR)
SZ
3 14968
A multivallate hillfort encompassing an a rea of 7 .9 hectares. The s ite i s s ituated approximately one mile north of Lymington. A s eries of t renches w ere excavated across the ramparts, and the entrance way. The pottery t ypes discovered a t Buckland R ings would date i t t o the l ater pre-Roman I ron Age ( equivalent to Ceramic Phases 7 8 ). F ive i ron a rtefacts were d iscovered during the e xcavation. Only two were sampled: a possible blade f ragment and a sheet. There i s no mention i n t he s ite r eport o f any s lag or i ron ore being discovered on the s ite. The a rtefacts a re i n Winchester s amples are i n the British Museum.
C ity
Museum.
The
R eferences: Hawkes,
Bury Hill,
1 936.
Blatford,
( BH)
Hants
SU
3 46435
A two phase multivallate hillfort encompassing an a rea o f 5 4.3 hectares. The s ite i s s ituated 1 .5 m iles s outhwest o f Andover. Bury Hill was excavated i n conjunction w ith B alksbury, which i s approximately a half-mile northeast of B ury Hill. A s eries of excavations were carried out on the r amparts o f both Camps, and the entrance way. Three phases w ere discovered: Bury Hill I ( equivalent t o Ceramic Phase 1 -3); Bury Hill I I ( equivalent to Ceramic Phases 6 and 7 ); a nd Bury H ill I II ( equivalent to Ceramic Phase 8-9). Four i ron a rtefacts were discovered at Bury Hill. All w ere sampled: a s cabbard attachment f rom Bury H ill I I; a nd a bar, a r ing, and a nail f rom Bury H ill I II. There w as no mention of e ither s lag or i ron ore being discovered o n
the
s ite.
The a rtefacts a re i n Winchester s amples a re i n t he British Museum.
R eferences: Hawkes,
1 940.
1 09
C ity
Museum.
The
Casterley Camp,
Upavon,
Wilts
( CC)
SU
1 15535
An univallate hillfort encompassing an a rea o f 6 1.8 hectares. The s ite i s s ituated approximately two miles s outhwest of Upavon. Sections of the rampart, the entrances, and the internal rectangular enclosure were excavated. The pottery discovered on the s ite would i ndicate an occupation dating f rom the equivalent of C eramic Phases 8-9. Thirty-eight i ron a rtefacts w ere discovered. Only were s ampled: an axe and a small blade. There i s mention of s lag or other f orging o r smelting evidence. The
artefacts
and
the
samples
a re
two no
i n Devizes Museum.
References: Cunnington
Cow Down,
& Cunnington,
Longbridge,
1913.
( CD)
Deverell
ST
8 87145
An Early I ron Age s ite s ituated approximately 2 miles south of Warminster. A s eries of three ditched enclosures were excavated. Enclosure B , f rom which the blade o riginated, encompassed an area of approximately 1 7 hectares. The material r ecovered f rom the excavation would i ndicate that the s ite was occupied during the Early I ron Age, o r Ceramic Phases 1 -3. Only the one hooked blade s ampled was discovered during excavation. I t was f ound i n a pit on top of a quantity of carbonized grain, and f ragments of a s ack i n which the grain appeared to have been contained. No during
evidence
of
forging
or
s melting
was
r ecovered
excavation.
The
hooked blade
and
the
sample
a re
i n Devizes Museum.
References: Annable,
1 958,
9-10.
Annable,
1 10
1 961,
3 1-32.
D anebury,
Nether Wallop,
Hants
( D)
SU
3 23376
A multivallate hillfort encompassing an a rea of 5 .2 hectares. The s ite i s s ituated 5 km. northwest o f S tockbridge, and has been extensively excavated s ince 1 969. T he Ceramic Phases determined f or Danebury a re the s tandard u sed i n this dissertation:
Ceramic Ceramic Ceramic Ceramic Ceramic
Phases Phases Phase Phase Phase
1 -3 4-5 6 7 8
5 50-450 BC 450-400 BC 400-300 BC 3 00-100 BC 1 00 BC-10 AD
Three hundred and s ix i ron a rtefacts were d iscovered a t Danebury. One hundred and forty-one were sampled. The a rtefacts s ampled include a range of tools, personal i tems ( e.g. f inger r ings), and s crap. Quantities of s lag and i ron ore were f ound at Danebury, but analysis shows that i t r esulted f rom f orging; no conclusive evidence f or smelting was discovered.
o f t he
The a rtefacts a re presently s ituated in the Institute Archaeology a t Oxford University. The s amples are i n B ritish Museum.
R eferences: Cunliffe,
1 984a.
1 11
Fifield Bavant Down, Ebbesbourne, Wilts
( FBD)
SU 0 09257
Mr. R .C.C. Clay excavated a series of 107 pits at F ifield Bavant Down i n 1922. The p its were revealed on the s urface by differential growth of vegetation. The a ssocia ted pottery would date the s ite to Ceramic Phases 4 to 6 . Fourteen i ron objects were discovered. Two s ampled: a blade and a small hooked cutting blade.
were
I t i s d ifficult t o determine f rom Clay 's publication i f any f orging remains were discovered. Slag i s mentioned frequent l y and al so there is a reference to ' a cl ay hearth ...ocontaininge...a fused mass of i ron , charcoal, and earth' ( Clay, mentioned. The
1924,
a rtefacts
471).
and
the
However,
s amples
no
a re
more
details
i n Devizes
are
Museum .
References: Clay,
Hunsbury ,
1 924 .
Hardingstone,
Northants
( H)
S P
7 38583
A uni vallate hillfort encompassing an area of 1 .7 hectares. The s ite i s s ituated approximately three miles s outheast of Northampton . The Hunsbury i ron assemblage was recovered during 19th century quarrying for iron ore. No contexts are known for the artefacts. One hundred and thirty-nine of the approximately 1 50 i ron artefacts f rom Hunsbury were sampled. Although the analysis o f these a rtefacts was u sed i n the evaluation of both the sophistication of i ron technology and the use of phosphoritic i ron, the data could not be u sed i n d iachronic analysis. The Museum .
artefacts The
are
samples
are
s ituated i n
the
in Northampton 's
B ritish
Central
Museum .
R eferences: D ryden, 1 885. Fell, 1937.
Fell, George,
1 12
1 953. 1 917.
I sle
of
Portland
( PTLD)
SY 6 91706
The two i ron i ngots s ampled were s tray f inds. A l ocal antiquary i dentified the artefacts during a v isit to a neighbour's. The i ngots w ere being employed as doorstops. The shapes a re sufficiently distinctive, however, that i dentification of these two i ron i ngots as the ' spitzbarren' type employed on t he Continent during the I ron Age was possible.
i n
The a rtefacts a re the B ritish Museum.
i n Portland Museum.
The
s amples
a re
References: Tylecote,
Little
1 962,
Somborne,
2 10.
Hants
( LS)
SU
3 89326
An oval-shaped d itched enclosure surrounded by ' celtic' f ields. The s ite i s s ituated on the gentle s outhern s lope of Windmill Hill, and encompasses an a rea of approximately 7 .4 hectares. The excavation was a 1 40m by 2 0m s ection bisecting the s ite. The f eatures a re dated f rom the f ifth t o s econd centuries BC ( Ceramic Phases 4-7). Only three i ron a rtefacts w ere recovered: two f ragments and a f inely produced spearhead. The large f ragment and the spearhead were s ampled. Small quantities of s mithing s lag w ere recovered f rom two pits and a v-shaped ditch l ocated outside the perimeter of the enclosure. The s carcity of s lag would i ndicate that only l ight f orging was performed on the s ite. No i ndicat ions of s melting were f ound. The a rtefacts a re i n County Museum Service.
t he possession of the Hampshire The samples are i n the B ritish
Museum.
References: Neal,
1 979.
1 13
L ittle Waltham,
Chelmsford,
Essex
( LW)
TL
7 05126
L ittle Waltham i s s ituated approximately 4 miles north o f Chelmsford. The s ite w ent t hrough three phases of occupation during the I ron Age. The f irst two phases were t he open s ettlements of L ittle Waltham I I ( equivalent t o early Ceramic Phase 7 ), and Little Waltham I II ( equivalent t o Ceramic Phases 7 -8). The f inal occupation phase of L ittle Waltham was the palisade-enclosed s ettlement of L ittle Waltham IV ( equivalent to l ate Ceramic Phase 8 ). Thirty i ron a rtefacts were recovered, of which twelve were s ampled: two s trips, two plates, one bar, one sword s cabbard f ragment, one rod, one r ing, two nail shanks, one bucket a ttachment, and one s taple. No s lag was f ound, but two f ragments of bloomery i ron were d iscovered associated w ith period I II. P rofessor Tylecote s ampled these artefacts and l isted them a s high phosphorus, low carbon i ron, and only l ightly f orged s ince s melting. The a rtefacts Archaeological Trust. Museum.
a re housed by The s amples are
the i n
Chelmsford the B ritish
References: Drury,
Meon Hill,
1 978a.
Drury,
( Mu)
Warwickshire
SP
1 978b.
1 77453
A l arge multivallate hillfort encompassing an a rea o f 1 0. 4 hectares, and lying s ix miles south of Stratford-uponAvon. The s ite has not been systematically excavated. The f ive currency bars were part of a hoard d iscovered and donated to the Warwick Museum i n the l ate 1 9th c entury. The exact l ocation i n the hillfort f rom which the bars were f ound i s unknown. All f ive currency bars were s ampled. The a re
i n
artefacts
the
a re
i n
the Warwick Museum.
British Museum.
References: Hodges,
1906.
1 14
The
s amples
Nadbury Hillfort,
Ratley,
Warwickshire
( MH3b)
SP
3 90482
Nadbury i s a univallate Hillfort encompassing an a rea o f 6 .5 hectares. The s ite i s s ituated approximately 7 miles north of Banbury, on the Edgehill S carp. A small excavation was c ompleted i n 1 984 on the outer rampart i n advance o f road been performed.
construction.
A s ingle currency bar and the currency bar was sampled. f orging was discovered.
i s
i n
The currency bar i s i n the British Museum.
No previous
excavation
had
a nail were f ound, of which No evidence of smelting o r
the
Warwick Museum.
The
s ample
References: Unpublished.
Old
Down Farm,
Andover,
Hants
( ODF)
SU
3 56465
Old Down Farm i s a s ubrectangular d itched enclosure s ituated above a t ributary of the R iver Anton on a spur of Upper Chalk. The s ite has only one entrance and encompasses an a rea of 1 .18 hectares. The s ite contains f eatures f rom the Neolithic, Roman, and Saxon periods, i n addition to the extensive I ron Age r emains. Smithing residues were d iscovered i n two pits dating f rom the 3 rd t o i st centuries BC. No i ndications of smelting were f ound. A total of 2 6 i ron artefacts were s ampled: f our rods, one w ire, e ight f ragments, two l arge hooked cutting blades, one small hooked cutting blade, one chisel, two currency bars, one nail, three blades, a ploughshare point, one a rrowhead, and one bronze covered c ircular
object.
The a rtefacts Museum Service. The
a re housed by samples a re i n
the the
Winchester County British Museum.
References: Davies,
1979.
Davies,
1 15
1 980.
Rushall
Down,
Upavon,
Hants
( ACC5b)
SU
0 87521
The Rushall Down has produced an extensive collection of a rtefacts during ploughing through the centuries. The s ite was excavated i n the 1890' s by Lt. Col. W . Hawley. The results and f inds of the excavation, however, have never been completely reported. P redominantly, the a rtef acts appear to date f rom the Romano-British period, t hough s ome ' coarse hand-made pottery' was a lso d iscovered. The hooked blade s ampled was one number of i ron a rtefacts. No smelting have been uncovered. The
a rtefact
and
the
s ample
i s
of or
an unidentified f orging r emains
i n Devizes
Museum.
References:
West
Hawley, 1924. Cunnington, 1930,
2 01.
Down,
Hants
Chilbolten,
Pugh
& Crittall,
( C)
1957,
SU
9 9-100.
4 18312
The s ite i s a c ircular, ditched enclosure encompassing an a rea of between two and s ix hectares. The s ite was not properly excavated, but a Mr. Tucker dug up parts of i t in 1 919. All of the a rtefacts recovered were donated t o Dr. Williams-Freeman, eventually reaching the Winchester C ity Museum. One s word f ragment, two blades, and a pair of s mall shears were sampled f rom the s ite. The actual quantity of i ronwork discovered i s unknown, a s i s the possibility of smelting or f orging having occurred on the s ite. The a rtefacts a re i n C ity Museum. The s amples
the possession of the Winchester a re i n t he British Museum.
References: Unpublished.
1 16
W ilsford Down,
North Wilts.
( BC7b)
SU
1 04573
The s ettlement s ite on Wilsford Down has never been e xcavated. The s ite was only i dentified through pottery u ncovered by moles and by surface i rregularities. Periodi cally, a rtefacts are f ound accidentally, which are donated t o the Devizes Museum. On the basis of pottery d iscovered, t he s ite was occupied during t he Romano-British period, o r C eramic Phase 9 . The hooked blade i s one of an unidentified number of i ron artefacts, i ncluding spearheads, knives, and a rrowh eads f ound at Wilsford Down. No i ndication of smelting or f orging have been d iscovered on the Down. The
a rtefact
and
the
sample
i s
i n Devizes Museum.
R eferences: Cunnington,
Winnal
Down,
1 930,
2 08.
Winchester,
Pugh
& Crittall,
Hants
( WND)
1 957,
SU
1 22.
5 01309
A D-shaped d itched s ettlement enclosure encompassing a n a rea of one half hectare. The s ite provided artefacts f rom the Neolithic period through to Medieval t imes. The s ite i s located i n eastern Winchester on the r iver I tchen. A detailed report on the f inds of Winnal Down has not yet been published. predominThe i ron a rtefacts of Winnal Down consist antly of nails. Twenty-two nails, two hooked blades, one No knife, and three unidentifiable objects were sampled. w ere f ound o n t he i ndications of i ron smelting or forging s ite. The a rtefacts a re County Museum Service.
being housed The samples
Museum.
References: Fasham,
1 978.
1 17
by a re
the Winchester i n the British
Worthy Down,
Headbourne Worthy,
Hants
( WD)
SU 4 69350
A settlement s ite located 3 miles north-west o f W inchester. Excavation r evealed a s eries of p its and d itches produced by three phases o f i nhabitation. Phase One was a casual occupation dating f rom approximately 5 00 BC. More extensive occupation occurred, however, during t he periods of 1 50 BC to 1 00 BC ( equivalent to C eramic Phase 7 ), and 5 0 BC to 40 AD ( equivalent to Ceramic Phase 8 ). Approximately 2 0 i ron a rtefacts were d iscovered i nc luding s even whole currency bars and f ragments o f s ix o thers. One ploughshare, one wedge, two awls, one blade f ragment, one l inch-pin, one bar and all of the c urrency bars were sampled. S lag and part o f a tuyere were d iscovered i n a l ater p it. The quantity of s lag found, however, i s u nknown, making the manner of production difficult t o i dentify. No i ndication of smelting or f orging i s evident f rom the e arlier phases. Forging evidently was practiced on o r near t he s ite, i ndicated by the large number o f currency bars, s ome i ncomplete. The a rtefacts Museum Service. The
a re housed by s amples are i n
the t he
Winchester County British Museum.
R eferences: Hooley,
1 921.
Hooley ,
1 18
1931.
APPENDIX B :
THE
DESCRIPTIONS
OF
THE ARTEFACTS
SAMPLED
This Appendix gives details o f the a rtefacts s ampled. Each entry consists of s ix sections. The f irst three s ections are contained in the heading l ine, and present, f rom left to r ight, the sample' s Mount Number, fact' s Small Finds or Museum Accession Number, equivalent Ceramic Phase f rom which the a rtefact
t he a rteand the dates i f
i t can be ascertained. The sample' s Mount Number i s a letter-number code which specifies both the artefact's s ite, and the mount in which the s ample i s contained. The f irst series of capitalized letters identifies t he s ite f rom which the artefact came, and a re summarized below:
All Cannings Cross Barbury Castle Battery Hill Battlesbury Camp B igbury Buckland Rings Bury Hill Casterly Camp Cow Down Danebury Fifield Bavant Down
ACC BC BTH BTC
I sle of Portland L ittle Somborne L ittle Waltham Meon Hill Nadbury Old Down Farm Rushall Down West Down W ilsford Down Winnal Down Worthy Down
BR BH CC CD FBD
PTLD LS LW MH MH3b ODF ACC5b BC7b WND WD
Hunsbury
The
number
specifies
the
and
which
letter mount
following
the
sample
t he
capitalized
i s presently
letters
in.
The main body of each entry presents a description of artefact sampled, including the location f rom which the
sample was taken. The f inal s ection of each entry i s t he artefact' s s ite context and a reference to a publication i n which the artefact appears. The Hunsbury publications only presented general photographs of the artefacts with no i dentification. Thus, references f or these artefacts were impossible The Mount
to
t race.
entries
are
alphabetically ordered
Number.
1 20
according
t o
A CCla
cp.
A s ocketed c hisel m easuring t aken f rom t he b lade. P it
G6,
1 .5ft d eep.
1 47mm
Cunnington,
l ong.
1 923a,
T he
1 -3
s ample
P late
A CC1b
was
2 0-2.
cp.
1 -3
A s mall, t anged, hooked, cutting blade measuring 6 7.5mm l ong, and 2 2.5mm w ide a t t he base o f t he blade. Two r ivets p ierce t he t ang. The only i ndication o f a s ocket i s a s light curvature on one s ide o f t he t ang. The s ample was t aken f rom t he c utting e dge a t t he hook. P it G8,
1 .5ft
A CC2a
deep.
Small
Cunnington,
F inds
1 923a,
P late
7 90105
2 0-3.
cp.
1 -3
A n awl t ype r od measuring 8 7mm l ong, and 3 .7x3.7mm i n d imensions a t one e nd t apering t o a point. The s ample was t aken f rom t he pointed e nd. P it F 6,
ACC2b
1 .25ft
d eep.
Cunnington,
Small F inds
1 923a,
7 90110
Cunnington,
2 0-8.
cp.
A r od measuring 6 4.5mm l ong, and 3 x4.5mm B oth ends a re pointed. The s ample w as s harper e nd. P it G4.
P late
1 923a,
1 -3
i n d imensions. t aken f rom t he
P late
ACC3a
2 0-6.
cp.
1 -3
A t anged b lade measuring 8 8.5mm l ong, a nd 1 8mm w ide a t t he b ase of t he blade t apering t o 4 .5mm w ide a t t he f racture. T he a rtefact i s m issing a portion o f t he point. The s ample w as t aken f rom t he cutting e dge n ear t he t ang. P it
1 3,
1 .3ft d eep.
Cunnington,
1 21
1 923a,
P late
2 0-14.
ACC3b
cp.
1 -3
A blade point measuring 4 5mm l ong, a nd 1 9.5mm w ide a t the f racture t apering to a rounded point. The s ample was t aken f rom t he cutting e dge near t he f racture. P it
G5,
1 .25ft.
deep
Cunnington,
1 923a,
Plate
ACC4a
2 0-16).
c p.
1 -3
A curved t anged blade measuring 84mm l ong, and 1 3.5mm w ide a t t he base o f the blade t apering t o a rounded point. The s ample was t aken f rom t he cutting e dge near the t ang. P it
K4,
2 ft
d eep.
Cunnington,
1 923a,
ACC4b
P late
cp.
2 0-13.
1 -3
A tanged, blade measuring 6 9mm l ong, and 1 3.5mm w ide a t t he base o f the blade t apering t o a rounded point. The s ample was t aken f rom t he cutting edge a t t he hook. P it
K4,
2 ft
deep.
Cunnington,
1 923a,
ACC5a
cp.
Plate
2 0-11.
1 -3
A blade point measuring 6 1.5mm l ong, and 2 8.5mm w ide a t t he f racture t apering t o a rounded point. The s ample w as t aken f rom t he cutting e dge near t he f racture. P it
H8,
2 ft
deep.
Cunnington,
1 923a,
Plate
2 0-12.
c p.
ACC5RD
A l arge, hooked, cutting blade m easuring 1 30mm l ong, 3 5mm w ide a t t he f racture. The s ample was t aken f rom cutting edge between the point and t he hook. Pugh
& Crittall,
1 22
1 957,
1 00.
a nd t he
B la
Museum Acc.
3 5831
cp.
9
A hooked b lade f ragment measuring 1 68mm l ong, and 2 8mm w ide a t t he f racture. The s ocket and t he point o f t he a rtefact a re m issing. The s ample was t aken f rom t he cutting e dge a t t he hook. Thompson,
B ib
Museum Acc.
1 984,
F ig.
3 5820
1 4-12.
cp.
9
A s ocketed, hooked blade measuring 2 04mm l ong, a nd 5 2mm w ide at the base o f t he blade. A r ivet hole p ierces t he s ocket between t he f langes. The s ample was t aken f rom t he c utting edge a t t he base. Thompson,
B 2a
Museum Acc.
1 984,
F ig.
3 5819
1 4-9.
cp.
9
A s ocketed, hooked blade measuring 2 08mm l ong, a nd 5 6mm w ide a t t he base o f t he blade. A r ivet hole pierces the s ocket between t he f langes. The s ample was t aken f rom t he c utting e dge a t t he base of t he blade. Thompson,
Museum Acc.
B 2b
1 984,
F ig.
3 5814
1 4-10.
cp.
9
A s ocketed, hooked blade measuring 2 60mm l ong, a nd 5 6mm w ide at t he base o f t he blade. A r ivet hole p ierces t he s ocket between t he f langes. The s ample was t aken f rom t he c utting edge a t t he hook. Thompson,
Museum Acc.
B 3a
1 984,
F ig.
3 5823
1 4-11.
cp.
9
A t anged, hooked blade measuring 4 32mm l ong, and 4 4mm w ide a t the base of t he blade. The t ang measures 2 46mm l ong. T he
s ample
was
t aken
f rom
t he
cutting
Thompson,
1 23
e dge
1 984,
a t
F ig.
t he hook. 1 9-51.
B 3b
Museum Acc.
3 5809
c p.
9
A hammer measuring 1 20mm l ong, 2 4mm w ide j ust i n f ront o f t he s ocket f laring t o 2 8mm w ide a t t he head, and 2 4mm thick a t the s ocket t apering t o 1 6mm t hick a t the head. The s ample was t aken f rom the head. Thompson,
B4a
Museum Acc.
1 984,
F ig.
3 5813
1 4-17.
c p.
9
A p ick-axe measuring 2 80mm l ong, 2 4mm w ide j ust i n f ront o f t he s ocket t apering t o an 8mm w ide vertical blade, 40mm w ide behind the s ocket f laring t o a 4 8mm w ide horizontal blade, and 3 6mm t hick i n f ront o f t he s ocket f laring t o 4 8mm w ide a t the v ertical blade, a nd 2 4mm thick behind t he s ocket t apering t o a 1 6mm t hick horizontal blade. The s ample was t aken f rom t he v ertical blade. Thompson,
B4b
Museum Acc.
A s econd B4a. The
s ample s ample
was was
t aken taken
Museum Acc.
F ig.
3 5813 f rom f rom
1 4-16.
c p.
9
t he a rtefact described t he horizontal blade.
Thompson,
B5a
1 984,
1 984,
F ig.
3 5812
f or
1 4-16.
c p.
9
An axe head measuring 2 20mm l ong, 3 2mm w ide i n f ront o f t he s ocket t apering t o a s harp blade, a nd 5 2mm thick i n f ront of t he s ocket f laring t o 6 4mm a t t he blade. The s ample was t aken f rom the blade. Thompson,
Museum Acc.
B5b A ploughshare o f t he blade t he base o f s ample
was
1 984,
F ig.
3 5824
1 4-15.
c p.
9
measuring 3 16mm l ong, 5 2mm w ide a t t he base tapering t o a blunt point, and 1 6mm t hick a t t he blade t apering t o a blunt point. The
t aken
f rom
the point. Thompson,
1 24
1 984,
F ig.
1 9-50.
8 6a
Museum Acc.
3 5825
cp.
9
A ploughshare measuring 3 56mm long, 4 0mm w ide at the base o f the blade tapering to a sharp point, and 1 6mm thick a t t he base of the blade t apering t o a sharp point. The s ample was taken f rom the point. Thompson,
B 6b
Museum Acc.
1984,
F ig.
19-49.
3 5811
cp.
9
A chisel measuring 2 32mm long, 2 8mm w ide at the solid butt t apering to 16mm a t the blade, and 2 8mm thick at the butt t apering t o a sharp blade. The butt possesses a burr f rom being s truck with a hammer. The sample was t aken f rom the blade. Thompson,
B 7a
Museum Acc.
A hooked a t the m issing. hook.
1 984,
F ig.
1 9-52.
3 5818
cp.
9
blade f ragment measuring 2 92mm long, and 68mm w ide f racture. The socket or tang of t he blade i s The sample was t aken f rom the cutting edge a t t he
Thompson,
Museum Acc.
B 7b
1 984,
F ig.
1 4-14.
3 5822
cp.
9
A s ocketed, hooked blade measuring 3 84mm long, and 8 0mm w ide at the base of the blade. Most of the socket and the point of the a rtefact are m issing. The sample was t aken f rom t he cutting edge at the base of the blade. Unpublished.
Museum Acc.
B8a A
s ocketed,
w ide at between e dge a t
hooked
blade
3 5815 measuring
cp. 3 68mm
long,
and
9 5 6mm
t he base of the blade. A r ivet pierces the s ocket the f langes. The sample was t aken f rom the cutting the base of the blade. Unpublished.
1 25
B8b
Museum Acc.
3 5816
cp.
9
A s ocketed, hooked blade measuring 3 48mm long, and 68mm w ide at the base of the blade. A r ivet p ierces the socket between the f langes. The sample was t aken f rom t he cutting edge a t the base of the blade. Thompson,
B9a
Museum Acc.
1 984,
P late
3 5817
1 -3.
cp.
9
A s ocketed, hooked blade measuring 3 36mm long, a nd 5 2mm w ide at the base of t he blade. A r ivet hole pierces the socket between the f langes. The s ample was taken f rom t he cutting edge at the base of the blade. Unpublished.
B9b
Museum Acc.
3 5808
cp.
A t anged blade measuring 1 41mm l ong, and base of the blade tapering to the point. t aken f rom the cutting edge a t the base o f
9
14mm w ide at The sample the blade.
t he was
Unpublished.
Museum Acc.
B lOa
3 5805
cp.
9
A dagger measuring 2 92mm long, and 2 4mm w ide at the base o f the blade tapering to the f racture. The point of the dagger i s missing. The sample was t aken f rom one of t he cutting edges. Thompson,
Museum Acc.
B lOb
1 984,
3 5804
F ig.
19-53.
cp.
9
A s ocketed j avelin head measuring 9 1mm long, and 1 8mm w ide at the base of the blade. The point and most of t he edges of the blades a re m issing. The s ample was taken f rom one edge
near
the
socket. Unpublished.
1 26
B lla
Museum Acc.
3 5789
cp.
9
A cauldron hook consisting o f a r ing measuring 1 08mm i n d iameter a ttached t o a 2 92mm l ong twisted i ron s haft, a ttached t o f our 1 20mm l ong, 3 2mm w ide chain l inks. The s ample was t aken f rom t he s haft. Thompson,
B llb
Museum Acc.
Thompson,
Museum Acc.
F ig.
3 5800
A bridle-bit f ragment c onsisting o f r oded 80mm long, 1 8mm w ide l inks. f rom the e nd of one o f t he l inks.
B i2 a
1 984,
1 6-26.
cp. t hree, a ttached, The s ample was
1 984,
F ig.
3 5801
9 c ort aken
1 7-35.
cp.
9
A bronze covered harness r ing measuring 9 4mm i n d iameter, a nd produced f rom a p iece o f metal l lmm i n d iameter. A portion o f t he r adius i s m issing. The s ample was t aken f rom an i ntact, e xterior edge. Unpublished.
Museum Acc.
B i 2b
3 5795
cp.
A s lave-chain m easuring approximately 2 000cm l ong and s isting o f s ix n eck braces a ttached by chain-links. s ample was t aken f rom one l ink. Thompson,
Museum Acc.
B i3 a
1 984,
F ig.
3 5810
9 conThe
1 8-45.
cp.
9
A hammer measuring 8 4mm l ong, 1 6mm w ide, and 1 6mm t hick a t t he butt t apering to 8mm a t t he head. The butt o f t he a rtefact has a burr f rom being s truck, which m ight i ndicate t hat the t ool was actually a hot-chisel. The s ample was t aken
f rom
t he blade. Thompson,
1 27
1 984,
F ig.
1 4-18.
B 13b
Museum Acc.
A s econd sample was B 13a. The s ample a rtefact.
3 5810
taken f rom was taken
cp. the a rtefact described f rom t he butt end o f
Thompson,
BC1a
Catalogue No.
BC1b A l arge, long, and was t aken hook.
14-18.
cp. and
The
40mm w ide was
s ample
S impson,
1 963,
4-7
at the handle taken f rom t he
Fig.
2
1 -1.
cp.
and
Catalogue No.
S impson,
1963,
Fig.
3
4-7
MacGregor
and
S impson,
Catalogue
No.
4
1 -2.
cp.
A l arge, tanged, hooked cutting blade measuring and 3 0mm w ide at the base of the blade. The t aken f rom the cutting edge at the hook.
BC2b
f or t he
socketed, hooked cutting blade measuring 146mm 38mm w ide at the base o f the blade. The sample f rom the cutting edge between the point a nd t he
MacGregor
BC2a
and
Catalogue No.
F ig.
1
A blade measuring 2 92mm long, tapering to a rounded point. cutting edge. MacGregor
1 984,
9
1963,
Fig.
4-7
1 38mm long, sample was
1 -3.
cp.
4-7
A l arge, socketed, tanged, hooked cutting blade measuring 1 36mm l ong, and 3 0mm w ide a t the base of the blade. The s ample was taken f rom the cutting edge between the point and the hook. MacGregor
and
S impson,
1 28
1 963,
Fig.
1 -4.
BC3a
Catalogue
No.
5
cp.
4-7
A s mall, socketed, hooked cutting blade measuring 6 8mm l ong, and 18mm w ide a t the base o f the blade. The sample w as t aken f rom t he cutting edge a t t he hook.
BC 3 b
MacGregor
and
S impson,
Catalogue
No.
6
1 963,
F ig.
1-5.
cp.
4 -7
A s mall, s ocketed, hooked blade measuring 6 5mm long, and 2 0mm w ide at the base of the blade. The sample was t aken f rom t he cutting edge at the hook. MacGregor
BC4a
and
Catalogue No.
S impson,
1 963,
Fig.
8
1 -6.
cp.
4-7
A spearhead f ragment measuring 9 2mm long, 6mm w ide at the f racture a t the base of the blade, and 24mm w ide a t the c entre o f the blade tapering to a rounded point. The a rtefact measures 3mm thick along i ts central axis. The s ocket of the spearhead i s m issing. The s ample was t aken f rom one e dge near the point.
BC4b
MacGregor
and
S impson,
Catalogue
No.
10
1 963,
F ig.
1-8.
cp.
4-7
A s ocketed, midribbed, l eaf-shaped spearhead measuring 1 08mm long, lOmm w ide at the top of the socket, and 2 6mm w ide at the c entre of the blade t apering to a rounded point. A s ingle r ivet bisects the base of the socket. The sample was taken f rom the widest s ection of t he blade a t the edge. MacGregor
and
S impson,
1 29
1 963,
F ig.
1 -10.
BC5a
Catalogue
No.
1 1
cp.
4-7
A socketed, leaf-shaped spearhead measuring 1 38mm long, 1 0mm w ide a t the top of the socket, and 3 0mm w ide a t the centre of the blade tapering to a rounded point. The artef act measures 4mm thick at the m id-rib t apering to s till s harp edges on both s ides. The spearhead i s m issing a large portion of t he socket. The s ample was taken f rom the cutting edge at the widest s ection of the blade.
BC 5b
MacGregor
and
S impson,
Catalogue
No.
19
A r od measuring 1 10mm long, and s ample was taken f rom one end. MacGregor
BC6a
and
Catalogue No.
1963,
Fig.
1 -11.
cp. 4 x8mm
S impson,
4-7
i n d imensions.
1963,
Fig.
2 1
The
2 -19.
cp.
4-7
A curved rod f ragment measuring 5 6mm l ong, and 4mm i n d iameter at one end f lattening out to a 6x2mm c ross-section a t the other. The sample was t aken f rom t he f lattened end.
BC6b
MacGregor
and
S impson,
Catalogue
No.
2 2
1963,
BC 7 a An anvil d imensions s ample was
and
Catalogue No.
S impson,
1 963,
f rom
F ig.
26
the bottom
MacGregor
and
S impson,
1 30
of
t he
1 963,
4-7
7 2x58mm point.
object. F ig.
2mm was
2 -22.
cp.
e dge
4-7
w ide, and The s ample
f ragment measuring 1 30mm l ong, and at the base tapering t o a curved taken
2 -21.
cp.
An awl shaped rod measuring 5 6mm l ong, 7 mm thick. One end of the artefact i s pointed. taken f rom the pointed end. MacGregor
Fig.
2 -26.
i n The
BC7WD
cp.
A l arge, tanged, hooked cutting blade measuring and 2 9mm w ide a t the base of the blade. The t aken f rom the cutting edge a t the hook. Pugh
BH1a
Small
Finds
& Crittall,
1957,
6 .1
1 60mm l ong, s ample was
1 22.
cp.
A rod measuring 5 1mm long, 1 2mm w ide s ample was taken f rom one end.
and
7 mm
R-B
-
thick.
The
Unpublished.
BH1b
Small
Finds
6 .5
cp.
-
An object measuring 6 0mm long, and varing i n w idth f rom 2 6mm a t the base, to 18mm near t he centre, to 3 0mm i n the m iddle, t o 8mm a t the opposite end. The w ider end i s curved, and a r ivet hole pierces the centre of the object. The a rtefact i s believed t o be a s ection of a s cabbardl oop. The sample was t aken f rom an edge near the w ider end. D itch
BH2a
I I.
Hawkes,
Small
Finds
1 940,
F ig.
6 .8
1 7.
cp.
-
A heavy r ing produced f rom a s trip measuring l lmm w ide, 4 -7mm thick. The r ing measures 3 5mm i n d iameter. s ample was taken f rom one edge.
and The
Unpublished.
BH2b
Small
Finds
6 .9
A nail measuring 5 3mm long w ith a f orged The sample was taken f rom the head. Unpublished.
1 31
cp. f lattened
head.
BRla
Small
F inds
5 .1
cp.
A blade f ragment measuring 4 0mm l ong, s ample was t aken f rom t he cutting e dge. Occupation-hollow.
BR1b
Small
Hawkes,
F inds
1 936,
a nd
-
3 8mm w ide.
The
1 55.
5 .4
cp.
-
A r oughly r ectangular s heet measuring 2 4-28mm l ong, 1 8-20mm w ide, and 1 .5mm t hick. The s ample was t aken f rom one e dge. Occupation-hollow.
Hawkes,
1 936,
1 55.
BTCla
cp.
7
A s aw measuring 2 08mm l ong, 2 8mm w ide, and 2mm thick. Two r ivets a re i n the tang. The t eeth may have been s et t o cut on t he pull s troke. One t ooth was r emoved f or examination. P it
9 .
Cunnington,
1 923b,
F ig.
BTC1b
7 .
cp.
7
A s mall, hooked, cutting blade measuring 7 0mm l ong, a nd 8mm w ide a t t he base o f the blade. The s ample was t aken f rom the c utting e dge between t he point a nd the hook. P it
9 .
Cunnington,
1 923b,
F ig.
BTC2a
6 .
cp.
7
A t anged blade measuring 1 24mm l ong, and 2 8mm w ide a t t he base o f the blade, s lightly t apering t o a rounded point. A r ivet p ierces t he t ang. The s ample was t aken f rom t he blade near t he t ang. P it
1 .
Cunnington,
1 32
1 923b,
F ig.
2 .
BTC2b
cp.
-
A blade f ragment measuring 1 92mm long, and 40mm w ide a t one e nd tapering to 2 2mm at the other. The point and the tang o f t he blade a re m issing. The sample was t aken f rom the cutting edge near the w ider end. P it
8 .
Cunnington,
1 923b,
3 70.
BTC3a
cp.
-
A s mall, roughly r ectangular blade f ragment measuring 6 5mm l ong, and 4 1mm w ide. The sample was taken f rom the cutting e dge near one end. P it
8 .
Cunnington,
1 923b,
BTC3b
3 70.
cp.
-
A blade f ragment measuring 5 5mm long, and 2 8mm w ide a t one e nd tapering s lightly to the other. The point and the tang o f the blade a re m issing. The sample was t aken f rom the cutting edge. Unpublished.
BTHla
Small
F inds
1491.1
A t anged blade measuring 1 23mm long base of the blade t apering to 5mm at w as t aken f rom the cutting edge.
cp. and the
-
28mm wide a t t he point. The sample
Unpublished.
BTHlb
Small
F inds
1 491.2
cp.
-
A small, socketed, hooked, cutting blade measuring / 3mm l ong, and 15mm w ide at the base of the blade. The sample was t aken f rom the back of the blade. Unpublished.
1 33
C la
Small
Finds
3 03.1
cp.
-
A number of sheet f ragments of which one was sampled. The roughly rectangular artefact measures 64mm long, 3 2mm w ide, and t apers f rom 5mm to lmm thick. The s ample was t aken f rom the thick end. Unpublished.
C lb
Small
A narrow s ample was
Finds
3 03.4
cp.
blade measuring 9 0mm long, and taken f rom the cutting e dge.
9mm
-
w ide.
The
Unpublished.
C2a
Small
Finds
3 03.7
cp.
-
A s ingle blade f rom a pair of m iniature shears was discovered. The blade measures 2 9mm l ong, and 9mm w ide a t the base o f the blade tapering t o 3mm a t the rounded point. The remains of the shaft measures 44mm long and 3mm i n diameter. The sample was taken f rom t he cutting edge. Unpublished.
C2b
Small
Finds
A blade point measuring s ample was taken f rom the
3 03.8
cp.
3 9mm long, and cutting edge.
14mm
-
w ide.
The
Unpublished.
CCla
cp.
8-9
An axe blade measuring 86mm long, 5 4mm w ide a t t he blade t apering to 2 5mm w ide at the f racture, and 9mm thick a t the f racture tapering to a s till s harp edge. The s ocket and the butt of the axe are missing. The s ample was t aken f rom the cutting edge. The sample disintegrated during polishing. D itch
6 ,
i ft .
deep.
Cunnington
1 34
& Cunnington, P late 1 11-13.
1 913,
CC1b
cp.
8-9
A s mall, t anged blade measuring 5 9mm l ong, and 17mm w ide a t t he base of the blade tapering to a rounded point. The s ample was taken f rom the cutting edge near the tang. D itch
1 ,
4 ft.
deep.
Cunnington
& Cunnington, Plate 1 1-6.
CD1a
1913,
cp.
1-3
A l arge, s ocketed, tanged, hooked cutting blade measuring 1 67mm long, and 3 4mm w ide at the base of the blade. The s ample was taken f rom the cutting edge at t he hook. Annable,
D ia
Small
Finds
1961,
3 2.
1 300
cp.
7
A s ocketed spearhead measuring 1 73mm long, and 14mm w ide at t he top of the s ocket f laring to 2 1.5mm a t the w idest portion. The blade possesses both a raised midrib and two decorative bronze r ivets, one i n each blade. One r ivet hole a lso p ierces the base of the socket. The sample was t aken f rom the blade j ust below the bronze r ivets. Layer
456.
Cunliffe,
Small
D lb
Finds
1984a,
Fig.
1 303
2 .100.
cp.
6
A s ocketed spearhead measuring 1 10.5mm long, and 1 6mm w ide a t the t op of the socket f laring to 19mm a t the w idest portion. The blade possesses a raised midrib. Two s ets of r ivet holes are on opposite s ides of the socket. The s ample was taken f rom the lower portion of the blade j ust above the s ocket. Layer
474.
Cunliffe,
1 35
1 984a,
F ig.
2 .101.
D2
Small
Finds
1 390
cp.
7 -8
A large, socketed, hooked cutting blade measuring 1 25mm l ong, and 3 8mm w ide at the base of the blade. The point o f t he blade i s m issing. One r ivet a nd one r ivet hole p ierce t he centre of the socket between t he two f langes. The s ample was taken f rom the cutting e dge a t t he hook. P it
P 1078 Layer
D 3a
1 0.
Small
Cunliffe,
Finds
1 984a,
F ig.
1 297
2 .1.
cp.
-
A s ocketed spearhead measuring 88mm l ong, and the top of the socket f laring to 2 8mm at the t ion. Two r ivet holes pierce the base of the on each f lange. The sample was t aken f rom edge.
1 4mm w ide a t w idest porsocket, one the cutting
Unstratified.
2 .103.
D3b
Cunliffe,
Small
F inds
1 984a,
F ig.
852
cp.
-
A l arge, s ocketed, tanged, hooked cutting blade measuring 1 69mm long, and 3 8mm w ide at the base of the blade. The s ample was taken f rom the cutting e dge near the point. Layer
2 55.
Cunliffe,
Small
D4a
Finds
1 984a,
F ig.
1 247
2 .12.
cp.
3
A small blade measuring 7 0mm long, and 2 0mm w ide a t base of the blade tapering to 8mm a t the f racture. T he of the tang and the point of the blade a re missing. s ample was taken f rom the cutting edge near the tang. P it
P939
Layer
Cunliffe,
Small
D4b A blade
measuring
t he blade t aken f rom Layer
2 .
4 .
Finds
1 43mm
tapering to the cutting
1 984a,
F ig.
5 42
long,
2 5mm
w ide
at
lOmm a t the point. The edge near t he handle. Cunliffe,
1 36
2 .32.
cp. and
1 984a,
F ig.
the end The
6
the base sample
2 .25.
o f was
D5a
Small
Finds
5 14
cp.
-
A saw blade measuring 1 33mm long, and 2 2mm w ide a t f racture tapering to 5mm at the t ip. A l arge portion t he t eeth a re s et t o cut on the pull s troke. One of t eeth was removed f or examination. P it
P465
Layer
2 .
D5b
Small
Cunliffe,
Finds
1984a,
F ig.
the of t he
2 .43.
865-866
cp.
7
A l arge, hooked cutting blade measuring 1 22mm l ong, and 3 0mm w ide at the base of the blade. The artefact i s broken i nto two pieces and i s m issing a portion of the point. One r ivet hole pierces the socket between the f langes. The s ample was t aken f rom the cutting edge a t the hook. P it
P827
Layer
5 .
D6
Small
Cunliffe,
Finds
1 984a,
F ig.
3 14
cp.
A Saxon blade measuring 1 90mm long, and s ample was taken f rom the cutting edge.
1 6mm
P it
F ig.
2 52
Layer
1 .
Cunliffe,
Small
D7a
Finds
1 984a,
P 110
Layer
7 .
Small
D7b A tanged
chisel
Finds
measuring
P it
P70
Layer
5 .
1 984a,
F ig.
9 :F1.
cp.
8 6mm
l ong,
and
t apering
3mm a t the top of cutting edge.
Cunliffe,
1 37
7
and 2 0mm w ide a t the s harp point. The near the f racture.
1 32
w ide at the cutting edge to The s ample was t aken f rom the
The
2 .26.
cp.
Cunliffe,
SXN
w ide.
2 59
A blade f ragment measuring 1 77mm long f racture tapering s lightly to a s till s ample was taken f rom the cutting edge P it
2 .2.
1 984a,
F ig.
f rom the
2 .47.
3 2 9mm t ang.
D8a
Small
Finds
3 58
cp.
-
A l arge, t anged, socketed hooked cutting blade measuring 1 59mm long and 3 5mm w ide at the base of the blade. The s ample was taken f rom the cutting e dge at the hook. Unstratified.
D8b
Cunliffe,
Small
F inds
1 984a,
F ig.
5 51
2 .13.
cp.
7
A small, s ocketed, hooked cutting blade measuring 7 1mm l ong, and 2 0mm w ide at the base of the blade. The a rtefact i s broken i nto two pieces, and i s m issing both the point and part of the socket. The s ample was taken f rom the cutting edge at the hook. Layer
5 .
Cunliffe,
D9
Small
F inds
1 984a,
F ig.
7 71
2 .11.
cp.
3
A s ocketed spearhead measuring 9 7mm long, and 2 2mm w ide at the base of the blade tapering to a point. The a rtefact was c rudely f ashioned f rom a broken s aw blade. One o f the t eeth was removed f or examination. P it
P713
Layer
D 10
2 .
Cunliffe,
Small
F inds
1 984a,
F ig.
cp.
1 84
A s ocketed ploughshare measuring 1 18mm l ong f rom 48mm w ide at the base of the s ocket to t ip. The sample was taken f rom the t ip. P it
P94
Layer
3 .
Cunliffe,
Small
D lla
A s ocketed chisel s ocket possesses The
s ample
P it
P452
was
Layer
1 984a,
f rom
F ig.
485
the
2 .71.
cp.
blade.
Cunliffe,
1 38
1 984a,
7
and t apering 10.5mm a t the
measuring 1 68mm l ong. The butt a burr f rom being s truck with a
taken 1 .
Finds
2 .102.
Fig.
2 .44.
7
o f the hammer.
D llb
Small
F inds
6 12
A s ocketed chisel measuring t aken f rom the blade. P it
P 23
Layer
D 12
3 .
Small
1 77mm
Cunliffe,
F inds
cp. l ong.
1 984a,
The
F ig.
5 41
7
s ample
was
2 .45.
cp.
6
A bucket a ttachment consisting o f a w ire l oop w elded t o a f lattened plate p ierced by two r ivet holes. The a rtefact measures 7 2mm l ong w ith a w ire c ross-section of 7 x7mm. The s ample was t aken f rom the plate. Layer
4 .
Cunliffe,
D 13a
S mall
F inds
1 984a,
F ig.
4 37
2 .165.
cp.
7
A s mall, s ocketed, hooked cutting blade measuring 5 7mm long a nd 1 6mm w ide a t t he base o f t he blade. A s ingle r ivet hole pierces t he s ocket between t he t wo f langes. The s ample was t aken f rom the cutting edge a t t he hook. P it
P 337
Layer
D 13b
1 0.
Small
Cunliffe,
F inds
1 984a,
F ig.
5 79
2 .8.
cp.
-
A l arge, hooked c utting blade f ragment measuring 5 6mm l ong a nd 3 2mm w ide a t t he base o f the blade. The s ocket and the point of t he blade a re m issing. The s ample was t aken f rom t he cutting edge. P it
P 545
Layer
3 .
Small
D 14a
Cunliffe,
F inds
1 984a,
F ig.
2 12
2 .24.
cp.
3
A t anged b lade f ragment measuring 7 2mm l ong, and 1 7mm w ide a t the base of t he blade t apering t o 4 .5mm a t t he f racture. The point of t he b lade i s m issing. The s ample was t aken f rom the cutting e dge near t he t ang. P it
P 107
Layer
2 .
Cunliffe,
1 39
1 984a,
F ig.
2 .29.
D 14b
Small
F inds
5 05
cp.
8
A s mall, hooked, cutting blade f ragment measuring 5 7mm l ong, and 2 1mm w ide a t the base o f the blade. A l arge portion of t he point and s ocket o f t he b lade a re m issing. The s ample was t aken f rom the cutting edge a t the hook. Layer
6 .
Cunliffe,
D 15a
Small
F inds
1 984a,
F ig.
2 .9.
5 59
cp.
7 -8
A l arge, hooked, cutting blade f ragment measuring 1 83mm l ong, and 45mm w ide a t the f racture. The point and t he s ocket o f t he blade a re m issing. T he s ample was t aken f rom t he base o f t he blade. P it
P 511
Layer
D l 5b
3 .
Small
Cunliffe,
F inds
1 984a,
F ig.
2 .4.
6 37
cp.
7
A t anged, bent, blade measuring 1 35mm l ong, and 3 6mm w ide a t the base o f the blade t apering t o a s till sharp point. Two r ivet holes pierce the t ang. T he s ample was t aken f rom the cutting edge. P it
P 595
Layer
2 .
Small
D l 6a
Cunliffe,
F inds
1 984a,
F ig.
2 .34.
1 37
cp.
8
A small, s ocketed, tanged, hooked cutting blade f ragment measuring 64mm l ong, and 1 9mm w ide at t he base o f t he blade. A portion of the point a nd t he t ang a re m issing. The s ample was t aken f rom t he cutting edge at the h ook. Layer
6 .
Cunliffe,
D 16b
Small
F inds
1 984a,
F ig.
2 .
9 60
6 .
cp.
6
A s mall, t anged, hooked, cutting b lade measuring Omm l ong, and 2 0mm w ide a t the base of t he b lade. Two r iv t s p ierce t he tang. The s ample was t aken f rom t he cuttin e dge a t the hook. P it
P 912
Layer
3 .
Cunliffe,
1 40
1 984a,
F ig.
2 .
0 .
D 17
Small
Finds
482
cp.
3
A t anged, hooked cutting blade measuring 1 40mm long, and 2 6mm w ide a t the base of the blade. The s amp e was taken f rom the c utting e dge at the hook. P it
P428
Layer
3 .
D 18
Cunliffe,
Small
A t anged,
palette
18 Layer
D 19
3 6.
Small
Fig.
2 .20.
6 6
shaped blade
w ide at t he base of T he sample was taken T rench
Finds
1984a,
cp. measuring
9 5mm
ng and 1 5mm • nded point.
J
the blade tapering to a r c f rom one cutting edge. Cunliffe,
Finds
1 984a,
3
F ig.
. 33.
3 62
cp.
7
A spiral f inger r ing measuring 2 3mm i n d iamete f rom a w ire 7 .5mm i n diameter. The sample wa o ne end of the w ire.
produced t aken f rom
P it
1 99.
P329
Layer
D 20
1 .
Small
Cunliffe,
Finds
1984a,
Fig.
4 17
cp.
and
A s trip f ragment measuring 44.5mm long, 2 0mm w : t hick. The sample was taken f rom one end. P it
P321
Layer
D 21a
5 .
Small
Cunliffe,
Finds
1984a,
P79
Layer
4 .
cp.
2 01
Cunliffe,
141
1 984a,
F ig.
5mm
3 .
F ig.
A r oughly rectangular tang measuring 49mm long, a nd 4mm thick. One end i s f ractured, and two r n i prrP the tang. The base of a blade protrude s ide. The sample was taken f rom the s ide op p rotrusion. P it
6
2
7
5mm w ide, e t holes f rom one s ite the
. 20.
D21b
Small
F inds
1 73
c p.
7
A rectangular s trip measuring 9 8mm l ong, 1 8-20mm w ide, 2 mm t hick. A s ingle perforation p ierces t he base o f s trip. The s ample was t aken f rom o ne edge. P it
P 79
Layer
D 22a
5 .
Small
Cunliffe,
F inds
1 984a,
F ig.
2 .113.
9 6
c p.
A f olded s trip measuring 8 1mm l ong, 1 4-20mm w ide, 4mm t hick. The s ample was t aken f rom one e dge. Ph
1 26.
Cunliffe,
Small
D22b
F inds
1 984a,
F ig.
2 05
a nd t he
-
a nd
2 .5-
9 :E10.
c p.
7
A s trip measuring 4 8mm l ong, 1 4mm w ide, a nd 3mm t hick. end o f the s trip i s bent and perforated. The s ample taken f rom one e dge. P it
P 79
Layer
D23
4 .
Small
Cunliffe,
F inds
P 79
Layer
5 .
Small
D24a
2 .114.
c p. 5 mm
Cunliffe,
F inds
F ig.
1 77
A rod measuring 3 5mm l ong and was t aken f rom one end. P it
1 984a,
i n d iameter.
1 984a,
F ig.
7 74
One w as
T he
7 s ample
9 :E12.
c p.
6 /8
A s ocketed object measuring 7 5mm l ong, 1 4-19mm w ide, a nd 2 .5mm thick. The a rtefact possesses a blade o f undeterm ined f unction. The s ample was t aken f rom t he b lade j ust above P it
t he
P 699
s ocket. Layer
1 .
Cunliffe,
1 42
1 984a,
F ig.
9 :F6.
D 24b
Small
F inds
7 67
cp.
7
T he a rtefact consists o f t wo r ectangular s heets measuring 4 3x16x1mm and 4 9x18x1mm i n d imensions respectively, r iveted t ogether t o f orm a l ength o f 7 1mm. The s ample was t aken f rom the over-lap a rea near the r ivet. P it
P675
Layer
D 25a
1 .
Small
Cunliffe,
F inds
1 984a,
F ig.
2 .110.
4 26
cp.
7
A f lat c ircular d isc measuring 6 8.5mm i n d iameter w ith a c entral perforation 9mm i n d iameter. The s ample was t aken f rom the e dge. P it
P 354 Layer
7 .
Small
D 25b
Cunliffe,
F inds
1 984a,
F ig.
2 .174.
8 37
cp.
3
A roughly r ectangular s trip f ragment measuring 4 0mm l ong, 2 4mm w ide, and 1 .5mm t hick. Two r ivets a re present t owards t he base o f the p iece. The s ample was t aken f rom t he t op e dge. P it
P816
Layer
D 26a
1 .
Small
Cunliffe,
F inds
1 984a,
F ig.
cp.
1 13
A s mall wedge measuring 3 9mm l ong, and 8 x5mm below the deformed butt, t apering to a s till T he s ample was t aken f rom t he blade. P h
476.
Cunliffe,
Small
D 26b
F inds
2 .121.
1 984a,
F ig.
i n d imensions s harp blade.
2 .185.
4 25
cp.
A bucket handle f ragment measuring 3 81mm l ong, d iameter. The l ooped a ttachments on each end o f a re m issing. The s ample was t aken f rom one end. P it
P 354 Layer
7 .
Cunliffe,
1 43
1 984a,
F ig.
-
7
a nd 6mm i n t he handle
2 .171.
D 27a
Small
F inds
1 71
cp.
7
A r ectangular s heet measuring 6 4mm l ong, 2 1mm w ide a nd 2mm t hick. One edge i s f olded over, and a r ivet hole p ierces t he c entre o f t he a rtefact. The s ample was t aken f rom one end. P it
P 79
Layer
D 27 b
6 .
Small
Cunliffe,
F inds
1 984a,
1 299
4 53.
Cunliffe,
Small
D 28a
F inds
A blade t ang measuring 4 7mm Two r ivet holes p ierce the t aken f rom one end. P it
P 26
Layer
3 .
Small
D28b
1 984a,
P 26
Layer
6 .
Small
D29a
2 .155.
1 984a,
F ig.
2 97
2 .35.
c p. 8 x8mm e nd.
1 984a,
1 19
9 :F1.
c p.
Cunliffe,
1 44
1 984a,
6
rod 4 x8mm i n t aken f rom one
e nd. 8 .
7
i n d imesnions.
F ig.
A c lamp produced by bending a 1 33mm l ong d imensions, i n two places. The s ample was
Layer
7
l ong, 2 5mm w ide and 2 mm t hick. c entral axis. The s ample was
Cunliffe,
F inds
F ig.
c p.
A b roken rod measuring 7 0mm l ong, a nd The s ample was taken f rom the complete P it
7
and 7 -8mm t hick. The s ample was
2 95
Cunliffe,
F inds
2 .124.
c p.
A c lamp measuring 9 1mm l ong, 1 0.5mm w ide, Both ends a re bent i n the s ame d irection. t aken f rom one end. Layer
F ig.
F ig.
2 .157.
D29b
Small
A s mall, meter. handle. Layer
8 .
Cunliffe,
Small
A r oughly r ectangular w ide, and 2 mm t hick. P79
1 35
cp.
6
curved r od measuring 1 31mm l ong, and 6mm i n d iaThe a rtefact was probably a portion o f a bucket The s ample was t aken f rom one e nd.
D 30a
P it
Finds
Layer
4 .
D 3 Ob
S mall
F inds
1 984a,
F ig.
2 .172.
2 00
cp.
s trip measuring 7 6.5mm l ong, The s ample was t aken f rom one Cunliffe,
F inds
1 984a,
F ig.
7
2 7-30mm end.
2 .127.
2 10
cp.
7
A l arge amorphous s haped i ngot approximately 7 5mm l ong, 3 5mm w ide, and 2 5mm thick. The s ample was t a l en f rom one corner. P it
P79
Layer
4 .
Small
D3la
Cunliffe,
F inds
P652
Layer
D3lb
2 .
Small
Cunliffe,
F inds
F ig.
: .205.
7 42
A t anged object o f u ndeterminable 6 -9mm w ide, and 5 -7mm thick. The e dge above the t ang. P it
1 984a,
cp.
u se measuring ' Omm l ong, s ample was t ak n f rom one
1 984a,
F ig.
9 F 6.
cp.
1 337
A roughly t riangular s heet f ragment measuring ap 40mm long on each s ide. A s ingle perforation i s one rounded c orner, and portions o f t he o ther a re m issing. The s ample was t aken f rom one edge Ph3508
Layer
2 .
Cunliffe,
1 45
7
1 984a,
F ig.
3 ?
r oximately p resent i n 40 c orners
2 1 25.
D32a
Small
F inds
1 39
cp.
A curved r od f ragment measuring 7 4mm l ong, d iameter a t one end tapering t o a s harp point The s ample was t aken f rom t he pointed end. P it
P63A Layer
D 32b
6 .
Small
Cunliffe,
F inds
1 984a,
3
and 5 mm i n a t t he o ther.
F ig.
8 24
9 :E11.
cp.
1 -3
A r ectangular s heet measuring 4 0mm l ong, 2 0mm w ide, and 3 .5mm thick. The a rtefact has two l arge perforations a long i ts c entral axis. The s ample was t aken f rom one e nd. Layer
2 29.
D 33a
Cunliffe,
Small
F inds
1 984a,
1 34
P75
Layer
1 .
Small
D33b
Cunliffe,
F inds
2 .141.
cp.
A s ocket f ragment measuring 4 8mm l ong, The s ample was t aken f rom one end. P it
F ig.
1 984a,
a nd
1 6-21mm
F ig.
1 200
3 74.
Cunliffe,
cp.
Small
D 101
Finds
1 984a,
F ig.
1 4
w ide.
9 :E11.
A rod f ragment measuring 1 52mm l ong, and 4 x4mm i n s ions a t one end tapering to a s harp point at the The s ample was t aken f rom the pointed end. Layer
5
5 d imeno ther.
9 :F10.
cp.
7
A complete currency bar measuring 8 01mm l ong, 3 5mm w ide, and 5mm thick. The s ample was t aken by C . Salter f rom the edge. T rench
1 Layer
5 3.
Cunliffe,
146
1 984a,
F ig.
2 .77.
D 102
Small
F inds
1 5
cp.
7
A complete currency bar measuring 8 07mm l ong, 3 7mm w ide, a nd 5 mm t hick. T he s ample was t aken by C . S alter f rom t he e dge. T rench
1 Layer
D 103
5 3.
S mall
Cunliffe,
F inds
1 984a,
F ig.
1 6
2 .78.
cp.
A currency bar m easuring 7 70mm l ong, 3 8mm w ide, and t hick. A portion o f t he s ocket and t he s haft near point are m issing. The s ample was t aken by C . S alter t he edge. T rench
1 Layer
5 3.
S mall
D 104
Cunliffe,
F inds
1 984a,
F ig.
1 7
7 3 mm the f rom
2 .79.
cp.
7
A currency bar m easuring 8 10mm l ong, 3 6mm w ide, a nd 4mm t hick. A portion of t he point and t he end o f the s ocket a re m issing. The s ample was t aken by C . S alter f rom t he e dge. T rench
1 Layer
5 3.
S mall
D 105
Cunliffe,
F inds
1 984a,
F ig.
1 8
2 .80.
cp.
A currency bar m easuring 7 84mm l ong, 3 9mm w ide, a nd t hick. A small portion o f t he point and t he e nd o f s ocket a re m issing. The s ample w as t aken by C . S alter the edge. T rench
1 Layer
5 3.
Small
D 106
Cunliffe,
F inds
1 984a,
F ig.
1 9
7 5 mm t he f rom
2 .81.
cp.
7
A complete currency bar measuring 8 05mm l ong, 3 8mm w ide, and 4mm t hick. T he s ample was t aken by C . Salter f rom t he e dge. T rench
1 Layer
5 3.
Cunliffe,
1 47
1 984a,
F ig.
2 .82.
D 107
Small
Finds
2 0
cp.
7
A complete currency bar measuring 8 15mm l ong, 3 9mm w ide, and 5mm thick. The sample was t aken by C . Salter f rom the e dge. T rench
1 Layer
D 108
5 3.
Small
Cunliffe,
F inds
1 984a,
F ig.
2 1
cp.
A currency bar measuring 7 77mm long, 3 7mm thick. Portions of the socket a re m issing. t aken by C . Salter f rom the edge. T rench
1 Layer
D 109
5 3.
Small
Cunliffe,
F inds
1 984a,
1 Layer
D 110
5 3.
Small
Cunliffe,
F inds
F ig.
3 5mm wide, The s ample
F ig.
2 3
4mm was
2 .84.
cp.
1 984a,
7
w ide, and The s ample
2 2
A currency bar measuring 7 99mm l ong, thick. Part of the point i s m issing. by C . Salter f rom the edge. T rench
2 . 83.
7
and 3mm was t aken
2 .85.
cp.
7
A complete currency bar measuring 7 89mm l ong, 3 5mm w ide, and 5 mm thick. The sample was taken by C . Salter f rom the edge. T rench
1 Layer
5 3.
Small
D 111
Cunliffe,
F inds
1 984a,
F ig.
24
2 .86.
cp.
7
A complete currency bar measuring 7 85mm l ong, 40mm w ide, and 5mm thick. The sample was taken by C . Salter f rom the e dge. T rench
1 Layer
5 3.
Cunliffe,
148
1 984a,
F ig.
2 .87.
D 112
Small
F inds
2 5
cp.
7
A currency bar measuring 7 65mm l ong, 3 8mm w ide, a nd t hick. P art o f the s ocket i s m issing. The s ample t aken by C . Salter f rom t he edge. T rench
1 Layer
D 120
5 3.
Small
Cunliffe,
F inds
1 984a,
F ig.
2 07
5 mm was
2 .88.
cp.
7
A s ocketed t ool f ragment measuring 6 7mm l ong, 1 6mm w ide a t t he top o f the s ocket, and 6 -7.5mm t hick. The base o f the s ocket, a nd a f lattened t ool o f u ndetermined u se a re m issing. The s ample was t aken by C . Salter f rom t he edge o f the t op of t he s ocket. P it
P79
Layer
D 121
4 .
Small
Cunliffe,
F inds
1 984a,
F ig.
2 114
9 :E13.
cp.
-
A blade point m easuring 3 2mm l ong, a nd 1 3mm w ide a t the f racture tapering t o a s harp point. The s ample was t aken by C . Salter f rom t he cutting e dge near t he point. L ayer
3 93.
D 122
Cunliffe,
Small
F inds
1 984a,
1 203
3 93.
D 123
Cunliffe,
Small
F inds
2 .38.
cp.
A currency bar point measuring 1 04mm l ong, 4 mm thick. The s ample was t aken by C . e dge. L ayer
F ig.
1 984a,
7
2 8mm w ide, S alter f rom
F ig.
2 09
and the
2 .99.
cp.
7
A c omplete, t anged object, o f undetermined u se, measuri ng 9 6mm long, 2 8mm w ide a t t he top of t he tang, and 2 0mm t hick. The s ample was t aken by C . S alter f rom t he e dge a t t he top of the t ang. P it
P79
Layer
4 .
Cunliffe,
149
1 984a,
F ig.
9 :E14.
D 124
Small
F inds
7 02
cp.
4
A c lamp measuring 1 25mm l ong, 4 .5mm w ide, and 5mm t hick. The a rtefact i s bent i n three places to f orm a r ectangular outline. The s ample was t aken by C . Salter f rom t he c entre s ection o f t he c lamp. P it
P 617
Layer
D 125
2 .
Small
Cunliffe,
F inds
1 984a,
F ig.
1 205
9 :F5.
cp.
-
A r od f ragment measuring 49mm l ong, and 5 x5mm i n d imensions a t one e nd t apering t o 4 x4mm a t t he other. The s ample was t aken by C . Salter f rom one e dge. Layer
3 93.
D 126
Cunliffe,
Small
F inds
1 984a,
F ig.
1 211
9 :F10.
c p.
A nail measuring 1 7mm l ong, w ith a f orged f lattened The s ample was t aken by C . Salter f rom the head. Layer
3 93.
Cunliffe,
Small
D 127
F inds
1 984a,
F ig.
1 75
head.
2 .183.
c p.
7
A bar f ragment measuring 5 1mm long, and 1 5x7mm i n d imens ions. The s ample was t aken by C . S alter f rom one e dge n ear one e nd. P it
P 79
Layer
5 .
Small
D 128
Cunliffe,
F inds
1 984a,
F ig.
7 39
9 :E12.
c p.
7
A complete r ing s taple measuring 4 5mm l ong. The a rtefact was produced by f orging a rod measuring 5 -6mm i n d iameter i nto a r ing a t one e nd. The s ample was t aken by C . Salter f rom t he back o f the r ing. P it
P 672
Layer
2 .
Cunliffe,
1 50
1 984a,
F ig.
2 .188.
D129
Small
F inds
2 08
cp .
7
A s ocketed f errule measuring 5 7.5mm long , and 2 0mm w ide a t the top of the socket tapering to a point. The sample was t aken by C . Salter f rom the s ocket. P it
P79
Layer
4 .
D 130
Cunliffe,
Small
F inds
1 984a,
F ig.
2 .52.
2 11
cp .
7
A s mall, hooked c utting blade measuring 8 1mm long , and 2 2mm w ide a t the base o f the blade. A s ingle r ivet p ierces the base of t he s ocket between t he t wo f langes. The s ample was t aken by C . Salter f rom the cutting edge a t the hook. P it
P 79
Layer
4 .
D131
Cunliffe,
Small
F inds
1 984a,
F ig.
2 .5.
1 238
cp .
7
A complete tool o f undetermined u se measuring 1 22mm long , 9mm w ide and 6 .5mm t hick. The bar has been bent t o a r ight a ngle near the point, and f lattened a t t he t ip . The s ample w as t aken by C . S alter f rom one s ide. P it
P978
Layer
1 .
Small
D132
Cunliffe,
F inds
A rod f ragment measuring The sample was t aken by C . P it
P672
Layer
2 .
Small
D133
F ig .
2 .68.
7 50
cp .
44mm long and 7mm in Salter f rom one end.
Cunliffe,
F inds
1 984a,
1 984a,
F ig.
1 227
7
d iameter.
9 :F6.
cp .
7
A t anged f ile measuring 6 8mm long, 8mm w ide a t the base o f the blade tapering to 3mm w ide at the f racture, and 2mm thick. The bottom of the t ang and the t ip of the f ile are m issing. The sample was taken by C . Salter f rom one s ide o f
t he
Layer
a rtefact 3 93.
n ear
t he
f racture. Cunliffe ,
1 51
1 984a,
F ig .
2 .55.
D134
Small
F inds
1 227
c p .
7
A s econd sample was taken f rom the artefact described i n D 133. The sample was taken by C . Salter f rom the e dge of the a rtefact near the t ip . Layer
3 93.
D135
Cunliffe,
Small
F inds
1 984a,
F ig.
1 3
c p .
A heavy blade f ragment measuring 66mm long, wide. The sample was taken by C . Salter f rom e dge. T rench
9 Layer
D136
8 .
Small
Cunliffe,
F inds
2 .55.
1 984a,
F ig .
3 36
7
and 1 6-29mm the cutting
2 .41.
c p .
1 -3
A currency bar measuring 1 15mm long, 36mm wide a t the top of the socket, and 4mm thick. Most of the blade i s m issing . The s ample w as t aken by C . Salter f rom t he edge. P it
P 149
Layer
2 .
Small
D137
Cunliffe ,
F inds
1 984a ,
F ig .
3 88
2 .97 .
c p .
7
A socketed f errule measuring 107mm long, and 2 2mm w ide a t the base of the socket tapering to 7mm at the t ip. A substantial portion of the socket i s missing. The sample was t aken by C . S alter f rom one e dge near the t ip . P it
P 286
Layer
1 0.
Small
D138
Cunliffe ,
F inds
1 984a ,
F ig .
5 41
2 .53 .
c p .
6
A s econd sample was taken f rom the artefact described D 12. The s ample was t aken by C . S alter f rom the l oop . Layer
4 .
Cunliffe ,
1 52
1 984a,
F ig .
2 .165.
i n
D 139
Small
F inds
5 0
cp .
5
A socketed chisel measuring 176mm long, and 2 3mm in diam eter a t t he s ocket t apering t o 1 3mm a t t he head. Portions of the socket and the blade are missing. The sample was t aken by C . Salter f rom the blade. T rench
1 1
Layer
D 140
6 8.
Small
Cunliffe,
F inds
1984a,
F ig .
4 9
2 .46.
cp .
-
A lobate horse shoe f ragment measuring 94mm long. nails and three punctures are present. The sample t aken by C . S alter f rom the edge near the i ntact end. T rench
1 2
Layer
D141
1 4 .
Small
Cunliffe,
F inds
1 984a,
F ig .
2 27
Two was
2 .73.
cp .
7
A tang f ragment measuring 40mm long, and 6x8mm in dimens ions. An oval washer i s a ttached a t one end, and measures 3 4mm long , 2 7mm w ide, and 2mm thick. The s ample was t aken by C . Salter f rom the tang at the end not possessing the w asher. P it
P 110
Layer
D 142
1 .
Small
Cunliffe,
F inds
1 984a,
F ig .
9 68
2 .175.
cp .
7
A blade measuring 7 3mm long, and 1 7mm w ide at the base of the blade tapering to 1 1.5mm at the f racture. Two r ivets p ierce the base, and the point i s m issing. The s ample was t aken by C . Salter f rom t he cutting edge near the r ivets. P it
P878
Layer
7 .
Small
D 143
Cunliffe,
F inds
1 984a,
F ig.
9 5
2 .36.
cp .
5
A ring measuring 1 7.5mm in diameter, and produced f rom a rod measuring 20mm wide and 3 .5mm thick. A small tang of d imensions 6x8mm, protrudes f rom one edge. The sample was t aken by C . Salter f rom one edge o f the r ing . P it
P32B
L ayer
2 .
Cunliffe,
1 53
1 984a,
F ig.
2 .142.
D 144
Small
F inds
2 03
cp.
7
A bar f ragment measuring 44mm l ong, and 1 2.5x12.5mm i n d imensions a t one end tapering to 1 0x7.5mm a t the o ther. The s ample was t aken by C . Salter f rom one edge n ear t he t hick end. P it
P 79
Layer
D 145
Cunliffe,
Small
A bar 8 .5mm end. P 433
4 .
f ragment t hick.
Layer
F inds
F ig.
9 :E13.
5 39
cp.
measuring 3 4mm l ong, 2 7-33mm w ide, The s ample was t aken by C . Salter
5 .
D 146
1 984a,
Cunliffe,
Small
F inds
1 984a,
F ig.
7
a nd 7 .5f rom one
9 :F4.
9 35
cp.
-
A t anged blade measuring of t he blade t apering t o s ample was t aken by C . t he t ang.
1 24mm l ong, 1 2mm w ide a t t he base a s harp point, and 3 mm t hick. The Salter f rom t he c utting e dge near
Unstratified.
Cunliffe,
Small
D 147
F inds
1 984a,
F ig.
2 .28.
9 32
c p.
7
A t anged blade f ragment measuring 8 2mm l ong, and 2 6mm w ide a t t he base of t he blade. The bottom o f t he tang a nd t he point o f t he blade a re m issing. The s ample was t aken by C . Salter f rom the tang. P it
P896
Layer
D 148 A The
3 .
Cunliffe,
Small
nail
measuring
s ample was
Unstratified.
F inds
5 0mm
F ig.
2 .27.
cp.
3 04a
l ong,
t aken by C .
1 984a,
w ith a f orged
Salter
Cunliffe,
1 54
f rom
f lattened head.
the head.
1 984a,
-
F ig.
9 :F2.
D 149
Small
F inds
3 04b
cp.
A nail measuring 5 0mm l ong w ith a f orged f lattened T he s ample was t aken by C . Salter f rom t he head. Unstratified.
D 150
Cunliffe,
Small
F inds
1 984a,
F ig.
3 04c
head.
9 :F2.
cp.
-
A nail f ragment measuring 4 2.5mm l ong w ith a f orged f latt ened head. The s ample was t aken by C . Salter f rom t he h ead. U nstratified.
D 151
Cunliffe,
Small
F inds
1 984a,
F ig.
6 76
9 :F2.
cp.
7
A round-headed w edge measuring 6 2mm l ong, and 1 0x12mm i n d imensions below t he head tapering t o 7 x7.5mm a t t he f ract ure. The base o f t he wedge i s m issing. The s ample was t aken by C . Salter near t he f racture. P it
P556
Layer
4 .
Small
D 152
Cunliffe,
F inds
1 984a,
F ig.
1 74
2 .186.
cp.
7
A z -shaped object produced f rom a bar measuring 7 0.5mm l ong, 4-9mm w ide, and 4-5mm t hick. The s ample was t aken by C . Salter f rom t he m iddle s ection. P it
P79 Layer
D 153
5 .
Small
Cunliffe,
F inds
1 984a,
F ig.
8 18
2 .164.
cp.
A t anged object measuring 8 5mm l ong and 4 5x5x4mm a t t ang. The broken blade measures 1 3x4mm i n d imensions. s ample was by c . Salter f rom t he f ractured end. L ayer
2 14.
Cunliffe,
1 55
1 984a,
F ig.
9 :F7.
7 t he The
D 154
Small
F inds
1 302
c p.
3
A t anged, s ocketed, hooked c utting blade measuring 1 18mm l ong, and 3 4mm w ide a t t he base o f t he blade. The point o f t he blade and the base o f t he t ang a re m issing. A r ivet hole pierces t he base o f t he s ocket between t he t wo f langes. The s ample was t aken by C . Salter f rom t he cutt ing edge near t he s ocket. P it
P 1034 Layer
D 155
1 .
Small
Cunliffe,
F inds
1 984a,
F ig.
1 326
2 .3.
c p.
4-5
A roughly r ectangular bar f ragment measuring 48mm long, 3 7mm w ide, and 7 mm t hick. The s ample was t aken by C . Salter f rom one e dge. Layer
4 25.
D 156
Cunliffe,
Small
F inds
1 984a,
F ig.
1 326
9 :F14.
c p.
4-5
A s econd s ample was t aken f rom t he a rtefact d escribed i n D 155. The s ample was t aken by C . S alter f rom t he opposite end. Layer
4 25.
Cunliffe,
Small
D 157
F inds
1 984a,
F ig.
1 346
9 :F14.
c p.
7
A chisel f ragment measuring 6 3mm l ong, and 6 x6mm i n d imens ions a t the tang t apering to 1 2x2.5mm a t the f racture. Portions o f t he blade and the t ang a re m issing. T he sample was t aken by C . S alter f rom t he f racture. Layer
5 22.
Cunliffe,
Small
D 158
F inds
1 984a,
F ig.
1 346
c p.
A s econd s ample was t aken f rom t he a rtefact D 157. The s ample was t aken by C . S alter n ear Layer
5 22.
Cunliffe,
1 56
2 .48.
1 984a,
F ig.
7
described i n t he f racture. 2 .48.
D 159
Small
F inds
1 372
cp.
A r oughly r ectangular bar f ragment measuring 2 8mm w ide, and 5 -5.5mm t hick. The s ample was S alter f rom one e nd. P it
P 1054 Layer
1 . •
Cunliffe,
1 984a,
F ig.
5
3 2mm l ong, t aken by C .
9 :F14.
D 160
S mall
9 74
c p.
A r ectangular 1 .5mm thick. e nd.
s trip measuring 7 5mm l ong, T he s ample was t aken by C .
1 6mm w ide, a nd S alter f rom one
P it
6 .
P911
Layer
D 161
F inds
Cunliffe,
S mall F inds
1 984a,
F ig.
4 4
7
2 .128.
cp.
-
A blade point m easuring 5 5mm l ong a nd 2 8mm w ide a t t he f racture t apering t o a r ounded point. The s ample was t aken by C . S alter f rom t he c utting e dge n ear t he f racture. T rench
1 4 L ayer
D 162
2 0.
Small
Cunliffe,
F inds
1 984a,
F ig.
2 .40.
c p.
4 4
-
A s econd s ample w as t aken f rom t he a rtefact d escribed i n D 161. The s ample was t aken by C . S alter f rom t he back e dge o f t he blade n ear t he point. T rench
1 4 Layer
2 0.
S mall
D 163
Cunliffe,
F inds
1 984a,
F ig.
4 41
2 .40.
cp.
7
A s ocketed ploughshare measuring 1 65mm l ong, a nd 4 2x15.5mm i n d imensions a t t he t op o f t he s ocket t apering t o 3 0x8mm a t the r ounded p oint. The s ample w as t aken by C . S alter f rom t he point. P it
P 354 Layer
7 .
Cunliffe,
1 57
1 984a,
F ig.
2 .70.
D 164
Small F inds
6 38
cp.
7
An a dze head measuring 1 33mm l ong, a nd 5 4x4mm i n d imensions a t t he cutting e dge t apering t o 2 0x21mm a t t he s ocket. The s ample was t aken by C . S alter f rom t he cutting e dge. P it
P 589 Layer
D 165
1 0.
Cunliffe,
Small F inds
1 984a,
F ig.
8 38
2 .49.
cp.7
A t anged, s ocketed, hooked c utting blade measuring 9 4mm l ong, and 2 9mm w ide a t t he base o f t he b lade. The t ip o f t he b lade a nd part o f t he t ang a re m issing. The s ample was t aken by C . S alter f rom t he c utting e dge a t t he hook. Layer
2 30.
Cunliffe,
D 166
Small F inds
1 984a,
F ig.
9 53
2 .14.
c p.
7
A hammer, adze o r p ick s ocket a nd butt f ragment m easuring 5 1mm l ong a nd 2 0mm t hick. The s ample w as t aken by C . S alter f rom t he butt. P it
P 911
Layer
Cunliffe,
Small F inds
D 167 A s econd D 166. The s ocket. P it
1 .
P 911
s ample was s ample w as
Layer
1 .
F ig.
9 53
2 .51.
c p.
7
t aken f rom t he a rtefact described i n t aken by C . S alter f rom t he f ractured
Cunliffe,
Small F inds
D 168
1 984a,
1 984a,
F ig.
8 33
2 .51.
c p.
6
A l arge, s ocketed p ick measuring 2 10mm l ong, and 5 4.5x50mm i n d imensions a t t he t op o f t he s ocket t apering t o 1 0.5x25mm a t t he point. The s ample w as t aken by C . Salter f rom one s ide n ear t he point. P it
P 810 Layer
1 .
Cunliffe,
1 58
1 984a,
F ig.
2 .50.
D 169
Small
F inds
8 33
cp.
6
A s econd s ample w as t aken f rom t he a rtefact d escribed i n D 168. The s ample w as t aken by C . S alter f rom one s ide n ear t he s ocket. P it
P 810 Layer
1 .
D 170
Cunliffe,
Small F inds 8 33
P 810 Layer
1 .
D 171
Cunliffe,
Small F inds
F ig.
-
A t hird s ample w as t aken f rom t he D 168. The s ample was t aken by C . t he s ocket. P it
1 984a,
2 .50.
cp.
6
a rtefact d escribed i n S alter f rom t he base o f
1 984a,
F ig.
8 33
2 .50.
cp.
6
A f our :th s ample w as t aken f rom t he'artefact'described i n D 168. The sample was t aken by C . S alter f rom t he base o f t he s ocket. P it
P 810
Layer
1 .
D 172
Cunliffe,
Small F inds
1 984a,
F ig. . 2.50.
1 46
c p.
7
A t anged f ile measuring 1 29mm l ong, 1 0-11mm w ide, a nd 2 mm t hick. The t eeth a re s et 4mm apart. The s ample was t aken by C . Salter f rom o ne e dge o f t he b lade. P it
P 27
Layer
4 .
D 173
Cunliffe,
Small
F inds
1 984a,
F ig.
1 396
2 .54.
cp.
8
A t anged s aw blade measuring 3 53mm l ong, 4 0mm w ide a t t he t op of the t ang t apering t o 1 8mm w ide a t t he t ip, a nd 3 -4mm t hick. The t eeth a re partially s et t o c ut on t he pull s troke. The s aw was broken i nto t wo p ieces a nd l ater r epaired i n t he I ron Age by l apwelding t he s ections t og ether. Two r ivets p ierce t he t ang. One o f t he t eeth was r emoved by C . Salter f or e xamination. P it
P 1078 Layer
1 0.
Cunliffe,
1 59
1 984a,
F ig.
2 .42.
D 174
Small
F inds
1 396
A s econd s ample was t aken f rom t he D 173. The s ample was t aken by C . t he blade. P it
P 1078 Layer
D 175
1 0.
Cunliffe,
Small F inds
cp.
8
a rtefact d escribed i n S alter f rom t he back of
1 984a,
F ig.
9 49
2 .42.
cp.
7
A r od m easuring 4 7mm l ong, a nd 4 .6x5mm i n d imensions a t one e nd t apering t o 2 x2mm a t t he other. The s ample was t aken by C . S alter f rom one e dge n ear t he w ider e nd. P it
P 878 Layer
D 176
4 .
Small
C unliffe,
F inds
1 984a,
9 52
P 878 Layer
Cunliffe,
Small F inds
D 177 A bar t hick. P it
5 .
9 :F9.
cp.
A t anged c hisel m easuring 1 36mm l ong , a nd b lade. The s ample was t aken by C . S alter t he a rtefact. P it
F ig.
1 984a,
7
3 mm w ide a t t he f rom t he s ide of
F ig.
1 235
2 .60.
cp.
3
f ragment measuring 3 7mm l ong, 3 6mm w ide, a nd 6 .5mm The s ample was t aken by C . S alter f rom one e nd.
P 982 Layer
D 178
2 .
Cunliffe,
Small F inds
1 984a,
1 520
F ig.
9 :F11.
cp.
-
An object consisting o f a 2 30mm l ong z -shaped s haft w ith a r ing a t one e nd. The a rtefact was produced f rom a rod m easuring 8mm i n d iameter. The s ample w as t aken by C . S alter f rom t he s haft. F 68 Layer
7 .
Unpublished.
1 60
D 179
Small F inds
1 517
Cp.
-
A r ectangular plate f ragment measuring 6 6mm l ong, 1 4mm w ide, and 6 -7mm t hick. The s ample was t aken by C . S alter f rom one end. F 68.
Unpublished
D 180
Small F inds
1 548
c p.
A r od measuring was t aken by C .
8 4mm l ong, a nd 3 mm i n d iameter. The S alter f rom one s ide n ear an end.
P it P 1385
1 .
Layer
D 181
s ample
Unpublished.
Small F inds
1 525
Cp.
-
A r od f ragment measuring 8 1mm l ong, a nd 1 0x1Omm i n d imens ions a t one end t apering t o a f lattened, split 1 3x3mm opposing end. T he s ample w as t aken by C . S alter f rom t he c omplete end. P it
P 1349 Layer
D 182
1 .
Small
Unpublished.
F inds
1 535
c p.
-
A b lade f ragment measuring 6 7mm l ong a nd 1 9-22mm w ide. s ample was t aken by C . S alter f rom one s ide. P it P 1345
Layer
3 .
Small
D 183
The
Unpublished.
F inds
1 519
cp.
-
A r ectangular s heet measuring 1 30mm l ong, 3 3mm wide a t e nd t apering t o 1 3mm a t t he o ther, a nd 5 -6mm t hick. s ample was t aken by C . S alter f rom one edge. F 68 Layer
6 .
Unpublished.
1 61
one The
D 184
Small
F inds
1 585
cp.
-
A c lamp f ragment measurrng 4 2mm l ong, 6mm w ide, and 2 -5mm t hick. The a rtefact i s bent i n t wo places to f orm t hree s ide o f a r ectangle. The s ample w as t aken by C . S alter f rom t he c entre s ection. Layer
6 13.
Unpublished.
D 185
Small F inds
1 522
A w edge measuring 1 30mm l ong w ith a f orged The s ample was t aken by C . S alter f rom one m iddle o f t he p iece. F 68 Layer
9 .
D 186 A s edond D 185. The F 68 Layer
s ample was s ample was 9 .
F inds
1 522
cp.
-
1 515
2 .
cp. s ample w as t aken
Unpublished.
Small
F inds
1 515
cp.
-
A s econd s ample was t aken f rom t he a rtefact d escribed D 187. The s ample was t aken by C . S alter f rom the hook. F68 Layer
2 .
D 189
i n
Unpublished.
Small F inds
D 188
f lattened head. s ide t owards t he
t aken f rom . t he a rtefact described t aken by C . S alter f rom the blade.
A c auldfon hook measuring 2 82mm l ong. The by C . S alter f rom t he s haft near the hook. F 68 Layer
-
Unpublished.
Small
D 187
cp.
i n
Unpublished.
Small
F inds
1 521
c p.
-
A curved r od measuring 2 39mm l ong, a nd 7 mm i n d iameter. The s ample was t aken by C . S alter f rom t he c omplete e nd. F 68 Layer
8 .
Unpublished.
1 62
FBDla
c p.
3 /4
A s mall, s ocketed, t anged, hooked c utting b lade m easuring 6 1mM l ong, a nd 1 9mm w ide , a t t he base o f t he ' blade. The s ample was t aken f rom t he c utting e dge between t he point and t he hook. P it
2 7.
C lay,
1 924,
F ig.
1 1-4.
FBD1b
cp.
3 /4
A l arge, t anged blade measuring 2 18mm l ong, a nd 3 4mm w ide a t t he base o f t he blade t apering t o a s lightly ' hooked, rounded point. The s ample was t aken f rom t he c utting e dge. P it
1 8.
HNYla
C lay,
Mu se um Acc.
. 1924,
F ig.
1 1-1.
D .163/1957-8
cp.
-
A s ocketed s pearhead measuring 1 02mm l ong, and 2 0mm w ide j ust above t he s ocket. Most o f t he blade i s m issing. T he s ample was t aken f rom t he c utting e dge n ear t he f racture.
HNYlb
Museum Acc.
D .355/1956-7
•
c p. ' -
A s ocketed s pearhead measuring 1 22mm l ong, a nd 2 5mm w ide j ust above t he s ocket. The point o f t he blade i s m issing. The s ample was t aken f rom one e dge n ear t he f racture.
HNY2a
Museum Acc.
D .352/1956-7
c p.
-
A s ocketed s pearhead measuring .8 7mm l ong, a nd 1 6mm w ide j ust . above t he s ocket. The point and t he e dge . o f t he blade a re m issing. A s mall m idrib i s present. T he s ample was t aken f rom t he e dge o f t he blade j ust above t he s ocket.
HNY2b
Museum Acc.
D .293/1956-7
A t anged ,dagger measuring 1 92mm l ong, above t he t ang t apering t o 1 3mm w ide a t The s ample w as t aken f rom one e dge o f t ang.
1 63
c p.
-
a nd 2 5mm w ide j ust t he r ounded point. t he blade n ear t he
HNY3a
Museum Acc.
D .34 6 /1 9 56-7
cp.
-
A s ocketed s pearhead measuring 124mm l ong, a nd 1 5mm w ide j ust above t he s ocket. Most o f t he point a nd t he e dges of t he b lade a re m issing. The s ample w as t aken f rom t he e dge o f t he blade j ust below t he t ip.
HNY3b
Museum Acc.
D .347/1956-7
cp.
-
A s ocketed s pearhead measuring 1 22mm l ong, a nd 2 6mm The point o f t he b lade i s m issing. The s ample w as f rom one e dge o f t he blade.
w ide. t aken
HNY4a
-
Museum Acc.
D .344/1956-7
cp.
A s ocketed s pearhead m easuring 1 69mm l ong, and 1 4mm w ide f rom t he m idrib t o t he r emaining corroded e dge. One s ide o f t he b lade a nd half o f t he o ther s ide a re m issing. The s ample was t aken f rom one o f t he corroded e dges.
Museum Acc.
D .320/1956-7
cp.
-
An a dze measuring 1 74mm l ong , 4 8mm w ide a t t he e dge o f t he blade t apering t o 2 1mm w ide j ust above t he s ocket, a nd 2 8mm t hick j ust above t he s ocket t apering t o a s till s harp e dge. The s ample was t aken f rom t he edge.
HNY5a
Museum Acc.
D .356/1956-7
cp.
-
A m idribbed blade, spearhead, o r d agger f ragment measuring 103mm l ong a nd 3 3mm w ide a t t he m idsection t apering t o 2 0mm a t t he f racture The point a nd t he t ang o r s ocket o f the object a re m issing. The s ample was t aken f rom t he e dge o f t he b lade.
HNY5b
Museum Acc.
D .130/1957-8
cp.
-
A l arge, c urved s trip f ragment measuring 1 66mm l ong, 3 2mm w ide a nd l Omm t hick. The a rtefact was p roduced f rom two 5 mm t hick s trips. T he s ample was t aken f rom t he e dge a t t he m aximum w idth.
1 64
HNY6a
Museum Acc.
D .121/1957-8
op.
-
A c urrency bar handle measuring 1 20mm l ong, 3 3mm w ide a t t he t op o f t he s ocket, and 5 mm t hick. The s ample was t aken f rom one edge.
HNY6b
Museum Acc.
D .116/1957-8
cp.
-
A c urved s trip measuring 1 94mm l ong, 3 3mm w ide, a nd 4 m I l l t hick. A mass o f i ron measuring 1 9mm t hick and approximately 2 7mm i n d iameter i s p resent a t one end. The s ample was t aken f rom t he f lat e nd.
HNY7a
Museum Acc.
D .132/1957-8
cp.
-
A c urrency bar blade f ragment measuring 1 79mm l ong, 3 7mm w ide, and 6 mm t hick. The a rtefact was p roduced by i nc ompletely w elding t hree plates l aterally t ogether. The s ample was t aken f rom one e dge.
HNY7b A c hariot tyre a nd 4mm thick.
HNY8a
Museum Acc.
D .366D/1956-7
cp.
f ragment measuring 1 92mm l ong, 2 9mm The s ample was t aken f rom one e dge.
Museum Acc.
D .134/1957-8
cp.
w ide,
-
A c urrency bar handle measuring 1 36mm l ong, 4 4mm w ide, a nd 5 -9mm t hick. The plates f orming t he object a re i nc ompletely w elded t ogether. The s ample was t aken f rom t he f lat e nd.
HNY8b
Museum Acc.
D .120/1957-8
cp.
A c urrency bar blade measuring 3 23mm l ong, 3 5mm w ide, 4mm t hick. The a rtefact i s f ractured a t both e nds. s ample was t aken f rom o ne e dge.
1 65
a nd The
HNY9a
Museum Acc.
D .119/1957-8
A currency bar handle f ragment measuring 3 23mm w ide, a nd 4mm t hick. The point o f t he a rtefact The s ample w as t aken f rom one e dge n ear t he s ocket.
HNY9b
Museum Acc.
D .379/i956-7
cp.
-
l ong, 2 9mm i s m issing. i ncomplete
cp.
A c urrency bar blade f ragment measuring 1 . 76mm l ong, 2 8-32mm w ide, a nd 3 -4mm t hick. The s ample w as t aken f rom one e dge.
HNY10a
Museum Acc.
D .139/1957-8
cp.
-
A p loughshare point measuring 1 80mm l ong, 2 5mm w ide a t the f racture t apering s lightly t o a blunt point, and 9mm t hick a t t he f racture t apering t o 2 mm a t t he point. The s ample was t aken f rom t he point.
HNY10b
Museum Acc.
D .333/1956-7
cp.
-
A c hisel measuring 1 79mm l ong, 1 4mm w ide, a nd 1 4mm t hick a t t he butt t apering t o a s till s harp b lade. The butt o f t he c hisel possesses a burr f rom being s truck w ith a hammer. The s ample was t aken f rom t he blade.
HNYlla
Museum Acc.
D .342/1956-7
c p.
-
A s ocketed s pearhead measuring 2 25mm l ong, a nd 2 0mm w ide a t t he t op o f t he s ocket t apering t o a . point. The m idrib measures 7 mm t hick a t t he s ocket a nd t apers t o t he p oint. The s ample was t aken f rom one e dge.
HNYllb
Museum Acc.
D .340/1956-7
A s pearhead point f ragment measuring w ide one end t apering t o a blunt m easures 8mm t hick a t t he f racture. f rom t he e dge n ear t he f racture.
1 66
cp.
1 49mm l ong, a nd 2 0mm point. The m idrib The s ample was t aken
HNY12a
Museum Acc.
D .351.1956-7
Cp.
-
A s ocketed s pearhead measuring 1 68mm l ong, and 2 5mm w ide a t t he w idest portion o f the blade. One s ide o f t he blade and t he point a re m issing. The m idrib i s 9mm t hick a t t he t op o f t he s ocket and t apers t o t he f racture. The s ample was t aken f rom one edge o f t he blade.
HNY12b
Museum Acc.
D .361/1956-7
cp.
-
A s ocketed p loughshare measuring 1 06mm l ong, 4 0mm w ide a t the base of t he socket t apering t o a blunt point, and 2mm thick a t t he point. A l arge portion o f t he s ocket i s m issing. The s ample was t aken f rom t he point.
HNY13a
Museum Acc.
D .130/1957-8
cp.
-
A c urrency bar blade f ragment measuring 1 36mm l ong, w ide, and 4-6mm thick. The s ample was taken f rom one
3 5mm e dge.
HNY13b
-
Museum Acc.
D .354/1956-7
cp.
A s ocketed s pearhead measuring 1 87mm l ong, and 1 9mm w ide a t the base o f t he s ocket. The blades on both s ides o f t he midrib a re m issing. The m idrib i s 8mm t hick a t t he s ocket, tapering to t he point. A s ingle r ivet hole p ierces the s ocket. The s ample w as t aken f rom t he corroded edge o f t he blade.
HNY14a
Museum Ace.
D .341/1956-7
cp.
-
A s ocketed s pearhead measuring 1 54mm l ong, and 1 8mm w ide a t the base o f t he s ocket. The edges of t he blades a re m issing. The s ample w as t aken f rom t he corroded e dge o f t he blade.
HNY14b
Museum Acc.
A
measuring
ploughshare
D .359/1956-7
1 34mm
l ong,
a nd
cp. 3 5x5mm
i n
d imen-
s ions a t the m iddle o f the socket t apering t o 1 4x5mm a t rounded point. One s ide o f t he s ocket i s m issing. sample was t aken f rom t he edge j ust behind t he point.
1 67
t he The
HNY15a
Museum Acc. D .123/1957-8
c p.
-
A s ocketed p loughshare measuring 4 43mm l ong, 2 8mm w ide j ust above t he s ocket t apering t o a blunt point, and 8mm t hick. The blade o f t he ploughshare w as p roduced by i ncompletely welding t hree i ron s heets l aterally t ogether. The s ample w as t aken f rom t he point.
HNY15b
Museum Acc.
D .292/1956-7
cp.
-
A t anged d agger f ragment m easuring 3 33mm l ong, a nd 1 5mm w ide a t t he f racture j ust below t he point. The point and t he e dges o f t he blade a re m issing. T he s ample w as t aken f rom one e dge o f t he b lade.
HNY16a
Museum Acc.
D .12 2 /1 9 57-8
cp.
-
A c urrency bar blade f ragment measuring 4 18mm l ong, 3 2mm w ide a t one end t apering t o 1 9mm a t t he o ther, a nd 4mm t hick. The s ample was t aken f rom one e dge.
HNY16b
Museum Acc.
D .11
7 /1 9 57-8
cp.
-
A c urrency bar point f ragment measuring 2 15mm l ong, 3 6mm w ide a t t he f racture t apering t o 2 0mm j ust above c orroded point. The s ample w as t aken f rom t he e dge.
HNY17a
Museum Acc.
D .294/1956-7
c p.
A t anged dagger measuring 3 49mm l ong, a nd 4 0mm w ide base o f t he blade t apering t o a b lunt point. The w as t aken f rom t he blade.
HNY17b
Museum Acc.
D .343/1956-7
cp.
and the
a t the s ample
-
A l arge, s ocketed s pearhead measuring 3 53mm l ong, a nd 4 2mm w ide a t t he base o f t he blade t apering t o a blunt p oint. The m idrib i s 9 mm t hick a t t he s ocket a nd a lso t apers t o t he point. The s ample was t aken f rom one edge o f the b lade.
1 68
HNY18a
Museum Acc.
D .33 2 /1 9 56-7
cp.
-
A c hisel measuring 2 26mm l ong, 1 2mm w ide, and 1 2mm t hick a t t he butt end t apering t o a s till s harp blade 1 2mm w ide. There i s no evidence of a burr on t he butt e nd. The s ample was t aken f rom the blade.
HNY18b
Museum Acc.
D .390/1956-7
A blacksmith' s d iameter shaft
poker consisting o f a ttached t o a f lat,
measuring s ample was
l ong, 3 6mm w ide, and 6 -8mm f rom the t ip of t he d isc.
HNY19a
1 20mm t aken
Museum Acc.
a 2 93mm ovally
D .392/1956-7
A blacksmith' s poker consisting o f a 3 22mm d iameter shaft a ttached t o a f lat, ovally measuring 9 0mm l ong, 5 2mm w ide, and 3 -5mm s ample was t aken f rom t he t ip of t he d isc.
HNY19b
Museum Acc.
D .339/1956-7
cp.
-
l ong, s haped
l lmm head
thick.
The
cp. l ong, s haped t hick.
cp.
l lmm head The
-
A s ocketed s pearhead measuring 2 14mm l ong, and 2 8mm w ide a t t he base o f the blade t apering t o l Omm a t the rounded point. The m idrib a lso t apers f rom 8mm t hick j ust above the socket t o t he point. A s ingle r ivet pierces t he s ocket. The s ample was t aken f rom t he blade.
HNY20a
Museum Acc.
D .336/1956-7
cp.
-
A s mall pick measuring 1 32mm l ong, 1 0-11mm w ide, and 8mm t hick a t t he s ocket t apering t o a s till s harp edge. The butt o f t he a rtefact possesses a burr f rom being s truck w ith a hammer. The s ample was t aken f rom t he blade.
HNY20b
Museum Acc.
D .324/1956-7
cp.
-
A s mall, hooked c utting blade measuring 1 40mm l ong, and 1 5mm w ide a t the f racture. The tang o r s ocket of the blade i s m issing. The s ample was t aken f rom t he cutting e dge a t t he hook.
1 69
HNY2la
Museum Acc.
D .33 4 /1 9 56-7
cp.
-
A chisel measuring 2 02mm l ong, 1 2mm w ide, a nd 5 mm t hick a t t he butt t apering t o a s harp blade. The butt o f t he c hisel possesses a burr f rom being s truck w ith a hammer. The s ample was t aken f rom t he blade.
HNY2lb
Museum Acc.
D .296/1956-7
cp.
-
A c hisel m easuring 1 38mm l ong, 8 -9mm w ide a t t he butt f laring t o 2 1mm a t t he blade, a nd 4mm t hick. A s imple i ron hilt i s p resent 5 3mm down t he s haft f rom t he base. The s ample was t aken f rom t he b lade.
HNY22a
Museum Acc.
D .349/1956-7
cp.
-
A l arge, l eaf-shaped, s ocketed s pearhead measuring 1 69mm l ong, a nd 2 8mm w ide f rom t he m idrib t o t he complete s ide of t he blade, t apering t o 4mm w ide a t t he blunt point. One s ide o f t he blade i s m issing. The s ample was t aken f rom t he c omplete s ide o f t he blade n ear t he point.
SNY22b
Museum Acc.
D .310/1956-7
cp.
A t anged blade measuring 1 56mm long, a nd 3 5mm w ide base o f t he blade t apering t o 1 3mm w ide a t t he point. The s ample was t aken f rom t he c utting edge.
HNY23a
Museum Acc.
D .118/1957-8
-
a t the r ounded
cp.
-
A currency bar ' point measuring 2 3mm l ong, 3 4mm w ide, 4mm t hick. The a rtefact i s bent a t t he f racture. s ample was t aken f rom one e dge n ear t he point.
HNY23b
Museum Acc.
D .331/1956-7
A c hisel measuring 2 79mm l ong, t hick tapering t o a s harp blade. t he b lade.
1 70
cp.
and The
-
9 -10mm w ide, a nd 9 -10mm T he s ample was t aken f rom
H NY24a An awl s haped d imensions a t 4 mm w ide blade.
HNY24b
Museum Acc.
D .38 7 /1 9 56-7
cp.
-
r od measuring 1 08mm l ong, a nd 1 0x10mm i n one end t apering t o 8 x10mm j ust before t he The s ample was t aken f rom t he blade.
Museum Acc.
D .388/1956-7
cp.
-
A n a wl s haped r od m easuring 8 6mm l ong, a nd 5 x5mm i n d imens ions a t the blunt e nd f laring t o 8 x8mm i n t he m iddle, and t hen t apering t o a 5 mm w ide s harp e dge. T he s ample was t aken f rom t he s harp e dge.
HNY25a
Museum Acc.
D .305/1956-7
cp.
-
A t anged blade measuring 1 00mm l ong, a nd 2 4mm w ide a t t he base o f t he blade t apering t o 7 mm w ide a t t he f racture. T he point o f t he b lade i s m issing. The s ample was t aken f rom t he cutting edge.
HNY25b
Museum Acc.
D .366/1956-7
cp.
A c hariot t yre f ragment measuring 3 24mm l ong, 3 6mm a nd 4-5mm t hick. T he s ample was t aken f rom one edge.
HNY26a
Museum Acc.
D .353/1956-7
A s pearhead f ragment measuring 2 14mm l ong, T he 8mm thick m idrib t apers t o t he point. t he blade i s p resent. The s ample was m idrib.
HNY26b
Museum Acc.
D .348/1956-7
cp.
w ide,
-
a nd 1 7mm w ide. Neither s ide o f t aken f rom t he
cp.
-
A s ocketed, l eaf-shaped s pearhead m easuring 1 32mm l ong, a nd 3 1mm w ide a t the base o f t he blade t apering t o 9mm w ide a t t he r ounded point. The s ample w as t aken f rom t he b lade n ear t he t op o f t he s ocket.
1 71
H I s TY27a
Museum Acc.
D .380/1956-7
cp.
-
A p ick measuring 1 28mm l ong, 9 mm w ide, a nd 1 2mm t hick at t he s ocket t apering t o a s till s harp e dge. The blade was produced by i ncompletely w elding t wo i ron s heets l aterally t ogether. The s ample was t aken f rom both s heets o f t he blade.
HNY27b
Museum Acc.
D .164/1957-8
A s ocketed, bent s pearhead measuring 2 17mm l ong, w ide. The e dges o f t he blade and t he point a re The s ample w as t aken f rom one e dge o f t he b lade.
HNY28a
Museum Acc.
D .295/1956-7
cp.
-
a nd 3 4mm m issing.
cp.
-
A t anged dagger measuring 2 98mm l ong, a nd 3 8mm w ide a t t he base o f t he blade t apering t o a blunt point. There i s no m idrib. The s ample was t aken f rom a c utting e dge n ear t he point.
INY28b
Museum Acc.
D .295/1956-7
cp.
-
A s aw f ragment measuring 1 18mm l ong, 3 0mm w ide a nd 3 mm t hick. The t eeth a re not a ligned. This a rtefact i s p art o f a c omplete s aw w ith t ang and bone handle. One o f t he t eeth was r emoved f or e xamination.
HNY29a
Museum Acc.
D .35 7 /1 9 56-7
cp.
-
A s ocketed, hooked c utting blade m easuring 1 21mm l ong, a nd 2 8mm w ide a t t he base o f the blade. A s ection o f t he b lade i s m issing above t he hook. The s ample w as t aken f rom t he cutting e dge below t he f racture.
HNY29b
Museum Acc.
D .327/1956-7
cp.
-
A s mall, hooked, c utting blade m easuring 9 1mm l ong, and 2 1mm w ide a t t he base o f the blade. One r ivet hole p ierces t he base. The base c urves s lightly , which may i ndicate a s ocket once e xisted. The s ample was t aken f rom t he c utting e dge a t t he hook.
1 72
HNY30a
Museum Acc.
D .291/1956-7
cp.
A t anged dagger measuring 1 85mm l ong, 3 3mm w ide o f t he blade, and 1 0mm t hick a long the central a rtefact i s f ractured 8 0mm u p t he blade. The t aken f rom t he cutting edge near t he f racture.
HNY30b
Museum Acc.
0 .288/1956-7
-
a t t he base a xis. The s ample was
cp.
-
A s word s cabbard f ragment measuring 6 3-68mm l ong, 3 5-37mm w ide, and 7 mm t hick a t t he edge where i t would have been connected t o t he t op half o f t he s cabbard, but 2 mm t hick predominantly. The s ample was t aken f rom the t hinner e dge.
HNY3la
Museum Acc.
D .301/1956-7
cp.
A t anged, bent blade measuring 1 45mm l ong, The s ample was t aken f rom t he cutting edge.
HNY3lb
Museum Acc.
A l inch-pin measuring f rom t he top t erminal.
HNY32a
D .362/1956-7
1 44mm
MuseuA Acc.
a nd
long.
The
D .315/1956-7
2 5mm w ide.
cp. s ample
-
was
cp.
t aken
-
A t anged blade measuring 1 29mm l ong, and 2 9-31mm w ide a t t he base of t he blade. The a rtefact i s bent a t a r ight a ngle j ust above t he t ang. The point o f t he blade i s m issing. The s ample was t aken f rom t he cutting e dge near t he
f racture.
HNY32b
Museum Acc.
D 168/1957-8
cp.
-
A hooked, cutting blade f ragment measuring 1 02mm l ong, a nd 3 8mm w ide a t t he f racture t apering t o a blunt point. The s ocket o f the blade i s m issing. The s ample was t aken f rom t he cutting e dge.
1 73
HNY33a
Museum Acc.
D .318/1956-7
cp.
-
A l arge hammer measuring 1 86mm l ong, 4 0mm w ide j ust in f ront of t he socket t apering t o 8mm a t the e dge, and 4 2mm t hick a t t he s ocket f laring t o 6 1mm a t t he e dge. The s ample was t aken f rom the edge.
HNY33b
Museum Acc.
D .300/1956-7
cp.
-
A t anged blade measuring 1 20mm l ong, a nd 3 2mm w ide a t t he base o f t he blade t apering t o 2 2mm w ide a t t he f racture. The point o f t he blade i s m issing. One r ivet p ierces t he t ang. The s ample was taken f rom t he cutting e dge.
HNY34a
Museum Acc.
D .308/1956-7
cp.
-
A s mall, t anged blade measuring 1 09mm l ong, and 1 9mm w ide at t he base of the blade t apering to 9 mm a t t he t ip. The s ample was t aken f rom t he cutting e dge.
HNY34b
Museum Acc.
D .298/1956-7
cp.
-
A t anged, bent blade measuring 1 95mm l ong, and 2 9mm w ide at t he base o f the blade t apering to 1 9mm j ust before the point. The s ample was t aken f rom t he c utting edge near t he base o f t he blade.
HNY35a
Museum Acc.
D .356/1956-7
cp.
-
A hooked s trip measuring 8 2mm l ong, 2 1-23mm w ide, a nd 4mm t hick. The s ample was t aken f rom the e xterior edge.
HNY35b
Museum Acc.
D .389/1956-7
cp.
-
A s word measuring 7 82mm l ong, and 4 7mm w ide a t t he base of t he blade t apering to 2 6mm w ide a t t he point. The bronze c hape i s s till i ntact. The s ample was t aken f rom one e dge of the s word.
1 74
HNY36a
Museum Acc.
D .165/1957-8
( 1)
cp.
-
A s mall, t anged, s lightly hooked b lade measuring 9 5mm l ong, a nd 1 9mm w ide a t t he base o f t he blade. The s ample was t aken f rom t he c utting e dge n ear t he point.
I -NY36b
Museum Acc.
D .29 7 /1 9 56-7
cp.
-
A t anged blade measuring 1 30mm l ong, a nd 3 1mm w ide a t t he base o f t he blade t apering t o 1 3mm w ide a t t he r ounded point. The t ang i s o nly 2 1mm l ong a nd t erminates i n a f lat s tump l Omm i n d iameter. The s ample was t aken f rom t he c utting edge n ear t he base o f t he b lade.
HNY37a
Museum Ace.
D .153/1957-8
( 2)
cp.
-
A blade f ragment m easuring 1 03mm l ong, a nd 2 5mm w ide a t t he base o f t he b lade t apering t o 1 3mm a t t he f racture. The t ang a nd the point a re m issing. The s ample was t aken f rom t he c utting e dge.
HNY37b
Museum Ace.
D .312/1956-7
cp.
-
A t anged blade measuring 1 32mm l ong a nd 2 0mm w ide a t t he base o f t he blade t apering t o l lmm w ide a t t he r ounded point. The t ang i s only 4mm l ong a nd t erminates i n a f lat s tump l Omm i n d iameter. The s ample w as t aken f rom t he c utting edge.
HNY38a
Museum Acc.
D .313/1956-7
cp.
-
A s hort, t anged blade measuring 1 00mm l ong, a nd 2 3mm w ide a t t he base o f t he blade t apering t o 8mm a t t he r ounded point. A r ivet p ierces t he t ang. The s ample was t aken f rom t he cutting e dge near t he base.
l iNY38b
Museum Ace.
D .325/1956-7
cp.
-
A hooked blade f ragment m easuring 1 06mm l ong, a nd 2 8mm w ide a t t he f racture a t t he base. The s ocket and t he point o f t he b lade a re m issing. The s ample w as t aken f rom t he cutting edge.
1 75
HNY 39a
Museum Acc.
D .326/1956-7
cp .
-
A hooked blade measuring 1 18mm long and 2 9mm wide at the base o f t he blade. The t ang a nd the point o f the blade a re m issing. The s ample w as t aken f rom t he cutting edge .
HNY39b
Museum Acc.
D .390/1956-7
cp .
-
A tanged, hooked cutting blade measuring 1 26mm long, 3 1mm w ide at the base of the blade. A rivet pierces tang. The sample was taken f rom t he cutting edge at hook.
HNY 40a
Museum Acc.
D .152/1957-8
( 3)
cp .
and the the
-
A curved s trip 1 49mm long , 5mm w ide , and 3 mm thick w ith an amorphous shaped bulb of i ron at one end. The s ample was t aken f rom the f lat end.
HNY40b
Museum Acc.
D .146/1957-8
c p.
-
A s traight bar mer _suring 478mm long, and 1 0x6mm i n dimens ions. One end of the bar has been forged an angle and pointed. The s ample was t aken f rom t he pointed e nd .
HNY41 a
Museum Acc.
D .314/1956-7
c p.
-
A tanged blade measuring 158mm long, and 2 0mm w ide at base of t he blade t apering t o l lmm a t the blunt point. s ample was L aken f rom the cutting e dge near the point.
HNY4lb
Museum Acc.
D .302/1956-7
cp .
the The
-
A s mall, t anged blade measuring 9 8mm long , a nd 2 5mm w ide a t the base o f the blade t apering t o 1 5mm a t the blunt point. The sample w E -s taken f rom the cutting edge at the base of t he
blade.
1 76
HNY42a
Museum Acc.
D .152/1957-8
( 4)
cp.
-
A curved rod measuring 1 78mm l ong, and 6 x8mm i n d imensions. One end of t he rod w as f ashioned i nto a l oop t hrough which a bar s till r emains. The a rtefact w as p robably part o f a bucket handle. The s ample was t aken f rom t he f ractured e nd o f t he r od.
HNY42b
Museum Acc.
D .145/1957-8
( 1)
cp.
-
A c hain l ink produced by f orging a 4 26mm l ong, 4 x5-5x10mm rod i nto an oval s hape and t hen bending t he l onger s ides o f t he oval t ogether t o f orm a f igure 8 . T he a rtefact m eas ures 1 85mm l ong, a nd 4 1-14-45mm w ide. The s ample was t aken f rom one end o f t he a rtefact.
HNY43a
Museum Acc.
A r od measuring 2 43mm l ong, a n angle 6mm f rom one end. s haft near t he bend.
Museum Acc.
HNY43b
D .146/1957-8
( 3)
and 7 -9mm i n d iameter The s ample was taken
1 940 Y
cp.
-
f orged a t f rom t he
cp.
-
An a dze measuring 1 57mm l ong, 9mm w ide i n f ront o f t he s ocket f laring to 3 6mm w ide a t t he blade, and 2 8mm t hick a t t he s ocket t apering t o a s harp edge. The s ample was t aken f rom t he blade.
Museum Acc.
HNY44a
D .155/1957-8
cp.
-
A hooked s trip f ragment measuring 7 0mm l ong, 1 6-18mm w ide, a nd 5 -6mm t hick. The s ample was t aken f rom t he hooked end.
Museum Acc.
HNY44b
D .169/1957-8
A l arge, t anged, hooked blade l ong, and 3 1mm w ide a t t he base of a l arge r ivet a re present. t he
i nside
e dge
near
t he
-
f ragment measuring 1 09mm o f t he blade. The r emains The s ample was t aken f rom
f racture.
1 77
Cp.
HNY45a
Museum Acc.
D .135/1957-8
A l adle f ragment measuring 2 83mm l ong, a long t he s haft. The s ample was t aken
HNY45b
Museum Acc.
cp.
-
and 6 mm i n d iameter f rom t he spoon.
D .136/1956-7
cp.
-
A s traight r od measuring 2 91mm l ong a nd 9 mm i n d iameter. A s mall l oop 2 8mm i n d iameter i s present a t one e nd. T he s ample w as t aken f rom t he s haft.
HNY46a
Museum Acc.
D .14 7 /1 9 57-8
cp.
-
A c urved r od measuring 2 96mm l ong, a nd 3 x12mm i n d imens ions. A r ivet hole p ierces one e nd. T he artefact w as p robably part o f a bucket handle. T he s ample was t aken f rom one e dge.
HNY46b
Museum Acc.
D .36 9 /1 9 56-7
cp.
-
A r ing nave produced f rom a r od measuring 7 -9mm i n d iameter. The d iameter o f t he a rtefact i s 9 8mm. The s ample w as t aken f rom a n e xternal e dge.
HNY47a
Museum Acc.
D .150/1957-8
( 6)
cp.
-
A r ing nave produced f rom a r od measuring 9 -11mm i n d iameter. The e xternal d iameter o f t he a rtefact i s 1 31mm. The s ample was t aken f rom a n e xternal e dge.
HNY47b
Museum Acc.
D .150/1957-8
( 4)
cp.
-
A r ing n ave p roduced f rom a r od measuring 8 -12mm i n d iameter. The external d iameter o f t he a rtefact i s 1 34mm. The s ample was t aken f rom a n e xternal e dge.
HNY48a
Museum Acc.
D .375/1956-7
cp.
-
A c auldron hook 4 94mm l ong produced f rom a rod m easuring 1 0mm i n d iameter. The s ample was t aken f rom t he back o f t he l oop.
1 78
HNY48b
Museum Acc.
D .170/1956-7
A p iece of f orging s crap measuring 1 63mm l ong, one end tapering t o 6 mm a t the o ther, and 7mm s ample was t aken f rom t he w ider e nd.
HNY49a A p iece of and 3 -5mm e nd.
Museum Acc. f orging t hick.
HNY49b
9 6mm l ong, taken f rom
-
1 4mm w ide a t t hick. The
D .170/1956-7
s crap measuring The s ample was
Museum Acc.
cp.
cp.
-
8 -10mm w ide, t he f lattened
D .170/1956-7
cp.
-
A p iece of f orging s crap measuring 1 38mm l ong, 6 -12mm w ide, and 2 -7mm t hick. The s ample was t aken f rom one edge o f t he a rtefact t owards one e nd.
HNY50a
Museum Acc.
D .170/1956-7
cp.
-
A p iece of f orging s crap measuring 1 97mm l ong, 7 -14mm w ide, and 4 -6mm t hick. The s ample was t aken f rom one edge o f the a rtefact.
Museum Acc.
HNY50b e
A p iece of f orging i n d iameter. The point.
HNY5la
s crap measui s ample was
Museum Acc.
A s econd sample was t aken f act described i n HNY50b.
HNY5lb
D .170/1956-7
Museum Acc.
cp.
r i g 1 42mm l ong, and the corrosion part
D .170/1956-7 f rom
t he
s ame point
D .360/1956-7
8-12mm o f one
cp. o f
-
the
cp.
a rte-
-
A ploughshare f ragment measuring 1 34mm l ong, 3 6mm w ide a t t he s ocket t apering t o 2 2mm w ide a t t he s quared-off point, a nd 5 mm thick. The s ample was t aken f rom the point.
1 79
MiY52a
Museum Acc.
D .140/1957-8
cp.
-
A ploughshare measuring 1 63mm l ong, 4 1mm w ide a t t he base o f t he s ocket tapering t o a s harp point, a nd 8mm t hick. The blade o f t he ploughshare was produced by i ncompletely welding t wo 4mm t hick s heets o f i ron t ogether. The s ample was t aken f rom t he point.
HNY52b
Museum Acc.
D .358/1956-7
cp.
-
Two ploughshares rusted t ogether, o ne i nserted i nto the s ocket of t he o ther. The outer ploughshare measures 1 28mm long, and 4 4mm w ide a t t he base of t he s ocket t apering to a rounded point 2 3mm w ide. The i nner ploughshare m easures 1 29mm l ong and 4 8mm w ide a t t he base o f t he s ocket t apering t o a point. The s ample was t aken f rom t he point o f the outer ploughshare.
HNY53a
Museum Acc.
D .113/1957-8
cp.
-
A f ragment measuring 9 6mm long, 3 9mm w ide a t t he f orged end t apering t o 2 1mm a t t he roughly rounded point, and 24mm t hick a t t he l arge end t apering t o 6 mm t hick. The a rtefact could be t he remains of a ploughshare. The s ample was taken f rom t he s maller e nd.
HNY53b
Museum Acc.
D .321/1956-7
cp.
-
An ädze measuring 1 58mm l ong, 5 0mm w ide a t the b lade tapering t o 1 9mm j ust i n f ront o f t he s ocket, a nd 2 1mm t hick a t t he s ocket t apering t o a s till s harp blade. The s ample was t aken f rom the blade.
HNY54a
Museum Acc.
D .323/1956-7
cp.
-
An a dze f ragment measuring 1 20mm l ong, 4 9mm w ide a t the blade t apering t o 1 3mm a t t he broken s ocket, and 2 5mm t hick a t t he s ocket t apering t o a s till s harp blade. Most o f the s ocket i s m issing. The s ample was t aken f rom the blade.
1 80
HNY54b
Museum Acc.
D .32 2 /1 9 56-7
cp .
-
An adze measuring 1 29mm long, 29mm wide at the blade t apering to 1 2mm w ide at the socket, and 1 3mm thick at the socket tapering to a still sharp blade. The sample was t aken f rom t he blade.
HNY55a
Museum Acc.
D .319/1856-7
cp .
-
An adze measuring 185mm long, 5 1mm wide at the blade tapering to 18mm j ust above the socket, and 24mm thick at t he s ocket t apering t o a s till sharp blade. The s ample w as t aken f rom t he blade.
HNY55b
Museum Acc.
D .33 5 /1 9 56-7
cp .
-
A c hisel measuring 1 79mm long, 14mm wide, and lmm thick. The a rtefact s hows i ndications o f having been s truck on t he s olid butt end. The s ample was t aken f rom the blade.
HNY56a
Museum Acc.
D .16 7 /1 9 57-8
( 1)
cp .
-
An a wl shaped rod measuring 8 4mm long , and 8mm i n d iameter at one end tapering to 5 x2mm in d imensions at the point. The s ample w as t aken f rom the p oint.
L INY56b
Museum Acc.
D .16 7 /1 9 57-8
( 2)
cp .
-
A pointed rod measuring 85mm long, and 6-9mm i n diameter. The s ample w as t aken f rom t he point.
HNY57a
Museum Acc.
D .385/1956-7
cp .
-
A rod measuring 89mm long, and 1 2mm in diameter. One end has been i ntentionally g round t o a pyramidal point w ithin the last 3 0 years. The sample was t aken f rom one s ide of the point.
HNY57b
Museum Acc.
D .126/1957-8
cp .
-
A f ile-shaped bar measuring 1 26mm long, 1 5mm w ide a t end tapering to 8mm at the other, and 4-8mm thick. s ample was t aken f rom the w ider end .
1 81
one The
HNY58a •
Museum Acc.
D .386/1956-7
A r od , measuring 7 8mm l ong, and end t apering t o a 4 x2mm point a t t aken f rom t he point.
HNY58b A tyre t hick.
HNY59a
Museum Acc.
cp.
9 x9mm i n d imensions a t one t he o ther. T he s ample was
D .129/1957-8
f ragment measuring 1 68mm l ong, 3 2mm w ide, The s ample was t aken f rom one s ide.
Museum Acc.
-
D .338/1956-7
cp.
-
and
2 -4mm
cp.
-
A s ocketed object measuring 1 57mm l ong, a nd 2 9mm i n d iameter at the base of t he s ocket t apering t o l Omm a t t he opposing e nd. The a rtefact may have been a c hisel o r a f errule. The s ample was t aken f rom t he end.
HNY59b
Museum Acc.
D .165/1957-8
( 2)
cp.
-
A f ragment measuring 7 7mm l ong, 6 mm w ide a t o ne e nd t apering t o 3 mm a t t he c entre t hen f laring t o 1 3mm w ide a t t he o ther e nd, and 2 -4mm t hick. The s ample w as t aken f rom t he w ider e nd.
HNY60a
Museum Acc.
D .138/1957-8
cp.
-
A head o f a blacksmith's poker c onsisting o f a 1 42mm l ong, 1 2mm d iameter s haft a ttached t o a f lat, ovally s haped head 6 8mm l ong, 3 4mm w ide, and 3 mm t hick. The s ample was t aken f rom t he t ip o f t he head.
HNY60b
Museum Acc.
D .158/1957-8
cp.
-
A blacksmith's poker c onsisting o f a 1 1x9mm s haft, 7 5mm l ong a ttached t o a c ircular head 3 1mm i n d iameter, a nd 2 mm t hick. The s ample was t aken f rom t he c ircular head.
1 82
HNY6la
Museum Acc.
D .391/1956-7
cp.
-
A blacksmith's poker f ragment consisting o f a n 1 1x5mm, 6 8mm l ong s haft a ttached t o an ovally s haped head 1 15mm l ong, 4 2mm w ide, a nd 3 mm t hick. The s ample w as t aken f rom one e dge o f t he head.
HNY6lb
Museum Acc.
D .389/1956-7
cp.
-
A blacksmith's poker f ragment c onsisting o f a n 8mm d iameter, 2 46mm long s haft a ttached t o an ovally s haped head 1 54mm l ong, 4 3mm w ide, and 3 mm t hick. The s ample was t aken f rom one edge o f t he head.
HNY62a
Museum Acc.
D .12 4 /1 9 57-8
cp.
-
A s ocketed ploughshare measuring 5 99mm l ong, 4 7mm w ide a t t he t op o f t he s ocket, and 7 mm t hick. The s ample was t aken f rom o ne edge o f the a rtefact t owards t he m iddle.
HNY62b
Museum Acc.
A r oughly r ectangular w ide, a nd 2 mm t hick. n ear a n e nd.
HNY63a
D .153/1957-8
s trip measuring The s ample was
Museum Acc.
D .162/1957-8
cp. 1 55mm t aken
-
l ong, 1 3-24mm f rom one s ide
cp.
-
A poorly produced, s ocketeä t ool m easuring 1 55mm l ong, a nd 2 8mm i n d iameter a t t he base o f t he s ocket t apering s harply t o 1 2mm a t t he shaft. The a rtefact may have been a c hisel. The s ample was t aken f rom t he end o f t he s haft.
HNY63b
Museum Acc.
D .303/1956-7
cp.
-
A s hears blade measuring 1 12mm l ong, a nd c onsisting o f a 2 x14mm s haft a ttached t o a 1 4mm w ide blade t apering t o a r ounded point 9 mm w ide. Thc - s ample was t aken f rom t he cutting e dge a t the base o f t te blade.
1 83
HNY64a
Museum Acc.
D .309/1956-7
A hooked f ragment measuring 6 1mm l ong, 2 1mm w ide t apering t o 6mm a t t he o ther, and 5 -6mm thick. w as t aken f rom t he w ider e nd.
HNY64b
Museum Acc.
cp.
a t o ne e nd The s ample
D .336/1956-7
A s aw f ragment m easuring 1 21mm l ong, 3 1mm w ide f racture tapering t o 1 6mm a t t he rounded point, t hick. One t ooth was r emoved f or e xamination.
HNY65a
Museum Acc.
D .393/1956-7
-
cp.
-
a t a nd
cp.
t he 4mm
-
A blacksmith's poker f ragment c onsisting of a 1 0x2mm, 1 57mm l ong s haft a ttached t o an ovally s haped head 1 10mm l ong, 4 7mm w ide, and 2 mm t hick. The s ample was t aken f rom one edge o f t he head.
HNY65b
Museum Acc.
D .133/1957-8
cp.
-
A dagger measuring 2 19mm l ong, 3 5mm w ide a t t he blade, a nd 2 mm thick. The t ip o f t he blade i s m issing. The s ample was t aken f rom one c utting e dge t owards t he m iddle o f t he dagger.
HNY66a
Museum Acc.
D .3
/1956-7
cp.
-
A t anged blade f ragment measuring 7 8mm l ong, and 2 3mm w ide a t t he base o f t he blade t apering t o 1 8mm a t t he f racture. The point i s m issing: T he s ample w as t aken f rom t he c utt ing e dge near t he f racture.
HNY66b
Museum Acc.
D .382/1956-7
c p.
-
A c lamp f ragment p roduced f rom a r od m easuring 1 47mm l ong, 3 -8mm w ide, and 4 -9mm t hick. The rod i s bent i n t wo p laces t o f orm t hree s ides o f a r ectangular o utline. The s ample was t aken f rom one e nd.
1 84
INY67a A tyre t hick.
HNY67b
Museum Acc.
D .366B/1956-7
cp .
f ragment measuring 628mm long, 34mm wide, The s ample w as t aken f rom one s ide.
Museum Acc .
D .308/1956-7
-
and
cp .
5mm
-
A hooked, blade f ragment measuring 144mm long, and 1 3mm w ide a t the f racture t apering t o l lmm a t the r ounded point. T he s ample w as t aken f rom t he back e dge a t t he hook .
HNY68a
Museum Acc .
D .326/1956-7
cp .
-
A t anged f ile measuring 189mm long, and 8x10mm i n dimens ions at the top o f the tang tapering to 4x3mm a t the point. The t eeth a re evident on only one s ide, a nd s et l mm apart. The s ample w as t aken f rom the t ip .
INY68b
Museum Acc.
D .143/1957-8
cp .
-
A large, wedge shaped i ngot measuring 1 26mm long , 4 1mm w ide a t the f racture t apering to a rounded point, and 68mm thick. The object could have been an anvil. The sample w as t aken f rom the p oint n ear one s ide.
HNY69a
Museum Acc.
D .144/1957-8
cp .
-
An a nvil measuring 1 78mm long , and 6 8x42mm i n d imensions a t the base tapering t o a large, hooked, forged point. The s ample w as t aken f rom one e dge n ear t he point.
HNY69b
Museum Acc .
D .189/1957-8
A hooked rod measuring 8 6mm long, and 1 2mm The s ample w as t aken f rom t he hooked end .
1 85
cp . in
-
d iameter.
f i N 'Y70a
Museum Acc.
D .137/1957-8
cp.
-
A hammer measuring 1 74mm l ong, ' 26mm w ide a t t he s ocket t apering t o 2 3mm a t t he head, a nd 1 0mm t hick. The butt e nd o f t he a rtefact i s m issing. Two w edges a re present i n t he s ocket. The s ample was t aken f rom o ne e dge o f the s triking s urface.
HNY70b
Museum Acc.
D .141/1957-8
9.
-
A brazing hammer measuring 1 43mm l ong, 7 -10mm w ide, a nd l lmm t hick a t t he c entre t apering t o 9mm a t the s triking e nd a nd 3 mm a t t he opposite e nd. T he s ocket i s 6 2mm f rom t he s triking head, a nd 6 8mm f rom t he butt e nd. The s ample w as t aken f rom j ust behind t he s triking head.
LSa
Small F inds
7 73161
cp.
-
A point measuring 6 0mm l ong, 2 5mm w ide, a nd 1 2mm t hick. The a rtefact may have been t he t ip o f a ploughshare. The s ample was t aken f rom t he point. Unpublished.
Small
LSb
F inds
7 73162
cp.
-
A l eaf-shaped spearhead measuring 1 38mm long, and 2 1mm w ide a t the base o f t he b lade t apering t o a point. The a rtefact has , a m idrib and a l eng s lender s ocket. Two g rooves d ecor ate t he s ocket, and a r ivet hole p ierces t he base. T he s ample was t aken f rom t he cutting e dge. P it
3 65 Layer
3 66.
Neal,
1 979,
F ig.
1 .
LW1a
c p.
A r oughly r ectangular w ide, and 2 mm t hick. Hut
C8,
wall
t rench.
5 -7
f ragment measuring 9 0mm long, 2 4-36mm The s ample was t aken f rom one e nd. D rury,
1 86
1 978a,
F ig.
5 .5.
LW1b
cp.
5 -7
A r oughly r ectangular f ragment measuring 1 25mm l ong, 4 44 8mm w ide a nd 1 .5mm t hick. The s ample was t aken f rom one e nd. H ut C8,
w all
t rench.
D rury ,
1 978a,
F ig.
5 .7.
LW2a
cp.
A s trip f ragment a nd 2 -3mm t hick.
m easuring r oughly 4 4mm l ong, T he s ample was t aken f rom one
F 189.
D rury,
1 978a,
F ig.
3 0mm e nd.
8 w ide,
5 .28.
LW2b
cp.
8
A r oughly r ectanglur p late m easuring 3 7mm l ong, 1 2-30mm w ide, a nd 9mm t hick. The s ample was t aken f rom one end. F 232.
D rury,
1 978a,
F ig.
5 .30.
LW3a
cp.
5 -7
A f ragment m easuring 2 0-46mm l ong, 2 0-34mm w ide, a nd 8mm t hick. The a rtefact may be t he t ip o f a ploughshare. The s ample was t aken f rom t he point. F 255.
D rury ,
1 978a,
F ig.
5 .22.
LW3b
cp.
A s word w ide, and F 277,
s cabbard f ragment measuring 4 4-70mm l ong, 3 8mm 6mm t hick. The s ample was t aken f rom one e dge.
posthole R 7.
D rury,
1 978a,
F ig.
5 .29.
LW4a
cp.
A r od measuring 5 8mm l ong, a nd s ample was t aken f rom one e nd.
7 x7mm
Hut
1 978a,
C 10,
8
wall
t rench.
D rury,
1 87
i n
d imensions.
F ig.
5 .11.
5 -7 The
LW4b
c p.
8
A l arge r ing measuring 3 2mm i n d iameter, p roduced f rom a n i ron r od 9mm i n d iameter. A q uarter o f t he r ing i s m iss ing. The s ample was t aken f rom o ne o f t he f ractures. F 171.
D rury ,
1 978a,
F ig.
5 .26.
LW5a
c p.
A bent n ail s haft measuring 6 2mm l ong. t aken f rom t he t op o f t he s haft. Hut
C 14,
wall
t rench.
D rury,
1 978a,
F ig.
s ample
5 -7 was
5 .14.
LW5b
cp.
5 -7
A bucket handle a ttachment c onsisting o f a plate m easuring 7 9mm l ong, 2 2-30mm w ide, and 2 -10mm t hick a ttached t o an i ron l oop produced f rom a r od 6 mm i n d iameter. Two r ivet holes p ierce t he central axis. T he s ample was t aken f rom one s ide o f t he plate n ear the bottom. F 253.
D rury,
1 978a,
F ig.
5 .21.
LW6a
c p.
5 -7
A c lamp produced by b ending a 1 16mm l ong, 5 x10mm r od i n t wo places t o f orm a r ectangular outline. The s ample was t aken f rom t he f ractured e nd. Hut
C9,
wall
t rench.
D rury,
1 978a 1 F ig.
5 .8.
LW6b
cp.
A nail measuring 5 0mm head. The s ample was Hut
C 12,
wall
t rench.
l ong, t aken
w ith a s mall f orged f rom t he point.
D rury ,
1 88
1 978a,
F ig.
5 .13.
5 -7
f lattened
MHla
cp.
-
An i ncomplete currency bar measuring 5 02mm l ong, 1 8mm w ide a t t he base o f t he b lade not t apering t o t he f racture, and 2 mm t hick. Wood i s e vident i n t he s ocket. The s ample was t aken f rom an edge n ear t he base o f t he blade. Unpublished.
MH1b
Cp.
-
A c urrency bar blade measuring 3 77mm l ong, 1 7mm w ide a t t he f racture tapering t o 9 mm a t t he point, a nd 2 mm t hick. The s ample w as t aken f rom a n e dge n ear t he base o f t he blade. Unpublished.
MH2a
cp.
An i ncomplete c urrency bar measuring 3 43mm l ong, a t t he base o f t he b lade, a nd 2 mm t hick. The t aken f rom a n e dge n ear t he base o f t he blade.
-
1 9mm w ide s ample was
Unpublished.
cp.
MH2b
-
ide a t t he base A c urrency bar measuring 5 04mm l ong, 1 7mm w o f t he blade, and 2 mm t hick. Wood i s evident i n t he s ocket. The s ample w as t aken f rom a n e dge n ear t he base o f t he blade. Unpublished.
cp.
MH3a
A c urrency bar measuring 6 93mm l ong, 2 2mm w ide a t t he base o f t he blade not t apering t o t he f racture, a nd 2mm t hick. Wood i s evident i n t he s ocket. The s ample w as t aken f rom a n e dge near the base o f t he blade. Unpublished.
1 89
MH3NDBY
Cp.
-
A currency bar measuring 7 26mm l ong, 3 4mm w ide a t t he b ase o f t he blade, a nd 5 mm t hick. The s ample was t aken f rom an e dge n ear t he base o f t he blade. Unpublished.
ODFla
Small F inds
2 0
cp.
S XN
A r oughly r ectangular s trip measuring 3 5mm l ong, l Omm w ide, a nd 3 mm t hick. The s ample was t aken f rom one end. P it
6 21.
ODFlb
Unpublished.
Small F inds
4
cp.
7
A s mall, s ocketed, hooked, c utting blade measuring 7 5mm l ong, a nd 1 8mm w ide a t t he base o f t he blade. The s ample w as t aken f rom t he c utting e dge a t t he hook. P it
3 87.
ODF2a
Davies,
Small
F inds
1 980,
F ig.
3 0-21.
7 7
cp.
-
A r od measuring 1 18mm l ong and 8mm i n d iameter. The a rtef act i s roughly s quare a t one e nd a nd f lattened a t the o ther. The s ample was t aken f rom t he f lattened e nd. P it
1 185.
ODF2b
Unpublished.
Small
F inds
1 4
c p.
An awl s haped rod measuring 8mm l ong, a nd a t one end t apering to 3 mm a t t he o ther. t aken f rom t he pointed e nd. P it
3 78.
D avies,
1 90
1 980,
1 14.
1 2mm The
1 -3
i n d iameter s ample was
ODF3a
Small F inds
4 5
cp.
8 -9
A w ire f orged i nto a l oop w ith both e nds t ouching, but n ot welded. The w ire i s 5 mm i n d iameter. The s ample was t aken f rom t he base o f t he l oop. P it
3 470.
ODF3b
Unpublished.
Small F inds
7 5
A r od f ragment measuring 5 5mm end t apering t o a f lat, curved f rom t he thick end.
C p.
-
l ong w ith o ne d iamond s haped s trip. T he s ample was t aken
Unpublished.
ODF4a
Small F inds
7 4
cp.
A t anged blade measuring 7 3mm l ong, a nd 1 5mm w ide a t t ang t apering to 7 mm a t t he broken point. The e nd o f t ang a nd the point a re m issing. T he s ample was t aken t he c utting e dge n ear t he t ang. Main D itch-NE c orner.
ODF4b
SXN t he t he f rom
Unpublished.
Small F inds
3
cp.
7
A point measuring 7 5mm l ong, 2 5mm w ide a t t he f racture t apering to a point, and l Omm t hick. The a rtefact may have been t he t ip o f a p loughshare. T he s ample was t aken f rom t he r ounded point. P it
3 87.
ODF5a
Davies,
Small F inds
1 980,
F ig.
1 24.
1 04
cp.
9
A s lightly c urved b lade measuring 1 15mm l ong, and 2 2mm w ide a t t he base o f t he blade t apering t o a s harp point. One complete r ivet a nd t he r emains o f a s econd p ierce t he t ang. The s ample w as t aken f rom t he i nner curve of t he blade. P it
2 598.
Davies,
1 91
1 980,
F ig.
3 0-22.
ODF5b
Small F inds
7 0
c p.
7
A s ocketed c hisel measuring 2 26mm l ong, a nd 1 8mm w ide t he blade. The s ample was t aken f rom t he b lade. P it
2 420.
ODF6a
Davies,
Small F inds
1 980,
F ig.
2 9-14.
6 7
c p.
7
A currency bar handle measuring 1 58mm l ong, 4 0mm w ide t he base o f t he blade, and 4 -5mm t hick. T he s ample t aken f rom t he r emaining blade. P it
2 420.
ODF6b
Davies,
Small
F inds
1 980,
2 128.
7 8
ODF7a
Davies,
c p.
Small
F inds
1 980,
a t w as
1 24.
A blade f ragment measuring 4 5mm l ong, 2 5mm w ide o f t he blade t apering t o 5 mm a t the point, a nd The s ample was t aken f rom one e nd. P it
a t
-
a t t he base 3 mm t hick.
1 14.
2
c p.
8 -9
A blade point measuring 9 5mm l ong, and 3 mm w ide a t t he f racture t apering t o a s till s harp point. The s ample was t aken f rom the c utting e dge n ear t he point. P it
5 47.
ODF7b
D avies,
Small
F inds
1 980,
1 38.
c p.
1 3
A f ragment measuring 6 0mm l ong, a nd 4 0mm w ide a t o ne t apering t o 1 5mm a t t he o ther. O ne r ivet remains. s ample was t aken f rom one e dge n ear t he base. P it
5 57 Layer
ODF8a
5 58.
Small
6 21.
e nd T he
Unpublished.
F inds
4 8
A c urved s trip m easuring 5 0mm l ong, 6 mm t hick. The s ample was t aken f rom o ne end. P it
-
Unpublished.
1 92
c p. w ide,
a nd
SXN 3 mm
ODF8b
Small F inds
1
cp.
A f ragment measuring 3 0mm l ong, 2 2mm w ide, The s ample was t aken f rom one edge. P it
5 47 Layer
5 60.
D avies,
1 980,
a nd
3 mm t hick.
1 38.
ODF9a
cp.
A bronze covered c ircular 1 3mm i n d iameter. Main e nclosure d itch.
ODF9b
8 -9
object measuring
2 mm
-
t hick,
a nd
Unpublished.
Small F inds
1 36
cp.
A n ail measuring 3 6mm l ong w ith a f orged The s ample was t aken f rom t he head.
f lattened
head.
Unpublished.
ODF10a A f ragment t hick. The P it
Cp.
measuring s ample w as
2 676.
ODFlOb
3 7mm l ong, 4 -7mm w ide, t aken f rom one e dge.
and
-
4 -7mm
Unpublished.
Small F inds
7 3
cp.
SXN
A s ocketed S axon a rrowhead measuring 1 07mm long, and 2 4mm w ide a t the blade t apering t o a point. T he blade possesses a m idrib, a nd a r ivet hole p ierces t he s ocket. The s ample was t aken f rom t he b lade. Main E nclosure
D itch.
Davies,
ODFlla
Small F inds
1 979,
7 6
F ig.
8 -1.
cp.
7
An a wl s haped r od measuring 7 3mm l ong, a nd 4mm i n d iameter a t one end t apering t o a s till s harp point a t t he o ther. The s ample was t aken f rom t he blunt e nd. P it
2 583.
Unpublished.
1 93
ODF11b
Small
F inds
6 5
c p.
7
A currency bar blade measuring 1 50cm l ong, a nd 3 2mm w ide t he f racture. The s ample was t aken f rom one e dge. P it
2 420 Layer
ODF12a
2 577.
D avies,
Small F inds
1 980,
a t
1 24.
6 4
c p.
7
A l arge, s ocketed, hooked cutting b lade m easuring 1 50mm l ong and 3 8mm w ide a t t he base o f t he blade. The point o f t he a rtefact i s m issing. One r ivet p ierces t he s ocket between t he t wo f langes. The s ample was t aken f rom t he cutting e dge a t t he hook. P it
2 032.
ODF12b
D avies,
Small F inds
1 980,
F ig.
3 0-18.
5 4
c p.
7
A l arge s ocketed, t anged, hooked, c utting blade m easuring 1 23mm l ong a nd 3 1mm w ide a t t he base o f t he blade. T he s ample was t aken f rom t he c utting e dge a t t he hook. P it
9 66.
ODF13a
Davies,
Small F inds
1 980,
1 08
F ig.
3 8-37.
c p.
-
A roughly r ectangular s heet measuring 5 2mm l ong, 2 0mm w ide, a nd 3 mm t hick. The s ample was t aken f rom one end. P it
2 789.
ODF13b
Unpublished.
Small F inds
A r oughly r ectangular w ide, and 2 -3mm t hick. Main d itch-NE corner.
7 4
cp.
object measuring 3 2mm l ong, The s ample was t aken f rom one Unpublished.
1 94
SXN 1 8mm e nd.
PTLDa
Cp.
-
A ' spitsbarren' i ngot measuring 6 03mm l ong, a nd 8 9x83mm i n d imensions a t the c entre t apering t o points on e ach s ide. The c entral portion m easures 2 29mm l ong. The s ample w as t aken f rom a n e dge o f t he c entral portion. Tylecote,
PTLDb
1 962,
2 10.
.
Cp.
-
A ' spitsbarren' i ngot measuring 5 21mm l ong, a nd 1 02x70mm i n d imensions a t t he c entre t apering t o points on e ach s ide. The c entral portion measures 2 29mm l ong. The s ample was t aken f rom a n edge o f t he c entral portion. Tylecote,
1 962,
WDla
2 10.
cp.
7
A c urrency bar measuring 5 85mm l ong, a nd 4 1mm w ide a t t he base o f the blade. The point o f t he a rtefact i s m issing. The s ample w as t aken f rom a n e dge. Hooley,
1 921.
WD1b
cp.
A currency bar blade m easuring t he base o f t he blade. The m issing. The s ample w as t aken
7
5 97mm l ong, and 3 9mm w ide at s ocket o f t he a rtefact i s f rom a n e dge.
Hooley,
1 921.
WD2a
c p.
7
A currency bar blade measuring 1 35mm l ong, a nd 3 8mm w ide a t t he base o f t he b lade. The s ocket a nd t he point o f t he a rtefact a re m issing. The s ample was t aken f rom a n e dge. Hooley,
1 95
1 921.
WD2b
cp.
7
A currency bar measuring 8 35mm l ong, a nd 4 0mm w ide a t base of t he blade. The a rtefact i s bent near the t ip. s ample was t aken f rom an edge. Hooley,
t he The
1 921.
WD3a
c p.
7
A c urrency bar measuring 8 20mm l ong, a nd 4 0mm w ide a t base o f t he blade. The s ample was t aken f rom an e dge. Hooley ,
t he
1 921.
WD3b
c p.
7
A complete currency bar w ith a deformed s ocket, a nd bent and twisted t owards t he centre. The d imensions could not be measured accurately. The s ample was t aken f rom a n edge. Hooley,
1 921.
WD4a
c p.
7
A currency bar broken i nto two p ieces and t wisted a nd split t owards t he c entre. The d imensions could not be m easured a ccurately. The s ample w as t aken f rom an edge. Hooley,
1 921.
WD4b
cp.
7
A currency bar measuring 8 72mm l ong, and 4 1mm w ide a t base of t he blade. The s ample was t aken f rom an e dge. Hooley,
1 96
1 921.
t he
WD5a
cp.
7
A c urrency bar blade measuring 6 97mm l ong, a nd 3 5mm w ide a t t he base o f t he blade. The s ocket i s m issing. The s ample w as t aken f rom an e dge. Hooley ,
1 921.
WD5b
cp.
7
A c urrency bar blade measuring 3 46mm l ong, a nd 3 0mm w ide a t t he f racture. The s ocket i s m issing. The s ample was t aken f rom a n e dge. Hooley,
1 921.
WD6a
cp.
7
A c urrency bar blade measuring 4 61mm l ong, a nd 3 2mm w ide a t t he f racture.. The s ocket i s m issing. The s ample was t aken f rom a n edge. Hooley ,
1 921.
WD6b
cp.
7
A c urrency bar blade measuring 2 40mm l ong, a nd 2 8mm w ide a t f racture. The point a nd s ocket a re m issing. The s ample was t aken f rom a n edge. Hooley,
1 921.
WD7a
cp.
7
A c urrency bar measuring 4 51mm l ong, a nd 3 2mm w ide a t t he base o f the blade. T he a rtefact i s bent a nd s plit a long t he l ength. The s ample w as t aken f rom a n e dge. Hooley ,
1 97
1 921.
WD7b
c p.
A currency bar blade f ragment measuring 1 57mm 2 5mm w ide a t the f racture. The s ocket and m issing. The s ample w as t aken f rom a n e dge. Hooley,
7
l ong, point
a nd a re
1 921.
WD8a
c p.
7
A currency bar blade measuring 2 26mm l ong, a nd 2 6mm w ide a t t he f racture. The point a nd s ocket a re m issing. The s ample w as t aken f rom a n e dge. The s ample d isintegrated during preparation. Hooley,
1 921.
WD8b
c p.
7
A currency bar blade measuring 2 16mm l ong, a nd 2 7mm w ide a t t he f racture. The s ocket a nd point a re m issing. The s ample was t aken f rom a n e dge. Hooley ,
1 921.
WD9a
c p.
7
A currency bar blade measuring 8 7mm l ong, a nd 3 5mm w ide a t f racture. The s ocket and point a re m issing. The s ample was t aken f rom a n e dge. Hooley ,
1 921.
WD9b
c p.
A currency bar broken i nto t hree p ieces, 7 3mm, a nd 8 2mm l ong respectively. The f rom a n e dge. Hooley ,
1 98
1 921.
7
measuring 1 00mm, s ample w as taken
WD10a
cp.
7
Ä c urrency bar blade measuring 3 76mm l ong, a nd 4 1mm w ide a t f racture. The s ocket a nd point a re m issing. T he s ample was t aken f rom a n edge. Hooley ,
1 921.
WD10b
cp.
7
A p loughshare point measuring 1 98mm l ong, 2 1mm w ide a t f racture, a nd 5 mm t hick. The s ample was t aken f rom p oint. Hooley ,
1 921,
3 24.
WDlla
cp.
A w edge measuring 9 4mm l ong. 2 0mm w ide, b elow the head t apering t o a f lat blade. t aken f rom t he blade. P it
2 .
Hooley,
1 931,
F ig.
a nd T he
P it
2 ,
1 4mm t hick s ample was
cp.
3 .5ft d eep.
7
4 5.
WDllb A r od measuring 9 8mm l ong, t apering t o a f lattened e nd. f lattened e nd.
7
a nd 4 mm i n d iameter a t o ne end The s ample was t aken f rom t he
Hooley ,
1 931,
F ig.
4 6.
Wp12a
cp.
7
A blade f ragment m easuring 4 4mm l ong, a nd 2 0mm w ide a t f racture t apering t o a point. The t ang i s m issing. s ample was t aken f rom t he c utting e dge. P it
4 ,
2 ft
d eep.
t he t he
Hooley,
1 99
1 931,
F ig.
8 3.
t he The
WD12b
cp.
A l inch-pin measuring f rom t he s haft. P it
4 .
1 72mm
l ong.
Hooley,
1 931,
The
s ample was
F ig.
cp.
A poin ed bar measuring 1 20mm l ong, 3 0mm w ide f racture, and 4 -10mm t hick. The s ample was taken point. 4 ,
F loor.
Hooley ,
1 931,
F ig.
Small
WNDla
A r od measuring hook a t one e nd. s haft. P it
a t t he f rom t he
c p.
Hooley ,
9 304 Layer
WND1b
F inds
1 931,
6 30
7
4 7.
WD13b A bent r od measuring 1 02mm l ong a nd 2 -4mm s ample was t aken f rom one e nd.
t aken
8 2.
WD13a
P it
7
7
i n d iameter.
F ig.
The
8 5.
c p.
-
1 75mm l ong, a nd 6 -8mm i n d iameter w ith a The s ample w as t aken f rom t he base o f t he
9 331.
Small
Unpublished.
F inds
6 12
c p.
A l arge s ocketed, hooked, c utting blade measuring 1 60mm l ong and 4 5mm w ide a t t he base o f t he blade. A r ivet p ierces both f langes o f t he s ocket. The s ample w as t aken f rom t he cutting edge a t t he hook. P it
8 083
Layer
8 865.
Unpublished.
2 00
WND2a
Small
F inds
6 35
A b lade measuring 1 74mm l ong, t he blade t apering t o a point. t he c utting e dge. P it
9 127 Layer
WND2b
9 128.
cp. a nd 2 2mm w ide a t The s ample was
9 951
Small F inds
Layer
WND3a
9 952.
6 17
Small F inds
9 914 Layer
WND3b
9 953.
6 18
1 0093
Small F inds
Layer
WND4a
1 0099.
-
f lattened
cp.
-
f lattened
Unpublished.
6 31
A n ail measuring 3 4mm l ong w ith a s mall f orged head. The s ample was t aken f rom t he head. P it
cp.
Unpublished.
A n ail measuring 4 9mm l ong w ith 4 l arge f orged head. The s ample was t aken f rom t he head. P it
t he base o f t aken f rom
Unpublished.
A n ail measuring 3 7mm l ong w ith a s mall f orged head. The s ample w as t aken f rom t he head. P it
-
cp.
-
f lattened
Unpublished.
Small F inds
6 47
cp.
-
A s mall, hooked c utting blade m easuring 1 00mm l ong, and 1 5mm w ide a t t he base of t he blade. A r ivet protrudes f rom between t he f langes of t he s ocket. T he s ample was t aken f rom t he back of t he blade a t t he hook P it
9 105
Layer
WND4b
9 138.
Unpublished.
Small F inds
6 61
A n ail measuring 3 9mm l ong w ith a s mall f orged head. The s ample was t aken f rom t he head. P it
1 989
Layer
2 241.
Unpublished.
2 01
c p.
-
f lattened
WND5a
Small F inds
6 62
Cp.
-
A n ail measuring 4 9mm l ong w ith t he head p rotruding t o one s ide. The s ample was t aken f rom t he head. P it
2 066 Layer
WND5b A nail s ide. P it
2 067.
Unpublished.
S mall F inds
6 63
cp.
measuring 4 5mm l ong w ith t he head p rotruding The s ample w as t aken f rom t he head.
2 199 Layer
WND6a
1 616.
S mall F inds
9 802.
WND6b
6 68
6 732 Layer
WND7a
one
cp. f lattened
h ead.
Unpublished.
Small F inds
6 723.
Small
cp.
5 26
A nail s haft measuring 8 9mm f rom t he end o f t he s haft. P it
t o
Unpublished.
A nail m easuring 5 4mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
-
l ong.
The
s ample
w as
t aken
Unpublished.
F inds
5 37
cp.
-
A nail measuring 6 0mm l ong w ith a bent point, a nd a f orged f lattened head. The s ample was t aken f rom t he head. P it
8 817 Layer
WND7b
8 086.
Unpublished.
Small F inds
5 40
A nail m easuring 7 5mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
8 817 Layer
8 080.
Unpublished.
2 02
c p. f lattened
h ead.
WND8a
Small
F inds
5 41
Cp.
A n ail measuring 69mm long w ith a forged The s ample w as t aken f rom t he head . . P it
8 817
Layer
WND8b
8 086 .
Small
-
f lattened head.
Unpublished .
F inds
5 42
cp . .
A r od measuring 1 05mm long, and 5 x6mm i n dimensions. s ample w as t aken f rom o ne e nd . P it
6 78
Layer
WND9a
1 787 .
Small
Unpublished .
F inds
5 55
cp .
A nail measuring 7 4mm long with a forged The s ample w as t aken f rom t he head . P it
8 817
Layer
WND9b
8 082 .
Small
Unpublished .
F inds
8 817
Layer
8 086 .
Small
WND10a
-
f lattened head.
'
5 61
cp .
A nail measuring 1 17mm long with a forged The s ample w as t aken f rom t he head . P it
The
-
flattened head.
UnpublishAd .
F inds
5 63
cp .
-
A curved nail shaft measuring 54mm long with a f orged f lattened head . The s ample w as . aken f rom t he head. P it
8 817
Layer
8 086 .
Small
WND1Ob
Unpubl
F inds
ed .
5 65
A s emi-cicular object measuring 2mm thick and diameter. The s ample w as t aken f rom t he e dge. Pit
6 732
Layer
1 .
Unpublished .
2 03
cp .
-
3 5mm
i n
WND11a
Small F inds
5 73
cp.
-
A r ougly r ectangular s trip m easuring 3 8mm l ong, 1 6mm w ide, a nd 5 mm t hick. The s ample was t aken f rom one end. P it
9 806 Layer
WNDllb
9 813.
Unpublished.
Small F inds
5 76
A rod m easuring 8 6mm l ong, a nd 8mm t apering t o a 2 x6mm f lattened e nd. f rom t he f lattened e nd. P it
9 806 Layer
WND12a
9 813.
Small
cp.
i n d iameter a t o ne end The s ample was t aken
Unpublished.
F inds
5 44
A nail measuring 5 0mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
8 817 Layer
WND12b
8 086.
Small
8 817 Layer
WND13a
8 086.
F inds
5 47
8 634 Layer
S mall F inds
WND13b
8 635.
5 49
8 817 Layer
Small F inds
8 086.
head.
cp. f lattened
head.
cp. f lattened
head.
Unpublished.
5 52
A n ail measuring 6 6mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
f lattened
-
Unpublished.
A nail m easuring 4 8mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
cp.
Unpublished.
A nail measuring 4 7mm l ong w ith a f orged The s ample was t aken f rom t he head. P it
-
Unpublished.
2 04
cp. f lattened
head.
WND14a
Small F inds
6 04
cp.
A bent nail measuring 5 1mm l ong w ith a t hick T he s ample was t aken f rom t he head. P it
2 01
Layer
WND14b
2 08.
Unpublished.
Small F inds
2 107.
6 08
Unpublished.
2 05
head.
•
A bent nail s haft m easuring 5 1mm l ong. t aken f rom t he end o f t he s haft. P it 4719 Layer
s quare
cp. The
s ample
w as
APPENDIX C :
THE RESULTS OF THE METALLURGICAL ANALYSES
This Appendix p resents the data derived f rom t he m etallurgical a nalyses. The f irst c ategory i s e quivalent t o c ategory 1 o f Appendix A , a nd l ists t he S ample Number o f e ach a rtefact. The s econd c ategory i s a b rief description o f t he a rtefact s ampled, w ith t he t hird c ategory l isting t he C eramic P hase f rom which i t dates. The f ollowing s ix c ategories p resent t he percent o f cobalt, n ickel, c opper, a rsenic, phosphorus, a nd s ulphur contained i n each s ample. I t s hould be noted t hat concentrations a re presented i n c ategories f our t hrough n ine which a re below t he D etection L imits presented i n F igure 3 .13. These numbers w ere employed t o f acilitate the computerized manipulation o f t he data only , a nd s hould not be considered a s a ccurate r eadings. Category t en presents t he d ensity o f s lag and f orging i nclusions per s ample i n t erms of " low" ( under 2 %), " medium" ( 2 t o 4 %), a nd " high" ( over 4 %). The e leventh column l ists a relative guide o f t he g rain s ize o f t he a rtefacts. The notation o f " c.w." s tands f or cold-worked. Column t welve l ists t he hardness o f t he s ample a s d eterm ined by V ickers Hardness t esting w ith a 5 kg weight. The f inal c ategory i s t he c arbon concentration o f e ach s ample. Those c arbon c oncentrations d ivided by t he c haracter " /" i ndicate s amples which exhibited definite i ndivisible a reas o f d iffering c arbon c ontents. The c arbon c oncentrations d ivided by t he character " -" i ndicate t hat t he s ample contained c arbon contents v arying w ithin t hat r ange.
2 06
. 2
< E . 2 3
0
. 2
4 L ) . c l U 2
4
U 3 C ] . 0 . _ 2 0 2
.
C u C O . . 1 C O I / 4 2 C O 4 C Z . 2 3 C ) . 0 . 2 K C I -, C ) . 2 K C h . . 2 2u l 2 : ) 4 a u 2 0 2 c 2 X 0 2 c ) c n
.
al
c . 2 C Z 4 = CO
m m
. E . C D z < a D C 4 2 : 4 ., = L ) . • : C • E . 2 r C D E - c n . ] c .
. . 3 C 4 C D C O C O W . . I . ] C 1 2 C . ) U 2 C D . c l . c l ( ) c ) u . c S A a l . 2 : : : = I . , . . 1 c n c n c w c ) C ) c c o c n c o
S I C K L E , S M .
•
C D C D C D C D 0 C D C D C D C D C D C D 0 C D C D C D C D C D C D C D C D C D
C D Y D r - r - - - r s i r q • - . - C ) C ) C ) C ) C ) ( ) = = m _ a m m - - - m m m C D ( 2 ( 2 C . ) c r . m : m c M C C 4 C 4 E . E . E c l E . E . E . E . E . 0 2 a n C a 0 2 0 2 0 2 a ) M M 2 2 3 a u G O c 2 a n c 2 C U U C ) C ) c . ) ( ) C . ) 0 0 0 0 0
2 08
M J 2 0
m m
m m m
m m
0 0 0 0 0 0
c z - - e y e l e e 0 0 0 0 0 0 0 0 0
3 C
0
C O
. 2 s .
U D
. 2
V D r -
•
. •
3 C N
r s 0 • •.3 o
K C
•
E •
0 C D 0 0 0 0 0 c a . , r j j L T D C • D L I . 1 1 C O 1 L I D 1 1 C . 2 G . 7 C i l C t . 1 * . • C 1 3 C L 1 C s 2 C O C O C L 1 L t 2 C O 4 1 ( 4 7 4 . 2 L i ] r - cm cm 2 r- Z Z Z Z 2 m D mD Z 3 . - e m Cm Z 0 1 0 1 3 cm X Z 0 I Z Z Z Z e Z Z Z Z Z Z Z Z Z Z Z Z Z Z • • •C ) •C D C D C D C D 0 • •0 C D . • •C D • •C D •0 0 •C D C ) C D 0 C D •C D 0 C ) C D C D C D C D C ) C D 0 C ) C D C D C D o
Z
0 0
Z Z Z Z Z
0
C D C D C D r - c 0 u m V D •
•
•
•
•
•
•
m D V ) C D e r r - e r C D e r e r V D C D u l C D r u W.» r q r 4
0
Z
0
, . 30 0 0
Z
.2 0
0 0
1 1 L O
.3 2 0 Z Z Z Z Z 0 Z Z Z Z Z Z Z Z Z Z Z Z Z Z
O D C D g r C D O D c m e r e r C M C h l C D M D C D a D e n u n a • • • • • • • • • • • • • • • • • • • 1m D r - C D C D 1C m r C D O D 0 4 e r t i n u l a D C D r n o p U C m c m r m r m C D 0 r,1r s C D C m c D e r u l O s i C D r - C D
o
o a m m D
•
•
•
•
I 0 nr 0 4 e l . - 0 1 C D r -
400 .
I
1.0
c a C 4 3 E • C D C a 0 Ass • . C 1 0 C Z C D C 0 C Z • u a 3 E C . 2 C D C . 2 C D G O C D C . 2 3 E U 2 3 E U 2 U 2 C D C . 2 3 E C D I E •( D C . 2 C D C D C D U ) l t U ) 3 E . 2 2 E . 2 M t . 2 3 r U ) 3 E . 2 7 C U 3 I E 3 E 3 E U ) U 2 C ) 2 E . 2 . 3 . 3
I
0 C a
( D 3 E U 2 U 2
.u
t
z D E
e r c 0 c 0 r - C m r l V D r - r g . - 0 ( N r s 1 u n e g c D N V D m 2 e r c m c m . - e m u Ir n r - u D U D • • • • • • • . • • • • • . • • • • • • • • • • • • • • c m 0 C D u l r n C D C D . - r M r - C D C D e r C D C D C D C D C D C D C D C D C D C 7 C. ,0 ; C ;
1 1
11 1 1 1 1
• m m 0
M D e r V ) c m e r r M C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D • . • • • • • • C D C D C D C D C D C D C D C D
V D u l r - o p e r e l r n m D e r r s V D r n e n e r C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D 0 C D C D C D C D C D C D C D 0 C D C D C D C D 0 C D C D C D C D I
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D 0
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D
• C D 0 2 r n C D u l C M u m u m c o u D c 0 u l e r r n e r O M u m u l a e n % C . O D 0 0 r y C r, e r r - e V 0 C D e r V D e r . - C D C D r l r n r l e r . - c m e n r n . - O D r 4 . - O D r - e V C D C D C D C D C D C D W 0 c D r m C D C D C D e V C D C D C D 0 C D C D C D o o C D C D C D c m • • . • • • • • • . • • • . • • • • • • • • • • • • • • 0 C D C D C D C D C D C D C D C D C D C D C D 0 C D C D C D C D C D C D C D 0 C D C D C D C D C D C D C D
1 1
1
1 1
1 1
1
1
1 1
1
I
r n e r • • v p U 1 e r o o e r e r . - e r e r e r e r u D e V e v 0 C D C D C D C D C D C D C D C D C D C D C D C D C D C D c D r n 1C D C D C D C D 0 C D C D C D C D C D C D C D 0 C D C D C D C D C D C D • • • • • • • • • • • • • • • 0 • • • C D 0 C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D
C D u l O M U D e r . 4 3 O o D e r O D r - e V C m r - r n C A r - C D r - C D C D c m e l c m r m r - r m e V C D r l O D V D u l C D e r r - C M C D n r O D c m c m . - r n r q c D c m C D C D r -
iC D C D •
•
•
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D r - C D 0 C D C D C D C D
•
•
•
•
0 C D 0 0
•
C D
0 e n r - C D u D c m c o r - C D . - 0 0 0 00 C D C D u m e r e m c m m D C D c m c D c m C D IC D C D C D C D C D C D C D C D r - C D C D C D C D C D C D
1 I
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D
I
1
1
1
I
1
I
I I 1
I
1 1
I I I 1
r m r m c m u m c m . - e r r m r m 0 0 0 C O u n e r u l u n U l u p c m e p m n c m r l c m u n e r C D r n r 4 O D C V U D U l u l U l r - r m 0 4 c m C V P.. i s . c m r m e m e l r M Y D r C D c D r M 0 C D c D C D 0 C D C D C D C D C D C D C D C D C D C D C D C D C D C D C 2 C D C D C D •
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
u l C D C m i l u l r - O D 0 C O C O O D r - c h e t e r u n u m r O D C O C O r n C D 1C D C D C D C D C D C D 0 C D C D C D C D C D C D 0 C D
1
I
•
•
• • • • • • • • • • • • • • • C D C D C D C D C D C D C D C D • C D C D C D C D C D C D C D
a D u l r l C D r n u D C - ( . 1 C M u D e r C O r m D r y U l r - r - 0 r - C O U l r l e l r 4 r n c m r n r n c m . - c m r n 1C D C D C D C D C D C D C D C D C D C D C D C D C D C D c D C D 0 C D C D •
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D 0 C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D
C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D
c 4 C D C D C D C ) c D e n u l v D r n C D r - C D g r C D . - c m 0 e r c D e m c p • • C D r g C D . - C D C D C D c m c p C D 0 c m C D C D 0 C D c D C D C D n r C D C D C D C D . - C D C D C D . - r . o
. - a l C D e r C D C D C D C D C D C D • C D c D C D e l C D 0 r m C D r l C D C D C D C D 0 C D C D C D C D C D C D C D c p I C D C D C D C D C D C D C D C D c D C D 0 C D C D C D C D C D c D C D C D
•
0
•
•
•
•
•
•
•
•
0
•
•
•
C O
C O
1
N C O
, 4 1 : .
m lf,
C O Y D
N
t s •
N
N / 4• 1 1 : jr • N m
A c o C Z E . C a C : 2 E .
• C D . 2
• • Z Z u l c f a
b e G U C , ) >
C D Z . .
0 s . E . C I ) X
• 4 > > • e < U 2 = =
• • • M C G X C L . 2 2 2 ▪ r r r r
F E R U L E
.
C a 0 C . ) C L . 1 = •Z . 2 E . . 3 u l
•
e r r • • • N C O 1 / 4 0 e t . 0 N r e N N O er•- N re 0 Ni .0.- OcNre t 1 0 0 0 0. ' 1 . 0 0 0.- 0 0 0 0.- 0 0 9
•
W c a = C f ] < 3
I f
1
0 0 0 1 0 0
•
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0
G g Z E c . cü E = u < E . E i
•
0
N N L A
•c 4 L I < < c 0 C 4
•
0 0 0 0 0 0 0
c w•
N N N N N N N N
0
0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 o
e r, N N N
•
• • •- r- o c e rv otn.. 0 0 1 0 0 1 4 / , 0 .0 0 r1 0 0cN N 0 M I 0 0 ,- 0 0 0 ,4 ) 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ,-.0
. -
•
0 e r c o 0 mr 4.e gr u , o o c o 0 r • o L r i c o C N 1 r n 1 010 0 s . 0 0 0 0 0 0 0 0 0 0 0 0 0
•
0
•
1
0 0 0 0 0 0 0 0 0.- 0 0 0 0 0
•
0
CD
0
•
0 0 0 0
0 r n 0 e r l e 0 V I 0 o 0 0 0 - co 0 0 0 0 0 0 0
0 N 0 C O i n . 1 . I N 1 40 t / n 0 0 0 C A I A 0 i n N C O r n 0 V D • e r c 0 e r m N L i " N 0 0 e r ercv o•- N C O N
•
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
1
L n
r - c o c r, o L n N C O 0, N m i n m r . m m m I I r • " 1
N
e l . t n 1 / 4 0 r - c o c r, o e r e C r , e r e r i n i n i n i n i n i n i n L n I n i n
N r e,
40 1 / 1 40 1 / 40 /
N c o c r i 0 / 4 1 0 / 40 1 1 / 4 0 1 4C 1 / / 4 0 N
C Z A G I A M A A C C 2 G 2 C A CZ A C : I M M A C C ) C 2 CZ CZ A C C A C I A C C A CZ C Z A CZ A C2 C2 C2 M C C I A CZ CZ CZ A
2 10
- ca C D a t •g C a C a t g C a t < Z . 2 E . 0 E . E . E . E . E . E . C D 1 U 2 c o 4 2 C L I c a t o 2 C a z co x z x zu 2co z a 2 L I Ca X \ 4 7 C0 C4 C4
. - 3 C •C D C D . 2 \ ` ‘, U . 1C 7 . 1
N i •a c K C o E d E . s' . C a C a
e C E . c o
% C A R B O N
c ara z zca r ( Nz 2 zz zz z -zz z zzz zz z •0 0 0 0 0 0 0 0 0 0 0 0 0 0 •0 0 0 0 0 0 0 0 0 0 0 0 ozz zz z z zz z z z z zzo z z z zzzz z z 2 z z
0 u l e v m q
1
1
11
0 I er r -
1
1
0
o o
1 C M r - l C D V D
1
II
1
4 1
1
C D c D
e i C M
C D r i a X
1 1 1
1
1
0 1
l
C D
1Q C : ti n t
il l
4 2
z
C D
a
3 E U 2
c a c a
C D s r 0 2 r - u l c v C D C D r - C D L e l r • • • • • • • • I • • • r g M 4 e r l rY . - C D C M C m c o . - u m o D i r , r m « « - c m r m r - e v u , r s C D W I - I N. . . - r q
I cm c m u m c D . -
C D . 1
I t c] c .2 V 2 . 2
I
l
z
U2 ( D X i )
• I X 0 1 •C D U2 C J . 2 X
C DC ,D 1 . 4 S 4
O C .D CD U 2 s r > 4
=
2
c a
0 0 \ C a 42 C D C D C D I C C D C D C L I 2 C I C . 2 . 2 . 2 U 2 . 2 . 2 X
= 1 C . D
X
u m l uD
= 3C .D C .D C2 3 0 0 C2 c D 0 . 1 4 U 2 C D U 2 C a U P X .2 X X X
I
1 C D . 2
1
I C D
1
ca
m m u > c o e r . - I N U I r - 0 0 0 0 1 r - v 2 C D C D ‘ . 1 2 u l U M c D e P C O / 40 1 V ) V D e l O N m « - C A e m u D I N ‚ . 011 1 - - 0 e r o p v , e - C h C O r n a N C D C D C D 0 0 C D C D 0 0 4 - 1 1 C D C D 0 0 0 C D . r M C D . - C D . - . - C D C D . - C D C D C D M q C D C D C D 0 C D C D C D C D 4 . - C V C D e v - 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 e - C D C D C D C D C D C D C D C D C D C D 0 0 C D C D C D C D C D C D c D
a .
•
•
0
•
0
•
0
•
0
•
0
•
0
•
0
•
•
0
•
0
•
0
•
0
•
0
•
•
0
0
•
0
•
•
0 0
•
0
•
0
0
•
0
•
0
•
0
0
•
0
•
0
•
•
•
•
0
•
0
0
•
0
•
0
•
0
N U I r m r m 0 IN c m o p O m c m a t u m m m e r I N u n 1 40 C / D C D w r r M I N r n u n r m e r r - r, u P « - u n c D C D I N I N r e ) 0 r m r - s r c o 0 1 1 40 . / r C D O P I N e r c o I N r m e n e r r - r m c r s . - U I . - ( ' 1 0 ) . - e r 1 - o D I N ' - 0 C D C D e v C D C D C D C p u l e m e r m g e r . - C D C D c y e n 0 m y C D O M C D C D . - C D . - . - C D r 4 e r . - c h u m C D C D • • . • • • • • • • • • • • • • . • • • • • • • • • • • • • • • • • • • • C D C D C D C D C D C D C D 0 C D C D C D C D C D C 2 C D C D C D C D C D C D C D C D 0 C D C D C D C 2 C D C D C D C 2 C D C D C D 0 C D
40 / 1
I N m m I N I N 0 0 4 . - u m c D e r U I c D u l V D e r . - e r 0 1 0 m r m c m 0 c D c o s r 0 - I N C D m n I N I N I N e P C D C D C D C D r ‘ 1 0 0 0 CD C D O O CD C D 0 C D O CD C D C D C D I • • • • • • • • • • • • • • • • • • • • CD
O
C,
0
0
0
0
0
M
O
C D C D I A 0 e r c D - u m c m c D C 2 C D . - 0 r l C D C 4 I N I N c D C D C D C D 0 C D C ) . - C D C ) 0 • • • • • • • • • • c D C D C D C ) C D C D C D 0 0
O P C O c o . c D • C D C D
•
0
=
0
0
0
(2
0
0
•
•
•
•
•
•
•
•
•
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
•
0 0 r q . - 0 0 0 0 e r r n C D 0 C J U D C D C D 0
•
•
•
•
•
•
•
1 . v D r - 0 2 0 ) N
r - m m
•
•
•
•
•
•
•
•
•
•
•
•
•
0
I
I
1
1
/ 4 1 0 1 / 4 0 11 1 1 e r e r
I
I
•
•
•
•
1
1
11
•
•
•
1
1
1
0 0
0 ( X
0 u 2 c o 4 2 C D E . E . 2 ra 4 C D C 2 . 4 . 2 . 2 0 C D c 4 C L C i . C C c e
Z c C O . 2 2 C O I . . u 1
E . U . 2 4 2 m c c s 1
1 2 4 4 2 C O 0 E C D C D . 2 4 C D C I m . 1 c o 4 2 4 C O 3 C 2 C ( )
2
•
•
•
Z c
•
1
1
1
•
•
•
1
•
0
•
0
I N e - c O C V 0 1 0 ) r, u m r 9 t i n u P v ) u p O D m 1 C D r n C m e r u m 0 0 e r u l u , . - C D C D C D C h V D • • • • • • • • • • • C D C D C D 0 C D C D C D C D C D 0 C 2
e - e r e r y D m 1 . m v C D C D • • • 0 C D C D
.
C r l
0
4 > 4 C . ) C ) Z u 2 4 2 D J 4 1 2 c e C C e a . 4 rO G C C c C
= a C 4 C L I K C C D C O C D
C 2 . 2 : D 0 < a C O c 4 C 1 2 0 2 U 2 C n C n C Z
K C
. C D K C P K
0 )
•
•
c i .
4 V ) 2 E D J C C C C
•
•
•
•
.
I
2 11
•
•
•
•
•
•
I
•
.
C DC .D CD CD < 4 < < P G P 4 C C C C
C . D 4 C C
C e C Z C Z C C
< < < < c a
0 2 C O C O C O C C K C > 4 ) , > 4 > 4 2 : V ) C ) ( ) c n 2 C 2 t 2 : Z 2 : . 2 U 2 C O C s 2 c o C D u 2 D J C C Q C C C C C : D c c c c c c c C c c C D s .
( . ) G O C O E . C O C O C O C O
C O
( 0 J D ( 0 4 . - I N r n e r u m , . c ) r - a D c h a l C D . - r y r m e r u m y D N o o c m . r q r - r - r r - r - r - r - r o o O D C O O D c o c o o D c o c o c o C D C D D . D . >4 C O Z Z Z Z M C I C M CD C 2 C I C Z CZ C I CZ CZ CZ C C C C Q C O CL . Gu = = = =
•
C D C D C D C D C D C D C D C D C D C D C D
I
a : P G
. , . =
0
•
0
r m « - u l c p C D c p C D « - e - c p r M o p C D u n ‘ . 0 r m . - O D C D 0 1 e P C D r - r , r r , t r , c r u n C D . - C D . - 0 0 I N e r C D C D e m C D C D C ) 0 C D C D C D C 2 C D C D C D 0 C D C D C D C D C D C D C D e r 0 0 0 u i C D c ) 0 C D N i o M 1 C D C D C D C D C D C D 0 C D C D C D C D C D C D C D C D C D C D 0 C D 0 C D C D C D C D C D C D C D C M C D C D 0 C D C D
P H
E .
•
0
II
.
D C 2 C a : M C
•
0
•
C .
. D . p . > . > 4 > 4 > 4 > . D . Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z = = = = = = = = = = = = = = = = = = = = = =
a
e n
. J
< E .
4
. 4 L I ", F •
E . E . C C
C O
h
c V e r
c v u 0
C D C D
c o e r e l O D e r C M u l O D Y D r V O e r O D u 1 C M c n u n r l O D
1c 0 u n r - c 0
1r - 0 0 C D
u l r n c 0 C D C D O D u l 0
. • • • • • • • • . c v
" .
.
r d
. 1 . Z
4
. 2 4
• 0 • H E. C D 2 E C D 4 2 C O
E . C .
E E . 4 2 G J
( V Z e a, <
u n c m r n e l . C D r n e r C D C D 0 0 C D C D 0 C D C D m D C D C D C D e n C D C D C D C D C D C D C D C D C D 0 0 C D C D C D C D C D 0 C D C D C D C D r g c D r g C D C D C D C D C D C D C D C D C D C D C D C D C D C D r- 0 C D C D C D C D C D C D C D 0 C D C ) 0 C D C D c D 0 C D 0 C D C D C D C D C D C D C D C D C D C D C D C D C D •
•
•
C D C D 0
•
•
C D 0
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D 0
•
0
•
0
•
•
C D 0
•
C D 0
•
•
C D C D 0
•
•
C D 0
0
•
•
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D C D C D
▪ U I r g u o ( s i C D u D s r O D O D 0 C A c m C h C M C m e r e r C D C h c V V D r n u n c p r m r . r - c p e n c m e V m D O D C m e r u n m D u n r g u n r g r y r g c m . r g u m c p c p r g r g C V c m r l C m u l . c g r - C V e n C y C D u 9 r - r r g r m N D r g r g . . . c o r 4 c D c D . - „ C D C D 0 0 C D C D C D 0 C D r . . - C D C D e l C D 0 C D C D C D C D C D C D C D C D . . r - C D r c v C D C D C D C D C D C D C D c v C D C D C D C D C D c p •
•
•
•
•
•
•
•
•
•
•
00 0 0 0 0 O 0 0 0 0
11
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
1
1
I
1
•
•
•
•
•
•
•
•
•
•
•
•
•
•
'0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0¼0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
I
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
f
e
r 4 r - c D g r e r r m u n L i n m c m g r e l r . e r C D O D r- C D r m C D V > c m r g c m u o r m e n c o V D r g e y . - C V r g r n C V r g 0 . 4 r - rg rm rg rm cv 02 el gr en rg c g r g r m . - . 0 C D 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
A C
1
11
1
40 / 1
N 0 U I N r m r g 0 0 0 0 0 • • • • • C D C D C D C D C D
m u m , c o C D c o s 4 r ) r g r g r m r g 0 0 0 0 0 0 0 •
1 .
•
•
•
•
0 r g • • 0
•
•
0
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D
•
•
I
•
11
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
1
•
1
•
1
•
1
•
1
•
1
•
1
•
1
•
1
•
1
0
•
4
•
•
•
•
11
1
1
1
1
1
1
1
1 l
i
E 4 ...
M
L n
M M U 2 U 2
. . . W W W E C . ) C Z X X X U 2 < u L ) 0 r D c i ] v 2 U 2
( f a CD
0 C D C 4 , . . , „ E C . ) 4 2 r D
•
•
•
•
•
•
•
•
M
C ) 4
1
:1
1
1
1
1
1
1
1
11
L e•
•O
C l
•
•
W O K K C M C
2
C 4 . 2 C 4 C t 4 Z D U 2 C s . 4 . CD M > .w .. 2 i . . ; n . 2 W u I b . X . 7 .C L I U C 4 C . ) 0 C Z ,D 2 t
a
D C s t ( 0 ( 0 . 1 C4 C D c 4
•
•
•
C ) C D 0
•
•
•
•
C D C D C D 0
•
•
•
C D C D C D
•
•
•
•
•
•
1
1
1
1
1
I
•
•
•
•
•
•
•
•
•
•
•
•
•
C D C D C D C D C D C D C D C D C D C D C D C D 0
I
I
1
1
1
4 2 . 2 • D C C D M cC 0 X C s •
E .
2 ( 2 = D • M U , .. 2 E C . 2 C U C . ) . C Z C Z W › c U 3 . 0 4 C e D z C 2 c c
C D M
g
t r a N A V E
1
R I N G
1
R I N G N A V E C A U L D R O N H O K
11
•
e r r m c p O D c p s r v D C D r n h . r- 0 C 2 C D r- r m C D C D C D C D C D C D C D C ) C D 0 r - C D C D C D C D C D C D C D C D C D C D C D C D C D C ) C D C D C 2 C D C D 0 C D C D c D C D C D 0 C D C D C D C D c D C D 0 C D 0 0 0
C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C I C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D 0
Q 4
1
C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D 0
u l c D v D C D C D . - r r, C D C D C D C h « . v p c ) c D . - 0 C D 0 . - 0 0 C D C D . - C D C D C D 0 r g C D C D 0 C D C D C D C D C D C D C D 0 C D c p C D C D C D C D 0 C D C D C D C D C D C D 0 C D C D C D C D C D C D C D 0 •
1
‘ • 3 g C c 4 ( . ) U l
C 4 g C e C c 4 C C C . ) ( 2 M ( 0
2 13
0 4 . 4 C C C 2 c e
c L . 4 G 4 C 2 G I
a • C D K t 2 C C E D ( . 2 G l
W O G K t M C G I
. . U 3 U 2 C d O K o t K C M C M C G O G I
. 2
C D C D C D C D M C M W C ) 0 C D r a . O l d C I,
U 1 1v a C I K C K C K C
U 3 < 4 2 \ e g C Z C D 0 c C C I M C C ) C D C D K C C D K C C ) O K O K C 4 m 2 C 4
W ( 0 O K › . m : E .
O G w > 4 C D C u
C G O K C C 4 2 4 2 C L 2 x c D C D c D C y r a ,
•
. 3 . 3 < < •
0 0 1 3 ,• 0 3 C D •CD . 2 0. a
c V
•
C D
•
4 3 r C ) z
N ot •E 4 C D 4 3 4 3 2 E z 0 •CD z 0 z
C D m m r m • • • m m m m e r 1 C V C D r I • N
c o u l u m u m r m r m c o C O O D 0 2 r 4 m i e r u n • • • • • • • . • • • • • • r - r n r 4 C D m - U l C D 1u n u l r m r ‘ 1 . r - r - u D 0 0 C Y C D m l e r 0 1 m - r m m l r 4 m l r q
0 0 0 U 2 C4C i 2 3 E 3 E 3 E
1 1
0 C Z C 2 0 1 U 2g = 2 z xr zc . r . 3 E 3 C C i 2 U 3 3 C U 2 3 E 1 E
1 : 2 0 C I O C D C a . 2 M E
'
X 1
M L D C 2 C D 0 4 2 C D hA W W = =. . 2 x 4 = Z E FA
SA
0
‹.E . • 4 3 C D D C 1U . 1 3 Z C D C D C D z a z
< < E . E . 4 3 4 3 Z Z
< < < E E E. 4 2 U 3 4 3 C . 4 D C 3 E 3 E • • Z C D C D .C D C ) C 2 C D z z 0 z z z z
C D C D •
P .
C D C D
•
1C n C O r 4 V D
I-
0 I D E C a U 2 r
1 1 C M IC , 4 . . 4
1 1
0 1
1C D C D C D C • D M 0 w 4 W W › . 1 W W r X = M E
1 1 3 C D C D s . . 2 x
1 13 C C a C D C 1 2
3 E U ) U ) • )
•
C h c y r - o D P . . -
P .
C a Z C D z
N •N • • < •0 • 0 0 • E . C D C D OC a l C a L 3 O D 1 W W W W 4 2 W M C Z 3 Z Z. . Z .P Z 3 Z Z z r . . z m C D C D C D C D C D .C D C D C D C D C D .0 .0 z a z z 0 z 0 z a z z z 0 z z z
C D C S u m e r r - m l m n e r
•
I
1
•
•
•
•
•
•
O D I - v D C 2 C D s r r i
•
•
V D . - O D v D O D C h O D V D r 4 C D e r O D C D V D r 4 e r M V e n C V P . P . P .
•
•
•
•
•
1C D O D e r m m C m X I r - v l O D r n C D r m P. 4. P . m M
I
1 13 0 3 3 3 0 0 3 0 0 •X •3E •C a U . 2 •L a C a M E m r C D C . ) M E C . ) C n C . ) M E m rC . ) M E M E u 2 0 2 . 2 . 2
1
c z z Z 1C D C 2 C D C D C D 3 C C • D 1 C Z C D C D M C D C D C D C 2 C a 2 C O 4 3 C D C D U 2 . L a C D r r r r r . 2 = s2 r = = E = . 2 = Z
1
e M M - C h r - m n w D r n r n r - r - r - O D e r r I V D e r m - r - V I C h u D u m ) e r r - c m e r C D C O C h C D C D 0 D r . s r m v D C D e r m - O D e l r m C D C D C D C ) e r C D C D C D C D C D C D C D C D e r C D C D C D C D C D C D C D r o n C D r 4 r g C D C D V D r 4 m m v p C D C D C D r - C D C D C D C D C D r - C D r - C D C D ( . 4 C D c D C p .CD C D C D C D C D C D C D C , C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D • • • • • • • • • • • • • • • • . • • • • • • • • • . • . • • • • • • • • • • • • • • • • • • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
e r m - r - er C D c D C D m v r - m n O D u l C h c D e r s r e r r - C h r V D C n I C D C D m - C D C D C D C D C D C 2 C D C D C D • . • . • . • • . • • • C D C D C D C D C D C D C D C D C D C D C D C D
m - u l O D c D u l c D C M r M U 1 O D u l u n m 4 C h r - C D e r V D a D 0 D r n m - m 4 e r c o e r m v m r - C D 0 4 C D . - r 4 C D . M 4 r - C O r - r n y D e r u l r m u n r m s r y u l c o e n 0 0 r 4 e l . - c v C h u l C D C D . - C D C D C D C m C D C D , . - C D C D C D C D C D C D C D C D C D C D C D C D c y c D r y c D c D r - C D C D •
•
•
11 1 1 1
C V u n r V o n C D • . C D C D
C M C O r C D C D . • C D C D
. - C M i f , C V C D C D C D • • • C D C D C D
•
•
•
•
•
•
•
•
0
•
•
•
•
•
•
•
•
•
•
r V 2 C D • C )
c m v D C D . C D
C O r l C D • C D
V D e m C D • C D
r r y C D • C D
N U M e r r n C D r y e r C D C D C D C D C D C D • • • • • • C D C D C D C D C D C D
•
•
•
•
•
% 0 e r C D • C D
e r e r C D r . I N r n r 4 C D r 4 0 0 C D C D C D C D • • • I • • C D C D C D C D m - C D
c q c o V D m - r 9 V D e r C D u l c v u m e r c m c m C D c v O D u D C D r q r 4 r q r q e n r 4 e r L i n r n m m r y C D r 4 C D C D C D 0 C D C D C D c D C D C D C D C D C D C D C D C D •
•
•
•
•
•
•
•
•
•
•
N N r - r - r - r1 I 1 1 1 1 1 11 1 1 1 1 1 1 U i u n o D o D 0 1 O D v l O D 1 . 1 V I V, U i
m 2 . . > Z < \
•
•
•
•
•
•
C D C D C D C D C ) c D c D C D C D C D C D C D C D C D C D C D C D C Z
C D c D c y c o . - c m y O m m e r r n 0 D u D e r C D C D C D C D C D u n m m c D o D e r e r u n a D c D C D C D r v C D C D C D C D C V C D C D C D • 1 . c D r 4 C D C D C D C D C D C D c D C , C D r y C D C D C D C D C D V I C D C O C D C D C D C D C ) C D C D C D C D C D C D C D C D C D C D C D c D c D C D c D C D C D C D C D C D C D C D C D C D C D • • • • • • • • • • • • • • • • • • • • • • • • • • • • . • • • C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D c D C D C D C D C D C D
11 1 1 1 1 1 1 1 1 1
C D n C C C .
•
11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
r m 0 c r e r m - v D v 7 2 C D C D C D ‘ r 0 1 C D C D c D C D C D C D C D C D W I c D c D C D V D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D • • • • • • • • • . • • • • • C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D
. C a 1 2 G < 0 = 4 C / 2 C a C C C Z Z C O C a C . 1 0 4 C 4
C 4 s 4 1 : 4 E . C i l s • C A ) M . C O
Q
0 3 J o a s r o r o r o r e ; . r a ( N I r y r m r m e r e r u n u l v D v 2 r - r - c o c o c m c m C D C D u D u D V D V D v D v D 4 2 v 2 V D v 2 v D v D 1 / 4 . 0 Y D v 2 w 2 r - r -
. c
z 0
z z z z z z z z z z z z z z z z z z u lc .n
3 3 3 3 3 3 3 3 3 3 3 = = = = = =
2 14
u 3 _
( 1 2 1 2 M 1 2 r ö _ C D M 1 2 0 2 12
M s 1 2
c n
1 1 1
C D C a E + n C C L j x C . 3 3 C 2g C
m 2 O Z C .4 C • . ) C D ( 4 C D c . 2 U 7
0 0 0 C
E .
. 1 2
1 1X
• C l )•
. C L U . 7 c e 4 2 c a g l , .2 ( . .m D G 2 0 C Z 3 : G O S L 4 3 C ) 3 X C D . e 0 M E X C D C a e 4 c e C 4 4 C G
F R A G M E N T
P L O U G H S H A R E
•
C U R E N C Y B A R
c Y r M 0 • C D
•
C U R E N C Y B A R
c v c v C D • C D
•
C U R E N C Y B A R
V D M . 4 C D • C D
•
N A I L S H A N K
O D u n r 4 C D C D •• C D C D
•
C D C D C D C D C D C D C D C D C ) C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D C D 0 0 C D
S W O R D S C A B A R D
c n
r 4 I V D o e . • •E . C D C D C r . ) 0 c o r u I r 1 u 2 l E C a C a 4 3 ZA D L r + z z m z z C D C ) C D C D • .0 0 z. . . 1. . 2 0 0 0 0 z 0 z z 0 z z
t.4
5, C D 4
c e 3 c 4 a l a c o c . )
C C 3 ( 0 . C 1 f t 1 a : 1 ( 0 . 3 M c s 4 r q r m r m e r e r u n u n 0 0
Z Z C C
Z
Z
Z CZ
% C A R B O N
4 • E o W \ C . ) r w w Z m z Z 0 0 • 0 0 Z Z 0 Z Z
< E W r i ca Zu z 0 0 • Z Z O
v i N e • • • e I rs e c0 1 1 • c h 0 s . N
C D . 2
Z c n 1 ' , . . C Z m C c 2 u 2 ( " 2 . 2 m E
C D . 4
c I
C 2 C Z C D C . ) C . ) 1 . 4 Z M =
• o \ w w Z Z 0 0 Z Z
w z 0 Z
w z 0 Z
0 4 \ w c a Z 3 z 0 0 0 • Z J Z O
w Z 0 Z
w Z 0 Z
w Z 0 Z
w Z 0 Z
w z 0 Z
w Z 0 Z
w Z 0 Z
w Z 0 Z
w z 0 Z
w u mu m Z 3 Z Z 0 0 0 0 Z 4 Z Z
w Z 0 Z
u 2 E.co Z M Z 0 0 0 Z 4 Z
u 2 Z 0 Z
u 2ca Z Z 0 0 Z Z
N . .0 O N W ,. .W w Z m Z Z 0 . 0 0 Z O Z Z
0 N N m h ec t i e ul O N 0 0 0 0 0 0 0 0 0 0 0 0 0 m 0 0 0 0 0 0 0 • • • • . • • • • • • • • , • • • • • • • • . . • . • • • • . . 0Ln e m 0 N e 0 0 0 1 . 00 N N YD N 0 0 % mkn N i o bs . . m 0 O m MI L r e w ) N uD e N o ‘ O ul oc c i M mu l N er - -. . - 01. - O e m N r- ep O N m cp
Z • C l ) . 1 I3 C M C Z , . . , C Z C z C Z C Z C Z C Z 3 C C C •C u l C D m C D C . D U 2 C . 2 U 2 m U 2 C 2 C D C D C D U 2 C D .C D I E C C D U 2 U 2 u . 2 = . 2 m c . 3 . 2 I C m E m C z C Z E . 2 . 2 . 2 . 2 E . Z u . 2 m . 2 . 2 1 C z E
M u 2 • z E I C I 2 c C M C D C . 2 C D .L e C s 2 C D . 2 Z . 2 U 2 i c . 2
= iC Z C Z 3 C 2 g C D C 2 C D C Z b i C D C D 0.4 s 4 E Z 4 4 = Z = X
= = = = = iC D C . 7 c D C D C D C Z C Z 1 ' 4 >4 1 1 s . U l = = = = = X M
= C D . 4 =
= = C D C Z C Z 2 c C D C 2 3 c C Z 0 C Z 3 C 2 C D . 4 U 2 U 2 C D s . U 2 0 >4 U2 u3 U2 0 U .2 = X X 4 X X 4 = M M X 4 M =
= c D C Z 3 c m U2 C D X E J
v itm e l e ..- m u l e e ms -t d mr . . . e. . . mLn 1 40 / - m m oD m o N.- .. 0 4 4 . 0 0 0s . 0 0 0 0.- 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 01 • • • • • • • . • . • • • • • • • • • • • • • • • • • • • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
. r d < 0 . E . , \ O W wca c a c zca Z Z Z Z Z Z 0 0 0 0 0 0 0 Z Z J Z J Z Z
0 0 0 0 0 0 . • • • • N N hin e g a , p o ch N N
1
3 C 3 1 2 E C D .C D . z E c n . 2 c ) . 2 u c n
1C Z C D C Z 3 c 3 c G 2 s 4 U 2 C D C D Z = 2 4 4
z 1c D =
m -. .0 e r -u l h m m m r 0 0 0 0 0 0 0 s- 0 - s- 0 0 N Q 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 • • • • • • • • • • i • . • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 e . r ne r.- ch m rs m Nr .. r . . . . ch 0.- co W 0 e N u l e . M%o s . . m ch s u l e e e m e N m ulin N etn - e . N e N mu De r mu l N 0 0 e 0 - m,m 0 - ch h -in N s- m m o m e . 0.e . No p a z h r- e o u l on r m o m cv ez e l a r . w 0 0 0 p o o m p - - mr . .. 0 0 - e Kr -cv mv a ul - m l a a s e - e N ev o o r - o o - 6 0
.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
M
0
0
0
0
0
0
0
0
0
0
0
• O
• C
• O
• Q
• 0
• 0
• 0
• 0
• 0
O 0
O
O
O
O
0
0
M
0
• 0
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
11 1 1 1 1 1 1 1 1
11 1 1 1
11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
- 0 N m m N e . N - e.. 0 m e m ul ch e N. 2 . 0 0 N - e N N - e . m.- m e .rn e m h m.- N N e r m N N m N s . e m o%o N ui 0 0 0 0 0 0 0 0.- 0 0 0 - 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 • • • • • • • • • • • • • • • • • • • • • • . • • • • • • • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
c ' e m a l 01,- N m yD e r O m m r9 ce r s eu ls - Ns - o Nco - e ul e N, JD 0 0 0 0 = 0 - 0 0 0 0 0 w O o • • • • • • • • • • . • • • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
m 0c 1D co.- 0 00 m i e m e . 0 01 / 40 0. 0 .- 0%D N N 0 0 0 0 0 0 0 01. 0 - 0.- 0 0 0 0 0 0 0 0 0 0.- 0 0.- 0.- . 0 0 0 0 0 0 0 0.- 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 m 0 • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
c o ul m o o . - - m 0 0 0 0 p o o • • • • • 0 0 0 0 0
-1 / 40 0 0 0 01 • • 0 0
- m e. . . mu l e - c"e 0 N me l 0c0 0 0(0.0 o 0 p 0 o c m p o •
•
•
•
( 7Y 1
i
1
1
1
1
1
X •
1
1
1
8
•
•
•
•
•
1
1
Ch 1
I I
I
1
B R O N Z E D
1
•
0 0 0 0 0 0 0 0 0 0
E M 0
M.O m.O M.C 1 M M M.O M M .U.M m 1 D 0 0 -. . . . N N mm I M M v D%o h- r- mca Ch e M Z 0 Z miZ M Z
0 2 n w = = = 0
c ) z w = = = 0
c ) c ) U Z 2 n 2 E w w w w = a ct c 4 = = =cr = = = = 0 0 0 0
5 9 C U R E N C Y B A R C U R E N C Y B A R C U R E N C Y B A R P L O U G H S H A R E
0 • 2 n w = c e m 0
C U R E N C Y B A R
C . ) 2 n C c K C K C U u 2 C r l L O ( 0
C U R E N C Y B A R
u e w = a = 0
C U R E N C Y B A R C U R E N C Y B A R
m u . u z
.
0_ 2 C D b e 1 2 . 4 C ) 0 c 4 s . C Z c . 2 c e U u c o = C D C D
F R A G M E N T
U
= U Z : D
2 4 = c c 4 c 4 2 4 c c 4 K r K r Kr gt 4C gC .t a m a o a z a z c o c o c o 2
C U R E N C Y B A R
w w w z a . c mC l ic 2bf K C K C ( 4 c
c l < u m =
. C D < c 4 a .
C U R E N C Y B A R
X < . 2
c 4 4 • • M C C . 2. 2 > . u - Z U i u p
C U R E N C Y B A R
E .
m2 a l O
c• • •