Ceramic Matrix Composites: Materials, Manufacturing and Engineering 9783110353006, 9783110352849
Composite materials are engineered from two or more constituents with significantly altered physical or chemical propert
447 111 8MB
English Pages 157 [158] Year 2016
Polecaj historie



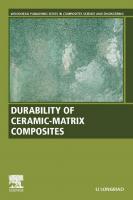







Table of contents :
Preface
Contents
List of contributing authors
1. Mechanical behavior of ceramic matrix composite (CMCs) and lifetime prediction by acoustic emission
2. Advanced electroceramic composites: Property control through processing
3. Regulation and control of macro-micro structure for optimal performance in alumina self-lubricated composites
4. The measurement of mechanical properties of interfaces in ceramic composites
5. Carbonaceous nanomaterials for hybrid organic photovoltaic application
6. Advances in self-healing based on carbon nanomaterials for electrical circuits – A review
Index
Citation preview
Advanced Composites Davim ∙ Ceramic Matrix Materials
Also of Interest Series: Advanced Composites. J. Paulo Davim (Ed.) ISSN 2192-8983 Published titles in this series: Vol. 4: Machinability of Fibre-Reinforced Plastics (2015) Ed. by Davim, J. Paulo Vol. 3: Metal Matrix Composites (2014) Ed. by Davim, J. Paulo Vol. 2: Biomedical Composites (2013) Ed. by Davim, J. Paulo Vol. 1: Nanocomposites (2013) Ed. by Davim, J. Paulo/Charitidis, Constantinos A.
Nanomaterials in Joining. Constantinos A. Charitidis (Ed.), 2015 ISBN 978-3-11-033960-4, e-ISBN 978-3-11-033972-7
Nanoparticles. Raz Jelinek, 2015 ISBN 978-3-11-033002-1, e-ISBN 978-3-11-033003-8
Nanocarbon-Inorganic Hybrids. Next Generation Composites for Sustainable Energy Applications Eder, Schlögl (Eds.), 2014 ISBN 978-3-11-026971-0, e-ISBN 978-3-11-026986-4
Glass. Selected Properties and Crystallization Schmelzer (Ed.), 2014 ISBN 978-3-11-029838-3, e-ISBN 978-3-11-029858-1
Nanotechnology Reviews Kumar, Challa (Editor-in-Chief) ISSN 2191-9089, e-ISSN 2191-9097
Ceramic Matrix Materials | Materials, Manufacturing and Engineering Edited by J. Paulo Davim
Editor Prof. Dr. J. Paulo Davim University of Aveiro Department of Mechanical Engineering Campus Santiago 3810-193 Aveiro, Portugal [email protected]
ISBN 978-3-11-035284-9 e-ISBN (PDF) 978-3-11-035300-6 e-ISBN (EPUB) 978-3-11-038346-1 Set-ISBN 978-3-11-035301-3 ISSN 2192-8983
Library of Congress Cataloging-in-Publication Data A CIP catalog record for this book has been applied for at the Library of Congress. Bibliographic information published by the Deutsche Nationalbibliothek The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie; detailed bibliographic data are available on the Internet at http://dnb.dnb.de. © 2016 Walter de Gruyter GmbH, Berlin/Boston Cover image: gettyimages/thinkstockphotos, Abalone Shell Typesetting: PTP-Berlin, Protago-TEX-Production GmbH, Berlin Printing and binding: CPI books, GmbH, Leck ♾ Printed on acid-free paper Printed in Germany www.degruyter.com
Preface Ceramic matrix composites (CMCs) are materials “in which one or more different ceramic phases are deliberately added, in order to increase some property that is not controlled by the monolithic ceramic materials”. The majority of CMCs contain a ceramic matrix (alumina, silicon nitride, silicon carbide, titanium carbide, and several types of glass) with metallic or ceramic fibers (short fibers such as whiskers or long fibers) or particulates as reinforcements. CMCs consist of a ceramic primary phase embedded with a secondary phase. The integration of the secondary phase into ceramic matrix results in improvement of mechanical properties, namely, its toughness. In general, CMCs are resistant to high temperatures and have good wear resistance. Also reinforcements are added during the processing of CMCs to improve the properties such as electrical conductivity, thermal conductivity, and thermal expansion. The present volume aims to provide recent information on ceramic matrix composites – materials, manufacturing and engineering – in six chapters. Chapter 1 provides information on the mechanical behavior of ceramic matrix composite and lifetime prediction by acoustic emission. Chapter 2 is dedicated to advanced electroceramic composites (property control through processing). Chapter 3 describes the regulation and control of macro-micro structure for optimal performance in alumina self-lubricated composites. Chapter 4 contains information on the measurement of mechanical properties of interfaces in ceramic composites. Chapter 5 describes carbonaceous nanomaterials for hybrid organic photovoltaic application. Finally, Chapter 6 is dedicated to a review on advances in self-healing based on carbon nanomaterials for electrical circuits. This book can be used as a research book for the final undergraduate engineering course or as a topic on ceramic matrix composites at the postgraduate level. Also, the book can serve as a useful reference for academics, researchers, materials, mechanical and manufacturing engineers, and professionals in ceramic matrix composites and related industries. This volume is of interest for great number of research centers, laboratories, and universities as well as industry. The editor wishes to thank De Gruyter for this chance and for their passionate and professional support. Finally, I would like to thank all the chapter authors for contributing in this work. Aveiro, Portugal, July 2016
J. Paulo Davim
Contents Preface | V List of contributing authors | XI Nathalie Godin, Pascal Reynaud, Mohamed R’Mili, and Gilbert Fantozzi 1 Mechanical behavior of ceramic matrix composite (CMCs) and lifetime prediction by acoustic emission | 1 1.1 Introduction | 1 1.2 Acoustic emission: Analysis and methodology | 3 1.2.1 Location of the AE signal | 3 1.2.2 Relevant descriptors | 4 1.2.3 Clustering of the AE signal | 6 1.2.4 Recorded AE energy vs source energy | 8 1.2.5 Identification of attenuation parameters | 8 1.2.6 Coefficient of emission R AE | 9 1.2.7 Power law | 9 1.3 Results during mechanical tests | 10 1.3.1 Monotonic tensile behavior | 10 1.3.2 Static fatigue at intermediate temperature | 14 1.3.3 Cyclic fatigue at high temperature | 26 1.4 Conclusion | 31 Ajay Kaushal and José Maria da Fonte Ferreira 2 Advanced electroceramic composites: Property control through processing | 39 2.1 Introduction | 39 2.2 Experimental details | 41 2.2.1 Synthesis of BZT–BCT ceramics through an aqueous colloidal processing route | 41 2.2.2 Structural characterization of sintered BZT–BCT ceramic samples | 42 2.2.3 Mechanical characterization of sintered BZT–BCT ceramic samples | 43 2.2.4 Electrical characterization of sintered BZT–BCT ceramic samples | 43 2.3 Results and discussion | 43 2.3.1 Structural properties | 43 2.3.2 Mechanical properties | 49 2.3.3 Electrical properties | 51 2.4 Conclusions | 56
VIII | Contents
Yongsheng Zhang, Junjie Song, Yuan Fang, Hengzhong Fan, and Litian Hu 3 Regulation and control of macro-micro structure for optimal performance in alumina self-lubricated composites | 59 3.1 Introduction | 59 3.2 Influence of structure parameters on the mechanical properties of the alumina laminated composites | 60 3.3 Influence of structure parameters on the tribological properties of laminates | 65 3.4 Design of interfaces for optimal performance of alumina laminated composites | 69 Dariusz M. Jarząbek and Wojciech Dera 4 The measurement of mechanical properties of interfaces in ceramic composites | 77 4.1 Introduction | 77 4.1.1 The role of the interface | 77 4.1.2 The basics of fracture theory | 78 4.2 The nanoindentation techniques | 81 4.2.1 Short introduction to nanoindentation | 81 4.2.2 Pushing out a fiber | 82 4.2.3 Indentation tests of thin films | 83 4.2.4 Compression of micropillar test specimen | 86 4.2.5 Conclusion | 87 4.3 Pull-out and microbond tests | 88 4.4 Tensile tests | 90 4.4.1 Interfacial shear strength measurement | 90 4.4.2 Interfacial tensile strength measurement | 91 4.5 Scratch test | 96 4.5.1 Conventional scratch test | 96 4.5.2 The precracked line scratch test | 97 4.5.3 Microdot scratch test | 97 4.6 Application of scanning force microscope in the interface strength determination | 99 4.6.1 Short introduction to atomic force microscopy | 99 4.6.2 Interface strength determination with nanopillars | 101 4.7 Concluding Remarks | 104 Brahim Aïssa and Mohamed Bououdina 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application | 109 5.1 Introduction | 109 5.2 Carbon nanotubes in photovoltaic | 111
Contents
5.3 5.4 5.5
| IX
Graphene in photovoltaics | 116 Carbon nanotubes/graphene hybrid for solar cell application | 120 Outlook and perspectives | 121
Brahim Aïssa 6 Advances in self-healing based on carbon nanomaterials for electrical circuits – A review | 127 6.1 Introduction | 127 6.2 State of the art | 127 6.3 Conclusions | 140 Index | 143
List of contributing authors Brahim Aïssa Qatar Environment & Energy Research Institute (QEERI) and College of Science and Engineering Hamad Bin Khalifa University Qatar Foundation P.O. Box 5825 Doha, Qatar e-mail: [email protected] Chapters 5 and 6 Mohamed Bououdina Department of Physics Coolege of Science University of Bahrain P.O. Box 32038 Sakheer Campus Kingdom of Bahrain e-mail: [email protected] Chapter 5 Wojciech Dera Institute of Fundamental Technological Research Polish Academy of Sciences Poland Chapter 4 Hengzhong Fan State Key Laboratory of Solid Lubrication Lanzhou Institute of Chemical Physics Chinese Academy of Science Lanzhou 730000 China University of Chinese Academy of Sciences Beijing 100049 China Chapter 3
Yuan Fang State Key Laboratory of Solid Lubrication Lanzhou Institute of Chemical Physics Chinese Academy of Science Lanzhou 730000 China University of Chinese Academy of Sciences Beijing 100049 China Chapter 3 Gilbert Fantozzi INSA de Lyon MATEIS (UMR CNRS 5510) 7 avenue Jean Capelle 69621 VILLEURBANNE Cedex France Chapter 1 José Maria da Fonte Ferreira Department of Materials and Ceramic Engineering, CICECO University of Aveiro 3810-193 Aveiro Portugal e-mail: [email protected] Chapter 2 Nathalie Godin INSA de Lyon MATEIS (UMR CNRS 5510) 7 avenue Jean Capelle 69621 VILLEURBANNE Cedex France e-mail: [email protected] Chapter 1 Litian Hu State Key Laboratory of Solid Lubrication Lanzhou Institute of Chemical Physics Chinese Academy of Science Lanzhou 730000 China Chapter 3
XII | List of contributing authors
Dariusz M. Jarząbek Institute of Fundamental Technological Research Polish Academy of Sciences Poland e-mail: [email protected] Chapter 4 Ajay Kaushal Department of Materials and Ceramic Engineering, CICECO University of Aveiro 3810-193 Aveiro Portugal e-mail: [email protected] Chapter 2 Mohamed R’Mili INSA de Lyon MATEIS (UMR CNRS 5510) 7 avenue Jean Capelle 69621 VILLEURBANNE Cedex France Chapter 1
Pascal Reynaud INSA de Lyon MATEIS (UMR CNRS 5510) 7 avenue Jean Capelle 69621 VILLEURBANNE Cedex France Chapter 1 Junjie Song State Key Laboratory of Solid Lubrication Lanzhou Institute of Chemical Physics Chinese Academy of Science Lanzhou 730000 China University of Chinese Academy of Sciences Beijing 100049 China Chapter 3 Yongsheng Zhang State Key Laboratory of Solid Lubrication Lanzhou Institute of Chemical Physics Chinese Academy of Science Lanzhou 730000 China e-mail: [email protected] Chapter 3
Nathalie Godin, Pascal Reynaud, Mohamed R’Mili, and Gilbert Fantozzi
1 Mechanical behavior of ceramic matrix composite (CMCs) and lifetime prediction by acoustic emission 1.1 Introduction Space and aeronautic applications need light and nonbrittle materials even at high temperature. For example, in airplane engines, materials have to maintain their good long-term mechanical properties under high temperature and oxidizing atmospheres even when subjected to complex mechanical loads. Nonoxide ceramic matrix composites (CMCs) and more particularly SiC/SiC composites are very attractive candidates for many high-temperature structural applications because of their excellent creep resistance, high-temperature strength, and light weight [1–15]. Damage tolerance is achieved through the use of low shear strength fiber coatings that deflect cracks along the interfaces. Future engine applications in civil aircrafts are foreseen for such composites. These applications require very long lifetimes under in-service conditions. CMCs are composite materials made with long ceramic fibers cloths embedded in a ceramic matrix deposited by chemical vapor infiltration [6] (CVI) (Fig. 1.1). In these composites, the fracture strain of fibers is higher than the fracture strain of the matrix. Then, when a load is applied on a composite, matrix cracks first, and fibers bridging this crack sustain the load. Due to the difference of stresses between bridging fibers and matrix at the level of the matrix crack, interface between fiber and matrix is subjected to a shear stress leading to a debonding of fibers and matrix [7]. The concept of functional multilayered matrix was therefore recently introduced in the new generations of SiCf /[Si-B-C] composites in order to improve the lifetime under intermediate and high temperatures thanks to the formation of sealant glasses [8, 9]. Various authors have studied its mechanical behavior and degradation mechanisms at high temperatures [10–13]. A lot of studies are done to understand the links between microstructure, damage, and durability of these materials [14]. Today, the challenge is to predict components service lifetime. To achieve this goal, quantification of damage as well as identification of the various damage modes are required. The acoustic emission (AE) technique [15] may be a useful method for the investigation of local damage in materials. In the case of composite materials, many mechanisms have been confirmed as AE sources including matrix cracking, fiber-matrix interface debonding, fiber fracture and delamination. The acoustic emission (AE) technique is widely used for studying the damage mechanisms in composite materials [16–20]. Modal AE seems to be a very interesting approach if wide-band sensors are used, because AE signals are less modified by wide-band sensors than by traditional resonant
2 | 1 Acoustic emission and damage of CMC
3
2 millimeters
2 1
200 microns
(a)
(b)
Fig. 1.1: (a) SEM micrograph of the cross-section of SiC/SiC composites (b) Typical fracture surface of SiC/SiC composite.
sensors. The frequency content of each signal waveform can then be analyzed in order to distinguish different types of events and attribute them to a damage mechanism [21]. Another approach consists in describing the AE signals by using some parameters such as the amplitude, duration, energy, and rise time (for example) of each signal. Statistical multiparameter analysis can then be performed to classify the data by using classification algorithms or neural networks [22–26]. The main purpose of this chapter is to consider the possibility of predicting the fracture time of CMC from damage evolution recorded by AE technique. Two kinds of analysis based on acoustic emission recorded during mechanical tests are investigated. In the first analysis, based on individual AE signals analysis, acoustic signature of each damage mechanism is characterized. So with a clustering method, AE signals having similar shapes or similar features can be grouped together into a cluster. Afterwards, each cluster can be linked with a main damage [27–29]. In this way, a careful analysis of acoustic emission signals can lead to the discrimination of the different damage mechanisms occurring in a composite material. It is a possible solution for identification of damage during service with a view to component lifetime control. The second analysis is based on a global AE analysis, on the investigation of liberated energy, with a view to identify a critical point. In 1962, pioneering experiments on rocks were carried out by Mogi [30]. Acoustic emissions associated with microcracks were monitored, and power law frequency-magnitude statistics were observed. Many researchers investigated the elastic energy release during the failure process of materials [31–39]. Smith and Phoenix [31], Curtin [32], and Newman and Phoenix [33] studied the critical point hypothesis (CPH) using the fiber model. Turcotte et al. [34] and BenZion and Lyaldaovsky [35] also performed analogous investigations on CPH. Johansen and Sornette [36] and Guarino [37] also found similar results on the acoustic emission release prior to failure of composites. They all observed that the energy release accelerated in the form of a power law. The objective of the second approach is to propose
1.2 Acoustic emission: Analysis and methodology
| 3
a method based on acoustic energy in order to evaluate the remaining lifetime during long-term-mechanical tests. This approach is based on the determination of energy released and identification of a critical point in energy release during mechanical test. Thus, beyond this characteristic point the criticality can be modeled with a power-law in order to evaluate time to failure. These models are significant to avalanche behavior very similar to that observed in seismicity.
1.2 Acoustic emission: Analysis and methodology 1.2.1 Location of the AE signal To perform a uniaxial tensile test, AE is usually monitored by using a two-channel acquisition system. The resonant sensors were attached on the specimen inside the grips for the tests at intermediate temperature. Medium viscosity vacuum grease was used as a coupling agent. Two heat-resistant steel wave guides with a length of 140 mm and a diameter of 8 mm were put onto the specimen for the tests at high temperature above 700 °C. The location of sources has been calculated using the difference in times of arrival on each sensor. Only the signals coming from the working length of the specimens are analysed. The AE wave velocity was calibrated before the test Ce0 , according to a pencil lead break procedure: several breaks were performed on the specimen at several locations x between the two sensors. The difference in time of arrival ∆t(x) between the two sensors was calculated by using the first peak of each signal. The velocity C e (ε) of an extensional wave in a thin plate is proportional to the square root of the elastic modulus E of the material. Since E decreases as damage occurs in the material, it is important to take into account the evolution of Ce during the mechanical test in order to better evaluate the location of the AE sources. As proposed by Morsher [40], the initial modulus during unloading E(ε) was measured during a cycled tensile test, where hysteresis loops were obtained at different strains. The velocity C e (ε) was then determined by using equation (1.1): Ce(ε) E(ε) =√ , Ce0 E0
(1.1)
where Ce 0 and E0 are respectively the velocity and the elastic modulus in the undamaged state, and C e (ε) and E(ε) are respectively the velocity and the elastic modulus under a maximum strain ε. For example, at the end of the tensile test, the velocity on SiC/SiC composite was found to be equal to 6480 m/s, instead of 10000 m/s in the undamaged state. The decrease in wave velocity is thus not negligible.
4 | 1 Acoustic emission and damage of CMC
1.2.2 Relevant descriptors The traditional way to observe signals is to analyse them in the time domain. A typical AE waveform (or a hit) is depicted in Fig. 1.2 a in detail with its main features. A set of parameters is extracted from the signal.
Feature in the time domain Amplitude is the peak voltage of the waveform and is expressed in dB. Amplitude is the most commonly used parameter for damage discrimination. The amplitude is closely related to the magnitude of source event. For example, analysis of AE amplitude dis-
Amplitude
Number of counts
Threshold time
Duration (a)
Rise time x 10–8 7
Peak Frequency
6
Magnitude
5 4 Frequency centroid
3 2 1 0 0
(b)
1
2
3
4 5 6 Frequency, Hz
7
8
9
10 x 105
Fig. 1.2: Major features of AE signals in (a) time domain and (b) frequency domain.
1.2 Acoustic emission: Analysis and methodology
|
5
tributions [41], coupled with the stress strain curves and SEM observations indicates that the fracture mechanisms of the SiC/SiC composite consist of matrix cracking, fiber pull-out, and fiber breakage. The number of counts is the number of times within the duration where one signal exceeds the threshold. Duration is defined as the time interval between the first and the last threshold crossing and is measured usually in µs. Rise time indicates the delay between the first threshold crossing and the time of the maximum peak, again in µs. Counts during the rise time is referred to as counts to peak. The comparison between counts and duration allow us to define several frequency parameters. For example, the average frequency is defined by the ratio of threshold crossings (number of counts) over the duration of the signal and is measured in kHz. Initial frequency is a calculated descriptor derived from the counts to peak divided by the rise time. Reverberation frequency is the (counts–counts to peak)/(duration– rise time) ratio. RA (rise angle) value is the rise time divided by amplitude. AE energy is generally defined as a measured area under the rectified waveform envelope. The energy is preferred to interpret the magnitude of source event over counts because it is sensitive to the amplitude as well as the duration. So a single parameter analysis is sometimes sufficient to discriminate two mechanisms with very different energies. Some authors applied this type of analysis to CMCs [42–44]. In the case of CMCs, Morscher used the energy of the waveforms to correlate through thickness matrix cracks, considering that the signals of fiber failure and interfacial debonding and sliding have a negligible contribution in energy [43, 44]. Among the other time-domain features extracted from each waveform shape factors as mean, standard deviation, skewness and kurtosis can be mentioned.
Feature in the frequency domain Parallel to time analysis, AE signals may be analysed also in the frequency domain. The frequency spectrum is usually obtained by the fast Fourier transform of AE signals. Power spectra in the frequency range 0–1 MHz are calculated for the AE waveforms (Fig. 1.2 b). Frequency centroid (in kHz), a measure to characterise the spectrum, indicates where the center of mass of the spectrum is. The peak frequency (in kHz) is the point in the power spectrum at which the peak magnitude is observed. The combination of time and frequency domains may be done with the wavelet analysis. Hence, the wavelet transform, ideally used to analyse the frequency spectrum of signals which are not stationary, such as the transient acoustic emission signals originating from growing damage in material, provides time and frequency information simultaneously. However the stress waves resulting from the microstructural changes depend on the propagation conditions including attenuation, damping, and boundary surface interactions in a heterogeneous medium. So the signal delivered by the AE sensor is a strongly modified representation of the original source. Nevertheless, it is realistic to consider that this signal contains some features representative of the source in such a
6 | 1 Acoustic emission and damage of CMC
manner that direct correlation exists between the damage mechanisms and the magnitude of the various AE parameters. Consequently, each signal can be considered as the acoustic signature of the different damage modes. So, acoustic emission events can be classified using multivariable statistic analysis techniques, and then attributed to a damage mechanism in the material.
1.2.3 Clustering of the AE signal AE signals can reasonably be considered as a representation of their sources, and then the acoustic signature of damage mechanisms can be determined. Common analysis of AE is based on diagrams of cumulative hits or counts or histograms of amplitude. Nevertheless, in the case of composite materials, this approach is sometimes not adequate for identifying the various damage mechanisms. It can be improved by grouping signals of similar shapes into clusters using classifier parameters [45]. Many works [46–48] have shown that AE techniques and multivariable classification techniques are the basis of pattern recognition tool. In this type of studies, the following assumptions are done: 1. sources with different energy release (in terms of intensity and speed) generate AE signals with different waveforms; 2. AE signal energy is related to the energy released at the source. It depends in particular on the source size and amount of elastic energy stored. This parameter is thus very important for sources discrimination; 3. signals are affected by propagation but they remain images of sources. The recorded signals depend jointly on the events they have their origin in, the material properties of the propagation medium, and the sensor features. Each recorded signal depends on the source mechanism features, but also on material properties and sensor characteristics. In fact, AE signals are subject to many effects caused by variations in the material along the raypath (heterogeneities, anisotropy) and the recording system (coupling, sensor characteristic, …). So the AE signal is the convolution of the function source, the Green’s function of materials, the transfer function of the sensor, and the coupling and the transfer function of recording system. Accordingly, there is no universal signature for a given damage source. However, under defined set-up conditions, similarities exist between AE signals originating from similar damage.
Unsupervised clustering methodology of the AE signals Clustering refers to unsupervised classification. If no labelled data are available, an unsupervised methodology is required to perform an exploratory pattern-analysis. The term “unsupervised pattern recognition” is used to describe the complete method-
1.2 Acoustic emission: Analysis and methodology
| 7
ology consisting of procedures for descriptors selection, cluster analysis and cluster validity. AE signals that have similar characteristics are grouped using a clustering method. Consequently, AE signals recorded during tests must be split into clusters (in order to reveal the natural structure of data) based on similarity measures. A major issue in the use of AE technique is to associate every AE signature with a specific damage mechanism. The AE signals will be described by a number d of features, or descriptors (amplitude, duration, rise time, counts, etc.). A typical pattern clustering involves the following steps: – Representation of AE signals by relevant descriptors (feature selection/extraction procedure). The descriptors selection is an important step [26]. For the unsupervised pattern recognition, the descriptors should be relevant and limited in number. – Definition of a similarity measure which is appropriate to the data domain (Euclidean distance, Mahalanobis distance …) – Clustering or grouping of similar pattern signals (k-means [49], fuzzy k-means …), – Cluster validity analysis (Davies and Boudin index [50], silhouette value [51], …). – Cluster labelling (identification of the AE sources). After a successful classification according to criteria like Davies and Bouldin index, the resulting clusters should be correlated with the material damage mechanism. After clustering, the maximum possible number of clusters may be equal to the number of mechanisms if all the acoustic signatures are distinguishable. But some mechanisms may produce similar AE signals that would not be separated by the clustering algorithm. In this case the number of clusters would be lower than the number of mechanisms. The most challenging point of the unsupervised pattern recognition technique is to identify damage mechanisms corresponding to different clusters. This is due to the fact that the classification process does not lead to a unique solution, and there is no indisputable criterion to determine which classification result is more appropriate and representative of the damage mechanisms. The link between clusters and damage mechanisms is specific to each material and must be developed for each study based on the knowledge of the material.
Supervised pattern recognition method A supervised classification [52, 53] technique can also be used to analyse AE signals recorded during fatigue of CMC composites. This method requires a database of signals that have been labelled: the training set. Classification is the process of identifying the source of an event by comparing its features to those of previous events whose source is known. For example, the k-nearest neighbor rule classifies an AE signal as follows:
8 | 1 Acoustic emission and damage of CMC
1) find the k closest signals in the training data, 2) predict the class by majority vote, i.e. choose the class that is the most common among those k neighbors.
1.2.4 Recorded AE energy vs source energy It is generally accepted that the energy of an AE signal includes the energy released by the source at crack initiation. Various parameters affect recorded energy: distance of wave propagation, energy attenuation due to damage, coupling between sensor and material surface and sensor frequency response. Wave theory states that the energy of an acoustic wave decreases exponentially with the increase of propagation distance. Therefore, the following equation was proposed to describe the energy of recorded AE signals (for instance, at sensor 1) received from the source n [54, 55]: E1 (n) = E s (n) ⋅ A1 ⋅ e−B(L+x(n)) ,
(1.2)
where E s (n) is the energy released at source n in the form of elastic waves. Due to differences in coupling between sensor and material surface or in sensor frequency response, for a source located at equal distance, the sensors may record significantly different amounts of energy. Thus, A i is the proportion of source energy that is recorded by sensor i. It is a constant characteristic of sensor. L + x(n) is the distance of propagation from source n to sensor 1 (2L being the distance between sensors). The attenuation coefficient B is related to the propagation medium, which is subjected to changes due to damage evolution. Similarly, AE signal energy received at sensor 2 is expressed as E2 (n) = E s (n) ⋅ A2 ⋅ e−B(L−x(n)) .
(1.3)
The source energy is then defined as the square root of the product of the amounts of energy received at both sensors for each source: E(n) = √ E1 (n) × E2 (n) = A(n) ⋅ e−B.L/2,
(1.4)
where L is the distance between sensors. A(n) is directly related to the energy of source n and B is related to the propagation medium but supposed independent of the source energy.
1.2.5 Identification of attenuation parameters To evaluate energy attenuation [55, 56], the ratio of AE signal energies recorded at both sensors is calculated for each source n. For an easier identification of attenuation coefficient B, X(n) is defined as the natural logarithm of this ratio. From equations (1.2) and (1.3), it comes that X(n) = log
E1 (n) A1 − 2 ⋅ B ⋅ x(n) . = log E2 (n) A2
(1.5)
1.2 Acoustic emission: Analysis and methodology
|
9
1.2.6 Coefficient of emission R AE The energy of the recorded AE events represents a part of the elastic energy released by CMC specimens. Thus, the evolution of elastic energy released by analysing the energy of AE events may be investigated. The coefficient of emission R AE is defined as the increment of energy ∆E recorded during an increment of time ∆t, divided by the total energy emitted during the initial loading of the sample R AE (t) =
∆E 1 , Eloading ∆t
(1.6)
where Eloading is the cumulative AE energy for all the signals recorded during the initial loading up to the nominal load of the test, ∆E is the cumulative AE energy for all signals recorded during the interval [t; t + ∆t].
1.2.7 Power law Benioff’s law [57] (the sum of the square root of the energy released for sequential earthquakes) has been suggested for precursory phenomena of large earthquakes, increasing as an inverse power law of time before a main shock. N(t)
Ω(t) = ∑ √E i = Ω R + C (t R − t)1−γ ,
(1.7)
i=1
where E i is the seismic energy release of the ith precursory earthquake and N(t) is the number of precursory earthquakes considered up to time t. Ω R is the value of Ω(t) = N(t) ϕ ∑i=1 √ E i when t = t R , t R is the failure time. C = − 1−γ is negative, 1 − γ is an exponent, and ϕ is a constant. Based on equation (1.7), the increase of AE collected during fatigue is analyzed. E i is the energy of the ith AE signal detected and N(t) is the number of AE signals recorded and located along the gauge length until time t, t R is the failure time. The optimum circle method (OCM) [58], also developed in seismology, is used to assess the applicability of the Benioff law. In addition, it determines which AE sources should be considered in order to achieve the best approximation. The OCM was used to determine the time tstart when the energy release is well-described by the Benioff law. Two approximations are carried out on the energy release resulting from each time interval [tstart ; tR ]. A power-law approximation using the Benioff law and a linear approximation (Ω(t) = α ⋅ t + β) used as reference. The c-value is the ratio of the root mean square error of the approximation by the Benioff law over that of the linear fit. When the c-value is lower than 1, there is a positive contribution of the Benioff law since the approximation error is lower than that of a linear fit. It is a relative validation of the relevance of the approximation by the Benioff law. Therefore, to ensure quality of the approximation, only c-values lower than 0.5 are considered to be relevant.
10 | 1 Acoustic emission and damage of CMC
1.3 Results during mechanical tests 1.3.1 Monotonic tensile behavior 1.3.1.1 Mechanical behavior For damage study of ceramic matrix composites, the knowledge of the mechanical behavior under monotonic tensile loading is fundamental, because the main damage mechanisms are developed under this type of loading, that gives the initial damage of these composites for long tests like fatigue tests. CMCs exhibit an elastic damageable behavior. When a ceramic matrix composite is loaded under monotonic tension in a direction aligned with one direction of fibers, the mechanical behavior of CMC is characterized by three domains: – below the first matrix crack stress σ le : the composite is not damaged and the mechanical behavior of the composite is linear elastic behavior with an elastic modulus corresponding to load bearing by the fibers and the matrix (E c = E f v f + E m v m ); – above the first matrix crack stress σ le and below matrix crack saturation at σ sat : fiber/matrix sliding occurs. The mechanical behavior of the composite is nonlinear due to matrix multicracking and fiber/matrix interactions, which are characterized by the interfacial shear stress τ; – above the matrix crack saturation stress σ sat : the mechanical behavior of the composite is again linear elastic, but with a lower tangential elastic modulus corresponding to a load bearing by the fibers only (E c = E f v f ). Experimental results concerning SiC/SiC composite are shown in Fig. 1.3. Figure 1.3 a represents the hysteresis loop evolution of the composite during the loading-unloading-reloading cycles tests. To characterize the dissipation of energy during a loading/unloading cycle, several parameters (Fig. 1.4) can be calculated as: the area of the stress/strain loop (∆W), the internal friction ∆W/We where We is the maximum elastic energy stored during the cycle, the inelastic strain ε res and also the secant elastic modulus (E(t)). For strain values lower than 0.1 %, specimens exhibit a linear behavior. The nonlinear domain corresponds to a stage where matrix multicracking occurs and where the mean distance between two neighboring cracks decreases as the stress applied increases. Between 0.1 % and 0.6 % a significant decrease in elastic modulus is observed due to matrix cracking (Fig. 1.3 b). Above 0.6 %, the elastic modulus stabilizes indicating the saturation of matrix cracking. Beyond this point, the applied load is supported by fibers only. The cumulative number of AE signals allows the identification of the same phases. AE becomes significant in terms of number of signals and energy beyond 0.1 %. At 0.6 %, a significant change is observed on the cumulative number of acoustic emission sources. This characteristic point is in very good agreement with
1.3 Results during mechanical tests | 11
1
8 7
0.8
σ/σГ
Cumulated acoustic energy (J)
9
6 0.6
5 4
0.4
3 2 Cumulated acoustic energy
1
0.2
σ/σГ
0
0 0
(a)
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Displacement
1 Sample 1 Sample 1 Sample 1
0.8
E/E0
0.6 0.4 0.2 0
Position (mm)
0.2
0.4 0.6 Strain (%)
0.8
30
70
20
60 50
10
40 0 30 –10
20
–20
10 0
–30 0 (c)
Number of signals per mesh
0
(b)
0.1
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Déformation(%)
Fig. 1.3: (a) Experimental mechanical curve of composite under monotonic tension at room temperature (σr failure stress) (b) Evolution of elastic modulus for three tests (c) Evolution of linear densities of acoustic events along specimen axis during tensile tests at room temperature (the dotted lines represent the failure zone).
12 | 1 Acoustic emission and damage of CMC εmax σ
ΔW, ΔW/We, Δε
E(t)
We
εres
ε
Fig. 1.4: Schematic hysteresis loop, the area of the stress/strain loop (∆W), the internal friction ∆W/We , We the maximum elastic energy stored during the cycle, the inelastic strain εres and also the secant elastic modulus (E(t)).
the saturation of matrix cracking. Beyond this point, AE is lower and becomes very dense close to the rupture zone (Fig. 1.3 c).
1.3.1.2 Validation of the clustering approach on model composite: Minicomposite Due to the various and complex damage mechanisms involved in composite, it is necessary to study damage mechanisms in more simple models composites. Minicomposite is made with a fiber yarn imbedded in matrix. It corresponds to a 1D composite of small size. Figure 1.5 shows the results observed on a minicomposite SiC/SiCf specimen. Minicomposite are useful to reproduce the behavior of longitudinal tows. The SiC/SiCf minicomposites were manufactured at LCTS (University of Bordeaux – CNRS UMR5801, France) [59]. The specimens were made of PyC coated single Nicalon fiber bundles (500 fibers, provided by Herakles-Safran Group) infiltrated by a SiC matrix. It is worth pointing out that at 0.6 % strain, corresponding to the saturation of matrix cracking, about 2000 AE sources have been recorded. This number is significantly greater than the estimated number of matrix cracks (730 matrix cracks within the gauge length, based on average transverse matrix crack spacing that was mea-
1.3 Results during mechanical tests |
13
2000
600
Interfacial debonding
Stress (MPa)
450
300
1500
1000
Cluster 1
500
150 Matrix cracking
Fiber failures 0
0 0 (a)
Cumulative number of events
Cluster 2
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Strain (%)
1
100 µm
(b) Fig. 1.5: (a) Stress-strain curve and cumulative number of AE sources associated to each cluster (b) View of minicomposite after tensile test.
sured on micrographies), which indicates that several damage mechanisms operated. Therefore, it is necessary to identify the damage mechanisms that generated the AE sources. The unsupervised clustering procedure was applied. Based on the values of both validation criteria, it led to an optimum solution composed of 2 clusters. Signals associated with both clusters display distinct properties. Signals of cluster 1 have short rise times and durations and high amplitudes and energies, while signals of cluster 2 have longer rise times and durations and significantly lower amplitudes and energies. Signals of both clusters are also different in the frequency domain. In addition to their distinct properties, clusters 1 and 2 also have significantly different kinetics (Fig. 1.5 a). Therefore, they can be associated to different distinct damage mechanisms. Cluster 1: AE sources of cluster 1 appear first (Fig. 1.5 a). 840 AE sources are uniformly located throughout the gauge length at strains smaller than 0.6 % (Fig. 1.6 a). This number is in good agreement with the estimated number of matrix cracks (730). Thus, AE sources of cluster 1 generated at strains smaller than 0.6 % are associated
14 | 1 Acoustic emission and damage of CMC
to matrix cracking. At strains greater than 0.6 %, 70 AE sources were generated up to final rupture, mainly in the rupture zone. The rupture of a fiber bundle occurs when a critical number of individual fibers has failed [60]. For Nicalon fibers, this critical number corresponds to about 15 % of the total number of fibers. For the tested specimens (composed of 500 Nicalon fibers), 75 fibers are expected to break before ultimate failure. This number is in excellent agreement with the number of AE sources. The damage parameter D is defined as D(ε) = 1 − E(ε)/E0 , where E(ε) is the elastic modulus at strain ε and E0 is the Young’s modulus. It is a measure of matrix crack density. The damage parameter was evaluated after each unloading-reloading cycle. It was associated with the cumulative number of AE sources of cluster 1 that had appeared at that unloading-reloading cycle. A reproducible relationship is observed, indicating that the activity of cluster 1 is a measure of the kinetics of matrix cr acking (Fig. 1.7 a). Therefore, for strains greater than 0.6 %, AE sources of cluster 1 were attributed to fiber failures. Cluster 2: The activity of cluster 2 starts after that of cluster 1 (Fig. 1.5 a). As mentioned earlier in this section, AE signals of cluster 2 have significantly lower energies. The total number of AE sources is almost twice as large as that of cluster 1. Moreover, activity is very important even after saturation of matrix cracking. Finally, the few AE sources detected during unloading-reloading cycles were also attributed to cluster 2. Therefore, the AE sources of cluster 2 were attributed to interfacial phenomena including debonding and frictional slip at the fiber/matrix interfaces. In addition, a reproducible relationship is observed between hysteresis area, evaluated for every hysteresis loop, and the number of signals recorded in cluster 2 (Fig. 1.7 b).
1.3.2 Static fatigue at intermediate temperature 1.3.2.1 Mechanical behavior For static fatigue tests, applying a constant load on a composite, points out the effects of time on the mechanical behavior, and mainly the effects of oxidation under air. This kind of test has been applied on SiC/[Si-B-C] composites at intermediate temperatures (500 °C). The composite used is produced by the Safran Group (Bordeaux, France). This 2.5D woven composite is composed of Hi-Nicalon fibers, a pyrocarbon interphase layer, and a self-healing matrix. This matrix has been processed by several chemical vapor infiltrations with different compositions, based on the ternary Si-B-C system. The external surface is protected by a seal-coat. The specimens were loaded at a constant rate of 600 N/min up to a constant stress equal to 45 % σ R , 61 % σ R , 70 % σ R , 95 % σ R , where σ R is the stress to failure of the composite. This mechanical test may be conducted as follows: a constant load is applied on the composite, and periodically (between 6 h and 12 h according to the duration of the test) an unloading/reloading sequence is performed to obtain stress/strain loops and to follow the evolution of the mechanical properties of the composite.
1.3 Results during mechanical tests | 15
25 20 15
Position, mm
10 5 0 –5 –10 –15 –20 –25 0
0.1
0.2
0.3
(a)
0.4
0.5
0.6
0.7
0.8
0.9
1
0.7
0.8
0.9
1
Strain (%) 25 20 15
Position, mm
10 5 0 –5 –10 –15 –20 –25 0 (b)
0.1
0.2
0.3
0.4
0.5
0.6
Strain (%)
Fig. 1.6: Location of AE sources along the gauge length vs. strains for (a) Cluster 1 and (b) Cluster 2 (the rupture zone is circled and the abscissa x(n) ranging from −25 to +25 mm).
The lifetime diagram is plotted in Fig. 1.8. All the points are aligned in the logarithmic representation and follow the power-type law: t ⋅ σ n = A,
(1.8)
where t is the lifetime, σ is the applied stress, A, and n are constants depending on the material and the environment. The stress exponent n is estimated at 3.2 ± 0.3.
16 | 1 Acoustic emission and damage of CMC
Cumulative number of events Cluster 1
1000 MC1 MC10 MC14 MC17 MC18
800
600
400
200
0 0
0.1
0.2
(a)
0.3
0.4
0.5
0.6
0.7
Parameter D
Cumulative number of events Cluster 2
1400 1200 1000 800 600 MC1 MC10 MC14 MC17 MC18
400 200 0 0
(b)
50
100 150 Hysteresis area, kJ/m3
200
250
Fig. 1.7: (a) Cumulative number of AE sources vs. damage parameter for strains lower than 0.6 %. for Cluster 1 (attributed to matrix cracking) for several tests denoted MCi. (b) Cumulative number of AE sources vs. hysteresis area for strains lower than 0.6 % for Cluster 2 (attributed to interfacial phenomena).
A comparison between static fatigue of the composite and the fibers shows that at intermediate and high stresses the lifetime of the composite is longer than the lifetime of the fibers [61]. This is characterized by two different values of n, n is equal to 3.25 for the composite and to 8.45 for the fibers [62]. For this range of applied stress, slow crack growth inside the fibers is controlled by diffusion of oxygen. In the composite the diffusion of oxygen toward the fiber surfaces is slowed down due to consumption of oxygen by reaction with self-healing matrices and with interphases. Under lower
1.3 Results during mechanical tests |
Stress in fibres (MPa)
2500
17
T = 500°C Monotonic fracture
2000 1500
Composite 1000 500 Fibres 0 1
10
100 1000 Lifetime (h)
10000
100000
Fig. 1.8: Lifetimes obtained in static fatigue at 500 °C under air on SiCf /[Si-B-C] composites,
stresses, the lifetime of the composite and of the fiber bundles are similar. For this low level of stresses reaction kinetics with fiber surfaces are slower than diffusion kinetics of oxygen into the matrix crack. Hence the slow crack growth kinetics in the dry bundles and in the fibers of the composites are similar. Stress as a function of strain is shown in Fig. 1.9 a. One may notice that strain increases manifestly during the test, and that hysteresis loops evolve as well: the mean elastic modulus decreases, whereas the loops’ width increases. The increase in the loop’s area is linked to a change in the interfacial shear stress, suggesting that some debondings occur during static fatigue. The initial Young’s modulus E0 , the apparent elastic modulus E1 once the nominal load is reached, and the mean elastic modulus E of each hysteresis loop are measured for each specimen. The evolution of E is compared in Fig. 1.9 b for different applied loads. The main decrease in E is produced by the initial loading, and the bigger the applied stress, the bigger is the decrease in E. Then the modulus continues to decrease during static loading. The normalized elastic modulus E/E0 cannot be used as a failure criterion, since the value of E/E0 before failure is not a constant for all the specimens. It varies between 0.2 and 0.5.
1.3.2.2 Identification of the damage mechanism on SiCf /[Si-B-C] composite at intermediate temperatures (500 °C) For the SiCf /[Si-B-C] composite, 4 clusters are identified [27, 63] (denoted A, B, C, and D) (Fig. 1.10). Their activity may be determined during the first loading and during static fatigue (Fig. 1.11). In such CMCs, matrix cracking may be classified into several kinds of cracking. First, cracks initiate in the external seal-coat and in macropores inside the composite, and propagate through the inter-yarn matrix. Then cracks propagate inside the transverse yarns through fiber/matrix interfaces. Multiple matrix cracks finally occur inside the axial yarns. These cracks are deflected by the fibermatrix interphase layer, leading to fiber debonding and overloading. Some fiber
18 | 1 Acoustic emission and damage of CMC 0,5
0,4 E1 σ/σR
0,3 E0
E
0,2
0,1
0,0 0
0,1
σ/σR = 0.94 σ/σR = 0.70 σ/σR = 0.61 σ/σR = 0.45
1 Normalized modulus E/E0
0,3
0,2 Strain (%)
(a)
0,8
0,6 0,4 0,2 0 0
(b)
200
400
600
Time (h)
Fig. 1.9: (a) Evolution of hysteresis loops during static fatigue at 500 °C, 45 % σR . (b) Evolution of the elastic moduli during static fatigue at 500 °C for several tests on SiCf /[Si-B-C] composites.
breaks are expected under high stresses. They rapidly lead to unstable fracture of entire yarns and of the composite. The sources of AE are the different matrix cracks, interfacial debonding, individual fiber fractures and yarn fractures. Cluster A appears for the most part at the beginning of the test, during initial loading, so it should correspond to some matrix cracking. These cluster group signals have the highest energy level, which are certainly the biggest observed cracks. This mechanism is expected to saturate, but in reality some activity is recorded in the failure zone just before failure.
1.3 Results during mechanical tests |
A B C D
19
E
RD
F
Fig. 1.10: Clustering solution on SiCf /[Si-B-C] composites.
R
Cumulated energy normalized
1
0.8
0.6
0.4 A B C D
0.2
0 0
30
60
90
120
150
Time (h) Fig. 1.11: Activities of the different clusters during static fatigue test on SiCf /[Si-B-C] composites.
This suggests that Cluster A also contains fracture signals associated with the composite final fracture. These signals are attributed to some yarn fractures or collective fiber breaks (individual fiber failures will rather be associated to cluster B of lower energy). As a conclusion, cluster A contains signals from two damage mechanisms which are chronologically well separated. Cluster B is also active from the beginning of initial loading; it is thus associated with another type of matrix cracking in transverse yarns. According to Fig. 1.11, cluster B is also linked with the composite final fracture, since its activity locally increases in the fracture zone just before failure. These last signals can thus be associated with fiber breaks. It seems difficult for the clustering algorithm to isolate the fiber fractures from the rest of AE data, certainly because the number of such fractures is very small in comparison with the global number of cracks.
20 | 1 Acoustic emission and damage of CMC
Cluster C contains signals with relatively short duration, short rise time and low amplitude when compared to the others. Its activity during initial loading suggests that it corresponds to the last type of matrix cracks in the transverse yarns. These are the shortest cracks. Moreover, a saturation of the activity of this cluster is observed. Cluster D: this cluster is the last one to be activated and it becomes more active as strain increases. D-type signals seem to be a consequence of the existing damage within the material and are more likely attributed to fiber-matrix interfacial debonding. The Dtype signals have a longer rise time when compared to other signals. The different types of matrix cracking are successfully distinguished by AE analysis. Nevertheless, the signals associated with fiber failures, which correspond to the most severe mechanism, are not separated, probably because of the small number of related signals [26].
1.3.2.3 Identification of critical times The evolution [64] of R AE coefficient versus time is given Fig. 1.12 in log scale for different applied stresses. In both cases, R AE decreases first, down to a minimum value, and then increases up to the failure of the composite. On average, the minimum of R AE appeared at 55 % of the rupture time. R AE also allowed the identification of a characteristic time. The minimum of the coefficient R AE indicates the beginning of the critical damage phase and provides an estimate of the remaining lifetime. The restart of activity prior to final rupture may be attributed to the avalanche fibers ruptures, controlled by the oxidation of fibers and by the recession of interfaces. 0,1 T=500°C 0,01
RAE
0,001
0,0001 σ/σr = 0.95 σ/σr = 0.67 σ/σr = 0.44
0,00001
0,000001 0
10
tm
tm 100
tm
1000
Time (h)
Fig. 1.12: Evolution of the RAE coefficient during the static load hold for several tests on SiCf /[Si-B-C] composites.
1.3 Results during mechanical tests | 21
In order to confirm this hypothesis, this coefficient is calculated for several damage mechanisms identified with clustering analysis of AE data. The coefficients obtained for the two classes A and B go through a minimum, contrary to those of classes C and D (Fig. 1.13). 1 D
0,1 0,01 RAE
B 0,001
C
0,0001 A 0,00001 0,000001 1
100
1000
Time (h) Fig. 1.13: Evolution of the RAE coefficient during the static load hold for the different clusters denoted A, B, C and D.
It may be noticed that the minimum of the coefficient R AE is observed only for clusters A and B corresponding to fibers breaks during the second part of the test around 65 % of the rupture time. Attenuation coefficient B [56] increases significantly during the first half of tests and reaches a plateau value at approximately 50 % of the rupture time (Fig. 1.14). If the growth of attenuation coefficient B is related to matrix crack opening, the plateau observed on the evolution of attenuation coefficient B indicates that matrix crack opening gets to an equilibrium state around 50 % of the rupture time. The significant increase of matrix crack opening observed before 50 % of the rupture time is attributed to oxidation of carbon in the interphase causing an increase in length of the debonded region of fibers in the vicinity of matrix cracks. Beyond 50 % of the rupture time, the oxygen flux, determined by the degree of matrix crack opening, controls the rate at which fibers break by subcritical crack growth. Previous work showed that during static fatigue tests on SiC/SiC composites, the AE energy associated with sources generated in the rupture zone exhibits critical features beyond 50 % of the rupture time. This critical aspect corresponds to a second damage phase where subcritical crack growth in fibers is predominant, leading to ultimate failure of the composite. Therefore, monitoring the attenuation coefficient B also provides an indicator for damage monitoring of ceramic matrix composites. The characteristic evolution of attenuation coefficient B also allows considering the detection of the plateau as an in-
22 | 1 Acoustic emission and damage of CMC 0.04
Attenuation cofficient B,mm–1
0.035 0.03 0.025 0.02 0.015 0.01 0.005 0 0
5
10
20
15
25
30
Time,h Fig. 1.14: Attenuation coefficient B vs. time throughout the fatigue test Static fatigue test at 500 °C – σ/σ r = 0.95 on SiCf /[Si-B-C] composites.
AE cumulative energy
Description by Benioff’s law
Time 0
Minimum of RAE coefficient Attenuation B reaches a plateau value
Lifetime (tr)
Fig. 1.15: Schematic diagram with the critical time during static fatigue test on SiCf /[Si-B-C] composites at intermediate temperature.
dicator for lifetime prediction. As the value plateau of B, the minimum of coefficient RAE indicates the beginning of the critical damage phase and provides an estimate of the remaining lifetime (Fig. 1.15).
1.3 Results during mechanical tests |
23
1.3.2.4 Towards lifetime prediction The present analysis of energy release allowed the identification of a characteristic time around 50 % of the rupture time using two methods: the coefficient of emission R AE and the coefficient of attenuation B. Beyond this characteristic time, the restart of activity prior to final rupture may be attributed to the avalanche fibers ruptures, controlled by the oxidation of fibers and by the recession of interfaces. So beyond this characteristic time, the Benioff’s law, which was initially used to study the activation of seisms, can also be applied to the damage of composites. The c-value [54, 55] is defined as the ratio of the root mean square error of the Benioff law over the root mean square error of the linear fit. The approximation of the energy release by the Benioff law is considered relevant when the c-value is lower than 0.5, the experimental results show that the Benioff law was relevant on average after 50 % of rupture time (Fig. 1.16). The rupture time would be estimated using energy recorded between this critical time and a time t significantly lower than the rupture time. So the applicability of the Benioff law to model energy release associated with fibers failure offers a possible tool for lifetime prediction under static fatigue [54, 64]. 1.4 1.2
tstart optimal
C–value
1 0.8 0.6 0.4 0.2 0
20
40 60 Tstart, % de tr
80
100
Fig. 1.16: Evolution of the c-value during static fatigue test for various values of tstart .
1.3.2.5 On impacted specimens As-fabricated and impact-damaged specimens [65] were tested at room temperature and at intermediate temperatures (i.e. 450 °C and 650 °C). During the monotonic tensile tests, the impacted specimens failed from the mid-plane whereas the as-fabricated samples failed from the upper or lower parts of the gauge length. Figure 1.17 shows typical tensile curves. For both the as-fabricated and the impact-damaged specimens,
24 | 1 Acoustic emission and damage of CMC σR/σRmax 1,0
Notch insensitive LCTS samples
0,8
σR = σRmax (1– a w)
LCTS samples
0,6
w
MATEIS samples 0,4
a
0,2
0,0 0,0
0,2
0,4
(a)
0,6
0,8
1,0
a/w
Net cross-section stress (MPa) 300 Impacted
250
Unnotched 200 150 100 50 0 0,0 (b)
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Strain, %
Fig. 1.17: Tensile behaviour of impact-damaged and as-fabricated specimens. (b) Post-indentation relative strength of the specimens versus the relative diameter of damage cone (comparison with results from [66]).
the stresses were determined from the net-section of samples. For the two impacted specimens ultimate strength was 80 % of the reference, whereas strain-to-failure was reduced by 50 %. To evaluate the impact damage sensitivity, strength data were plotted with respect to average cone diameter size according to the classical equation for notch sensitivity.
1.3 Results during mechanical tests | 25
Figure 1.17 shows that equation fits the strength data, which indicates that the material is insensitive to impact damage. It means that there is no stress concentration induced by the occurrence of the impact cone. In order to confirm this hypothesis the evolution of linear density of acoustic emission signals may be analysed. In Figs. 1.18 a and b one may see the linear density for the impacted specimen. These figures show the evolution of linear density of acoustic events during monotonous loading. It may be noticed that acoustic emission was very significant in the zone of impact (i.e. between the dotted lines) for both samples at the beginning of loading (i.e. for strain level values between 0 and 0.10 %). Failure of the composite did not occur under these strains, but appears much later under larger deformation. Instead, under these larger strains the AE activity in the
40
20
30 0 20 –20
–40
10
0
0.05
0.1
0.15
0.2
0.25
0.3
50
40 Gauge length position, mm
0
Strain, %
(a)
40
20
30 0 20 –20
–40 (b)
Events per mesh element
50
10
0
0.05
0.1
0.15
0.2
0.25
0.3
Events per mesh element
Gauge length position, mm
40
0
Strain, %
Fig. 1.18: Evolution of linear densities of acoustic events along specimen axis during tensile tests at room temperature for the two impacted specimens (a) Impacted sample1. (b) Impacted sample2. The dotted lines bound the damage cone area.
26 | 1 Acoustic emission and damage of CMC
impact area slowed down whereas it increased progressively in other parts of specimen, but looked quite homogeneous as load increased. This indicates a diffuse stress induced damage. These results are consistent with impact damage insensitivity previously indicated. They indicate that the impacted specimens experience damage exactly like the as-received specimens under tensile load: stress driven diffuse matrix cracking and, in a second step, fiber failures. The coefficient RAE (Fig. 1.19) was also calculated, and the minimum value for the coefficient RAE was only observed for tests conducted until failure. These results are consistent with impact damage insensitivity previously indicated.
1.3.3 Cyclic fatigue at high temperature 1.3.3.1 Mechanical behavior and comparison with static fatigue tests When a CMC is subjected to cyclic loading between a valley stress and a peak stress, during the first loading its mechanical behavior and its damage are similar to the monotonic tensile test (matrix multicracking, fiber/matrix sliding with initial value of interfacial shear stress) but stopped when the peak load is reached. But under subsequent cycles, damage of the composites expands. During first loading, multiple cracking of matrix occurs, and the mean distance between matrix cracks (d) is controlled by the statistical distribution of matrix defects which are critical under this peak stress. Under cyclic loading, the mechanical behavior of ceramic matrix composites changes with the number of applied cycles, as shown by lifetime diagrams and shape evolutions of stress/strain loops. During cyclic fatigue tests, even if the applied peak stress is lower than the strength of CMCs, a delayed fracture of the composite may occur, and the number of cycles necessary to obtain the fracture of the composites corresponds to the lifetime. To study the lifetimes under cyclic fatigue for a given composite, several tests have to be performed at various levels of peak stresses until fracture of the composite. Static and cyclic fatigue tests have been conducted in air at various temperatures (700 °C, 1000 °C and 1200 °C) under uni-axial tensile loading parallel to one fiber direction on Cf /[Si-B-C] composite with self-healing matrix composite [67]. For static fatigue tests, specimens were first loaded at constant loading rate of 1 kN/min, and periodically (every 6 or 12 hours) unloading-reloading cycles were carried out in order to determine the secant elastic modulus. Cyclic fatigue tests were conducted under a tensile/tensile sinusoidal loading with constant amplitude and a frequency of 0.25 Hz. In cyclic fatigue (Fig. 1.20), compared to AE recorded during the first loading, a greater proportion of recorded signals and a more significant release of energy were obtained at a given time than under static fatigue for the same values of temperature and maximum load. Indeed, more than 60 % of the signals were detected during cyclic fatigue carried out at (700 °C; 0/130 MPa), whereas only 45 % of the signals were de-
1.3 Results during mechanical tests |
27
108 Impacted specimen 125 Mpa 450°C
RAE
107
106
105
104 0
100
200
300 400 Time, h
(a)
500
600
700
109 Impacted specimen 80 Mpa 450°C No failure
8
10
RAE
107
106
105
104
103 0 (b)
100
200
300
400 500 Time, h
600
700
800
Fig. 1.19: Evolution of the RAE coefficient during the static load hold on impacted specimen (a) test conducted until to ultimate failure (b) no failure.
tected during static fatigue at (700 °C; 130 MPa). This was also observed at 1000 °C, with a more obvious difference, especially on energy released (48 % in cyclic fatigue as against 22 % in static fatigue). Thus this remark highlights an increase of damage due to loading cycles which was confirmed by a decrease of the elastic modulus more pronounced than in the static fatigue (Fig. 1.21).
28 | 1 Acoustic emission and damage of CMC
Cumulated number of events
100% Cyclic fatigue 1000°C-0/150 MPa
80% Cyclic fatigue 700°C-0/130 MPa
60% 40%
Static fatigue 700°C-0/130 MPa
Static fatigue 1000°C-0/150 MPa
20% 0% 0,1
1
10 Time (h)
100
1000
Fig. 1.20: Standardized acoustic activity in term of number of signals obtained in cyclic fatigue (700 °C–0/130 MPa) and (1000 °C–0/150 MPa) under 0.25 Hz and in static fatigue (700 °C–130 MPa) and (1000 °C–150 MPa) on Cf /[Si-B-C] composites.
120
115
Elastic modulus (GPa)
Static fatigue 130 MPa 110
105
100
95 Cyclic fatigue 0/130 MPa – 0.25 Hz 90 0,1
1
10
100
1000
Fig. 1.21: Evolution of the elastic moduli during static fatigue at 700 °C and cyclic fatigue at 700 °C on Cf /[Si-B-C] composites.
1.3.3.2 Identification of damage mechanism on Cf /[Si-B-C] composite at high temperature (700 °C to 1200 °C) For this kind of composite, pre-existing cracks in yarns were created in pristine materials after processing, due to high thermal stresses. Under loading, multiple ma-
1.3 Results during mechanical tests |
29
trix cracks appeared in longitudinal yarns and crack opening occurred in transversal yarns, sometimes with connection between them. Under static fatigue, fiber/matrix interactions evolved due to interfaces recession. Under cyclic fatigue additional damage mechanisms are introduced by repeated loading and unloading cycles like more pronounced cracking in transversal yarns and lower interfacial stresses due to wear phenomena. These damage mechanisms lead to an evolution of the broken fibers fraction during the mechanical tests leading to a delayed fracture of the composite. On SEM images of the fracture surfaces at 700 °C, 1000 °C and 1200 °C (for an applied stress below 200 MPa) collectives fiber breaks were observed, although individual fiber breaks and pull out have been observed on fracture surfaces of specimens broken at 1200 °C with an applied stress above 200 MPa. These individual failures of fibers were due to more important interface recession by oxidation. Moreover, for specimens subjected to cyclic fatigue, a more important yarn/yarn debonding has been observed, unlike in static fatigue. After an unsupervised analysis, a supervised classification technique has also been used to analyze AE signals recorded during fatigue of Cf /[Si-B-C] composites [29]. The training set was created by merging data from AE collected during several static fatigue tests (1200 °C; 150 MPa) and cyclic fatigue tests (700 °C; 0/130 MPa). The unsupervised classification gave reproducible clustering solutions of AE signals recorded during tests in different classes (A, A′, B, C, C′, and D), from their acoustic signature, without requiring preliminary knowledge of the source mechanisms. The knowledge gained from studying mechanical behavior, microscopic observations and acoustic activity of the different classes, then allowed a labelling of the recorded signals (Fig. 1.22): – Class A (signals were characterized by: the highest energy, duration and amplitude): collective fiber breaks; – Class A′ (rise time shorter than Class A): individual fiber breaks; – Class B (signals could be distinguished by a lower energy, a higher rise time): matrix cracking; – Class C (contained events of lower intensity and shorter time rise): fiber/matrix debonding; – Class C′ (similar to the class C recorded in static fatigue in term of very short rise time (about 20 µs) and amplitude (65 dB to 70 dB) with higher energy): yarn/yarn decohesion; – Class D: sliding at fiber/matrix interfaces and closing of matrix cracks after unloading. In order to establish the training set of labelled signals for the supervised analysis, the same amount of signals of each class (A, A′, B, C, C′, and D) was used. This training set was created to improve the classification and uses six classes of signals. It includes all the damage mechanisms that may be involved in this composite and allows a more accurate classification. The method consists in comparing each detected signal to those
30 | 1 Acoustic emission and damage of CMC 100 95
Static fatigue at 1200°C
A
90
Amplitude dB
85 B
80 A’
75 70 65
C
60 55 D 50 0
50
(a)
100 150 Rising time (µs)
200
250
100 95
Cyclic fatigue 700°C
90 A Amplitude dB
85 80 75 70 B
65 60
C’
55 D 50 0 (b)
50
100 150 Rising time (µs)
200
250
Fig. 1.22: Characteristics of the different clusters recorded during fatigue test on composites at high temperature on Cf /[Si-B-C] composites.
of the library and to assign it to the class that is the most represented among its K nearest neighbors. This method is interesting because it allows monitoring the activation of different source mechanisms. Using the supervised classification technique with the six class library, it was observed that in addition to classes A, B, C, and D, in all the tests a small amount of type A′ and type C′ signals was identified. This was not necessarily the case with the unsupervised classification technique. This effect may be explained by the fact that at 700 °C some individual fibers break, and debonding
1.4 Conclusion
|
31
between yarns in static fatigue may be involved. But these mechanisms were certainly in too small quantities to be represented by specific classes in the unsupervised classification. The supervised method is very interesting because it is easier to use and allows to label signals recorded in small number, whereas the unsupervised method was unable to identify them.
1.3.3.3 Identification of critical time during cyclic fatigue tests Figure 1.23 shows the evolution with the number of cycles of the linear density of acoustic energy recorded during loading part on one hand and unloading part of the cycles on the other hand [68, 69]. It is a mapping of the applied load during the detection of AE signals. This diagram pointed out a different activity during these two steps. The indicator denoted RLU , is defined by the ratio of the liberated energy during the loading part of a cycle and the energy recorded during the unloading part of this cycle. The evolution of the coefficient RAE is very different from that observed in static fatigue. We do not observe a minimum value. A significant change of slope is observed for all mechanical tests at approximately 20 % of the total test duration. This characteristic time could certainly be used in order to evaluate time to failure. Moreover, it is interesting to notice that the coefficient RLU highlights characteristic times around 50 % of rupture time (Fig. 1.24 b). Indeed the coefficient RLU is again upper to 1 beyond this time characteristic (Fig. 1.24 b).
1.4 Conclusion Through the identification of damage mechanisms by AE using unsupervised method, it is sometimes difficult to validate the classification and the labelling of AE data. Indeed, most of the time, the different source mechanisms are activated simultaneously and in unknown proportions. In most works on AE, the assignment of a signal to a damage mechanism is very difficult to validate, and impossible without a modelling work [70]. The microstructural observations of damage are necessary but not sufficient to perform this validation. Acoustic emission can be used to determine the composite lifetime. Nevertheless, this evaluation is done for given testing conditions and sample geometries. Size effects are not taken into account and should be investigated. It is necessary to develop quantitative AE. This approach will provide with modeling work the relationship between the source and the AE signal. The measured AE signal contains information on the source, but not just on it. The propagation medium (material and geometry) and the recording system have a strong effect on the measured signal. Usually, laboratory measurements are made on small samples, but industrial parts have bigger dimensions than laboratory samples. Since the geometry affects the AE signal, it can be expected that the signal measured on the laboratory sample and the industrial part
32 | 1 Acoustic emission and damage of CMC 120
10
100
80
60 4 40 2
20
0
0 0
1
(a)
2 3 Number of cycles x 106
4
10
120
100
8
Stress (Mpa)
80 6 60 4 40 2
20
0
0 0
(b)
Log (Energy per mesh, attoJ)
Stress (Mpa)
6
Log (Energy per mesh, attoJ)
8
1
2
3
4
Number of cycles x 106
Fig. 1.23: Evolution with the number of cycles of the linear density of acoustic energy recorded during (a) loading part and (b) unloading part of the cycles on SiCf /[Si-B-C] composites.
would not be the same. As a consequence, to be able to transfer the AE results from a small laboratory sample to a big industrial part, the knowledge of effects of geometry on the AE results is needed.
Bibliography |
33
102
101
RAE (S–1)
100
10–1
10–2
10–3
0
0.5
(a)
15
1 1.5 Number of cycles
2
2.5 X 106
5 % LT 25 %
LT
RLU
10
5 47 %
LT
1 0 0 (b)
1
3
2 Cycles
4
5 x 106
Fig. 1.24: Evolution with the number of cycles of (a) the coefficient RAE and (b) the coefficient RLU . (LT lifetime) on SiCf /[Si-B-C] composites.
Bibliography [1]
A. Dalmaz, P. Reynaud, D. Rouby, G. Fantozzi, and F. Abbe, Mechanical behavior and damage evolution during fatigue at high temperature of a 2,5D Cf /SiC composite, Composite Science and Technology 58 (1998), 693–699.
34 | 1 Acoustic emission and damage of CMC
[2] [3] [4] [5]
[6] [7]
[8] [9]
[10] [11]
[12]
[13] [14]
[15] [16] [17] [18] [19] [20] [21] [22]
J. Lamon, Micromechanics-based approach to the mechanical behavior of brittle matrix composites, Composites Science and Technology 58 (2002), 2259–2272. G. Boitier, J. Vicens, and J. L. Chermant, Tensile creep results on a Cf /SiC composite, Scripta Mat. 37 (1998), 1–18. S. F. Shuler, J. W. Holmes, and X. Wu, Influence of loading frequency on the room temperature fatigue of a Cf /SiC composite, J. American Ceramic Society 76 (1993), 2327–2336. S. S. Lee, T. Nicholas, and L. P. Zawada, Fatigue damage mechanisms and environmental effects on the long-term performance of matrix composites. Mechanical Testing of Ceramics and Ceramic Composites, ASME, 1997: 117—155. J. Lamon, CVI SiC/SiC composites, in: N. P. Bansal (ed.), Handbook of ceramics composites, Chapter 3, pp. 55–76, Berlin, Springer, 2005. G. Fantozzi and P. Reynaud, Mechanical behavior of SiC fiber reinforced ceramic matrix composites, in: V. K. Sarin (ed.), Comprehensive hard materials, pp. 345–366, Amsterdam, Elsevier, 2014. F. Lamouroux, S. Bertrand, R. Pailler, R. Naslain, and M. Cataldi, Oxidation-resistant carbonfiber-reinforced ceramic-matrix composites, Comp Sci. Technol. 59 (1999), 1073–1095. L. Quémard, F. Rebillat, A. Guette, H. Tawil, and C. Louchet-Pouillerie, Self-healing mechanisms of a SiC fiber reinforced multi-layered ceramic matrix composite in high pressure steam environments, J. Eur. Ceram. Soc. 27 (2007), 2085–2094. P. Forio and J. Lamon, Fatigue behavior at high temperatures in air of a 2D SiC/SiBC composite with a self-sealing multilayered matrix, Ceram. Transactions 128 (2001) 127–141. G. Farizy, J. L. Chermant, J. Vicens, and J. C. Sangleboeuf, Understanding of the behavior and the influence of oxidation during creep of SiC-SiBC composites in air, Advanced Engineering Materials 7(6) (2005), 529–534. P. Reynaud, D. Rouby, and G. Fantozzi, Cyclic fatigue behavior at high temperature of a selfhealing ceramic matrix composite, Annales de Chimie Sciences des Matériaux 30(6) (2005), 649–656. O. Loseille and J. Lamon, Prediction of lifetime in static fatigue at high temperatures for ceramic matrix composites, J. Adv. Mat. Res. 112 (2010), 129–140. J. Lamon, Approach to microstructure-behavior relationships for ceramic matrix composites reinforced by continuous fibers, in: N. P. Bansal and J. Lamon (eds.), Ceramics Matrix Composites, Chap. 18, pp. 520–547, Weinheim, Willey, 2014. A. G. Beattie, Acoustic emission, principles and instrumentation, J. Acoustic Emission 2 (1983), 95–128. T. M. Ely and E. K. Hill, Longitudinal splitting and fiber breakage characterisation in graphite/epoxy using acoustic emission data, Materials Evaluation 53 (1995), 288–294. S. Barré and M.-L. Benzeggagh, On the use of acoustic emission to investigate damage mechanisms in glass-fiber-reinforced polypropylene, Comp. Sci Tech. 52 (1994), 369–376. T. Uenoya, Acoustic emission analysis on interfacial fracture of laminated fabric polymer matrix composite, J. Acoustic Emission 13 (1995), S95–S102. S. Huguet, N. Godin, R. Gaertner, L. Salmon, and D. Villard, Use of acoustic emission to identify damage modes in glass fiber reinforced polyester, Comp. Sci. Technol. 62 (2002), 1433–1444. M. R’Mili, M. Moevus, and N. Godin, Statistical fracture of E-glass fibers using a bundle tensile test and acoustic emission monitoring, Comp. Sci. Tech. 68 (2008), 1800–1808. G. N. Morscher, Modal acoustic emission of damage accumulation in a woven SiC/SiC composite, Compos. Sci. Technol. 59 (1999), 687–697. K. Ono and Q. Huang, Pattern recognition analysis of acoustic emission signals. Progress. in Acoustic Emission VII, The Japanese Society for NDI. 1994, pp. 69–78.
Bibliography | 35
[23] T. Yan, K. Holford, D. Carter, and J. Brandon, Classification of acoustic emission signatures using a self-organization neural network, J. Acoustic Emission 17(1/2) (1999), 49–59. [24] A. A. Anastassopoulos and T. P. Philippidis, Clustering methodology for the evaluation of acoustic emission from composites, J. Acoust. Emission 13 (1995), 1–22. [25] Godin, N., Huguet, S., Gaertner, R. Clustering of acoustic emission signals collected during tensile tests on unidirectional glass/polyester composite using supervised and unsupervised classifiers NDT & E International 2004; 37: 253–264. [26] A. Sibil, N. Godin, M. R’Mili, E. Maillet, and G. Fantozzi, Optimization of acoustic emission data clustering by a genetic algorithm method. J. Nondestructive Evaluation 31(2) (2012), 169–180. [27] M. Moevus, N. Godin, M. R’Mili, D. Rouby, P. Reynaud, G. Fantozzi, and G. Fayolle, Analyse of damage mechanisms and associated acoustic emission in two SiC/[Si-B-C] composites exhibiting different tensile curves. Part II: Unsupervised acoustic emission data clustering, Composite Science and Technology 68(6) (2008), 1258–1265. [28] E. Maillet, N. Godin, M. R’Mili, P. Reynaud, G. Fantozzi, and J. Lamon, Damage monitoring and identification in SiC/SiC minicomposites using combined acousto-ultrasonics and acoustic emission, Comp. Part A 57 (2014), 8–15. [29] S. Momon, N. Godin, P. Reynaud, M. R’Mili, and G. Fantozzi, Unsupervised and supervised classification of AE data collected during fatigue test on CMC at high temperature, Composites Part A 43 (2012), 254–260. [30] K. Mogi, Study of the elastic shocks caused by the fracture of heterogeneous materials and its relations to earthquake phenomena, Bull. Earthq. Res. Inst. 40 (1962), 125–173. [31] R. L. Smith and S. L. Phoenix, Asymptotic distributions for the failure of fibrous materials under series-parallel structure and equal load-sharing, J. Appl. Mech. 48 (1981), 75–82. [32] W. A. Curtin, Theory of mechanical properties of ceramic-matrix composites, J. Am. Ceram. Soc. 74 (1991), 2837–2845. [33] W. I. Newman and S. L. Phoenix, Time dependent fiber-bundles with local load sharing, Phys. Rev. E 63(2) (2001), N°021 507. [34] D. Turcotte and R. Shcherbakov, Can damage mechanics explain temporal scaling laws in brittle fracture and seismicity? Pure Appl. Geophys. 163 (2006), 1031–1045. [35] A. Ben-Zion and V. Lyakhovsky, Accelerated seismic release and related aspects of seismicity patterns on earthquakes faults, Pure Appl. Geophys. 159 (2002), 2385–2412. [36] A. Johansen and D. Sornette, Critical ruptures, Europ. Phys. J. B 18 (2000), 163–881. [37] A. Guarino, A. Garcimartin, and S. Ciliberto, An experimental test of the critical behavior of fracture precursors, Europ, Phys, J, B 6 (1998), 13–24. [38] H. Nechad, A. Helmstetter, R. El Guerjouma, and D. Sornette, Andrade and critical time-tofailure laws in fiber-matrix composites: Experiments and model, J. Mech. Phys. Solids 53(5) (2005), 1099–1127. [39] S. Deschanel, L. Vanel, G. Vigier, N. Godin, and S. Ciliberto, Experimental study of crackling noise: conditions on power law scaling correlated to fracture precursors, J. Statistical Mechanics: Theory and experiments (2009), N°PO1O18. [40] G. N. Morscher, The velocity and attenuation of acoustic emission waves in SiC/SiC composites loaded in tension, Comp. Sci. Technol. 62 (2002), 1171–1180. [41] M. Shiwa, O. Y. Chen, T. Kishi, S. Carpenter, S. Mitsuno, H. Ichikawa, Y. Tae Lee, S. T. Kim, and T. K. Lee, Fracture mechanisms in unnotched and notched SiC/SiC composites studied by acoustic emission analysis, Mater. Trans. 36(4) (1995), 511–517. [42] F. Kaya, Damage assessment of oxide fiber reinforced oxide ceramic matrix composites using acoustic emission, Ceram. International 33 (2007), 279–284. [43] G. N. Morscher, J. Martinez-Fernandez, and M. J. Purdy, Determination of interfacial properties using a single-fiber microcomposite test, J. Am. Ceram. Soc. 79(4) (1996), 1083–1091.
36 | 1 Acoustic emission and damage of CMC
[44] G. N. Morscher and J. Martinez-Fernandez, Fiber effects on minicomposite mechanical properties for several silicon carbide fiber-chemically vapour-infiltrated silicon carbide matrix systems. J. Am. Ceram. Soc. 82(1) (1999), 145–155. [45] A. K. Jain, M. N. Murty, and P. J. Flynn, Data clustering: a review, ACM Computing Surveys 31(3) (1999), 264–323. [46] V. Kostosopoulos, T. H. Loutas, A. Kontsos, G. Sotiriadis, and Y. Z. Pappas, On the identification of the failure mechanisms in oxide/oxide composites using acoustic emission, NDT & E International 36 (2003), 571–580. [47] Y. Z. Pappas„ A. Kontsos, T. H., Loutas, and V. Kostosopoulos, Failure mechanisms analysis of 2D carbon/carbon using acoustic emission monitoring, NDT & E International 31 (1998), 571– 580. [48] M. G. R. Sause, A. Gribov, A. R. Unwin, and S. Horn, Pattern recognition approach to identify natural clusters of acoustic emission signals, Pattern Recognition Letters 33 (2012), 17–23. [49] A. Likas, N. Vlassis, and J. Verbeek, The global k-means clustering algorithm, Pattern Recognition 36(2) (2003), 451–461. [50] D. L. Davies and D. W. Bouldin, A cluster separation measure, IEEE Trans. Patt. Anal. Machine Intell. 1 (1979), 224–227. [51] P. J. Rousseeuw, Silhouettes: a graphical aid to the interpretation and validation of cluster analysis, J. Comp. App. Math. 20 (1987), 53–65. [52] K. Hattori and M. Takahashi, A new nearest-neighbor rule in the pattern classification problem, Pattern Recognition 32 (1999), 425–432. [53] N. Morizet, N. Godin, J. Tang, E. Maillet, M. Fregonese, B. Normand, Classification of acoustic emission signals using wavelets and Random Forests: Application to localized corrosio, Original Mechanical Systems and Signal Processing 70 (2016), 1026–1037. [54] E. Maillet, N. Godin, M. R’Mili, P. Reynaud, J. Lamon, and G. Fantozzi, Analysis of Acoustic Emission energy release during static fatigue tests at intermediate temperatures on Ceramic Matrix Composites: towards rupture time prediction, Comp Sci Technol 72 (2012) 1001–1007. [55] E. Maillet, N. Godin, M. R’Mili, P. Reynaud, J. Lamon, and G. Fantozzi, Determination of acoustic emission sources energy and application towards lifetime prediction of ceramic matrix composites, in: D. Singh, J. Salem, M. Halbig, and S. Mathur (eds.), Mechanical Properties and Performance of Engineering Ceramics and Composites VII, Weinheim, Wiley, 15–25. [56] E. Maillet, N. Godin, M. R’Mili, et al., Real-time evaluation of energy attenuation: A novel approach to acoustic emission analysis for damage monitoring of ceramic matrix composites, J. European Ceramic Society 34(7) (2014), 1673–1679. [57] Y. Kawada and H. Nagahama, Cumulative Benioff strain-release, modified Omori’s law and transient behavior of rocks, Tectonophysics 424 (2006), 157–166. [58] D. D. Bowman, G. Ouillon, C. G. Sammis, A. Sornette, and D. Sornette, An observational test of the critical earthquake concept, J. Geophys. Res.103(B10) (1998), 24359–72. [59] R. Etchart-Salas, S. Jacques, A. Coradi, and E. Martin, Elaboration et caractérisation mécanique de composites à matrice céramique unidirectionnels, Comptes rendus des JNC 17, C. R. JNC 17, Poitiers 2011. [60] N. Lissart and J. Lamon, Damage and failure in ceramic matrix minicomposites: Experimental study and model, Acta mater. 45 (1997), 1025–1044. [61] M. Moevus, Mécanisme d’endommagement, émission acoustique et durée de vie en fatigue statique du composite SiCf /[Si-B-C] aux températures intermédiaires, PhD thesis, INSA de Lyon, France, 2007. [62] W. Gauthier and J. Lamon, Delayed failure of Hi-Nicalon and Hi-Nicalon S multifilament tows and single filaments at intermediate temperatures, J. Am. Ceram. Soc. 92(3) (2009), 702–709.
Bibliography |
37
[63] G. Morscher and N. Godin, Use of acoustic emission for ceramic matrix composites, in: N.P. Bansal and J. Lamon (eds.), Ceramics Matrix Composites, Chap. 20, pp. 520–547, Weinheim, Willey, 2014. [64] S. Momon, M. Moevus, N. Godin, M. R’Mili P. Reynaud, G. Fantozzi, and G. Fayolle, Acoustic emission and lifetime prediction during static fatigue tests on ceramic matrix composite at high temperature under air, Comp: Part A 41 (2010), 913–918. [65] M. Picard, E. Maillet, P. Reynaud, et al., Damage sensitivity and acoustic emission of SiC/SiC composite during tensile test and static fatigue test at intermediate temperature after impact damage, in: D. Singh, J. Salem, M. Halbig, and S. Mathur (eds.), Mechanical Properties and Performance of Engineering Ceramics and Composites VII, pp. 3–13, Weinheim, Wiley, 2013. [66] V. Herb and E. Martin, Couegnat, G. Damage assessment of thin SiC/SiC composite plates subjected to quasi-static indentation loading, Comp. A 41 (2010), 1677–1685. [67] S. Momon, Etude du comportement et de la durée de vie des composites Cf /[Si-B-C] à matrice auto-cicatrisante à hautes températures sous air, PhD thesis, 2008, Institut National des Sciences Appliquées de Lyon. [68] E. Racle, Comportement d’un composite à matrice céramique en fatigue et mise en place d’indicateurs d’endommagement par émission acoustique PhD thesis, Institut National des Sciences Appliquées de Lyon, 2015. [69] E. Racle, N. Godin, P. Reynaud, M. R’Mili, G. Fantozzi, L. Marcin, V. Herb, F. Bouillon, and M. Kaminski, Indicator for the damage evolution of a SiC/[Si-B-C] composite subjected to cyclic and static loading at 450 °C, 37th International Conference and Exposition on Advanced Ceramics and Composites, Daytona Beach, FL, USA. January 2014, Mechanical Properties and Performance of Engineering Ceramics and Composites, Wiley, 2015, 15–26. [70] M. G. R., Sause and S. Horn, Simulation of acoustic emission in planar carbon fiber reinforced plastic specimens, Journal of Nondestructive Evaluation 29 (2010), 123–142.
Ajay Kaushal and José Maria da Fonte Ferreira
2 Advanced electroceramic composites: Property control through processing 2.1 Introduction Electroceramics are a wide class of ceramic materials which exhibit a broad range of novel functionalities based on the tuning of their electrical, optical, magnetic, and chemical properties. The developments in the various subclasses of electroceramics including ferroelectrics, ferrites, and piezoelectrics have motivated strong research efforts as well as significant technological advances in the field of physics and material science. This includes the design and fabrication of engineered heterostructures, multilayers, and composites that exhibit either enhanced properties and/or multiple functionalities. Searching new routes for synthesis and processing of materials composites and understanding the relationship between the structures and the properties are part of an emerging and growing field of material science. A key requirement in the development of materials is to control the structural and compositional evolution for achieving superior properties. One of the very basic results of the physics and chemistry of solids is the insight that most properties of solids depend on the microstructure, i.e. the chemical composition, the arrangement of the atoms (the atomic structure), and the size of a solid in one, two, or three dimensions. In other words, if one changes one or several of these parameters, the properties of a solid vary. Knowledge of material microstructures and processing characteristics enables enhanced and novel approaches to be developed for manufacturing composite components. Research on composites paves the way for developing materials with outstanding mechanical properties as well as electric, magnetic, chemical, and so-called smart functionalities. The properties of the composites are the function of the property of the constituents, their relative proportion, and the geometry, distribution, and orientation of the dispersed phase. The main factors are the properties and relative amount of constituents. The properties of functional ceramics and their performance in industrial applications are strongly affected by the processing treatments. Therefore, understanding the influence of composites processing steps on final materials properties must be considered important in order to fix optimal processing methodologies that develop materials with the appropriate properties for the different applications. The conventional approach used for the preparation of electroceramics materials reported in the literature is the dry pressing of compacts. Dry pressing is acceptable for the preparation of low tech components, but it is deficient for advanced applications where high reliability is required, because there is no capacity to de-agglomerate the dry powder and remove flaws from the powder that may exist in the as-received raw material. In devices, the ferroelectric materials are desired to possess a low dielectric
40 | 2 Advanced electroceramic composites: Property control through processing
loss and high dielectric constant by applying a relatively low electric field. The primary method of increasing dielectric constant is to make the material dense with less porosity. Such demands are easier to achieve by using powder processed via colloidal processing routes than by conventional dry pressing. The goal of powder processing operations is to effectively compact the powder to ensure good homogeneity and enhance the quality and/or performance of the final product. Submicron and/or composite powders require adequate preparation to achieve a pressing performance that ensures dense compaction into a homogeneous state. The synthesis of polycrystalline ceramics includes several processing steps that were well summarized by Moulson and Herbert [1]. The most critical steps that determine the microstructure and the final properties of ceramic components are the synthesis and the processing of powders. Most commonly, the synthesis is carried out by solid state reaction that involves heat treating a precursor powders’ mixture at a suitable temperature to obtain the desire phase. External contamination factors need to be minimized for ensuring enhanced industrial applications. Till to date, nonaqueous processing of electroceramic is still preferable because of the common water sensitiveness of the starting powders and the consequent leaching of material components, which affect the final product functional properties and often result in exaggerated grain growth and low final density [2–7]. The reason for the detrimental effects of water is believed to be the instability of alkaline-earth titanates in water, which were firstly observed experimentally on calcium titanate (CaTiO3 ) [8]. The dispersion of powders in suitable liquid media to obtain stable colloidal suspensions with high solids loading is one of the most demanding processing steps [9]. In this chapter, we present the successful processing non-Pb piezoelectric 0.5Ba(Zr0.2 Ti0.8 )O3 –0.5(Ba0.7 Ca0.3 )TiO3 or BZT–BCT composition in aqueous media. Piezoelectrics are proving most promising for miniature devices in industrial and commercial applications because of their unique properties, namely, high piezoelectric and electro-mechanical coupling, high dielectric permittivity, and high pyroelectric and electro-optic coefficients [10]. Recently, BZT–BCT has drawn significant attention among the various lead (Pb) free piezoelectric materials due to its comparable piezoelectric coefficient to the PbO–ZrO2 –TiO2 (PZT) system with a maximum d33 value of 600 pC/N [11]. The aqueous dispersion of electroceramic powders containing large number of chemical components such as BZT–BCT can be a very challenging task as there is a high probability of different element to react differently with water. This might lead to stoichiometric deviations and degradation of the desired functional properties of the products. When BZT–BCT particles get in contact with water molecules they undergo hydrolysis and, in chemical equilibrium, substantial amounts of Ba2+ and Ca2+ ions should be leached from BZT–BCT, according to reaction as [2] 2+ BZT ∗ BCT + H2 O (B1−x1 ZT ∗ B1−x2 C1−y T)(s) + (x1 + x2 )Ba2+ (aq) + yCa(aq)
+ 2(x1 + x2 + y)OH−(aq) .
(2.1)
2.2 Experimental details |
41
Protecting BZT–BCT powder particles against hydrolysis, hindering the leaching of alkaline earth ions described by equation (2.1), and significantly enhancing the final properties of functional ceramics directly consolidated from the suspensions are very exciting approaches [12, 13]. These findings encourage further research aiming at preparing high quality spherical granules by freeze granulation (FG) followed by their dense ceramic consolidation. This technique involves spraying well dispersed aqueous suspensions into liquid nitrogen. Quickly freezing the spherical droplets hinders binder segregation and preserves within the granules the high degree of homogeneity achieved in the suspension, contrarily to what happens upon spray drying. In this chapter we present the improvements in the various properties of BZT–BCT ceramics consolidated from a FG powder derived from a well dispersed colloidal suspension when compared with that of conventional dry pressing method. The packing ability of FG BZT–BCT powder (BZT–BCT–FG) will be compared with that of nonfreeze granulated one (BZT–BCT–NG). The influence of these processing methods on structural and electrical properties of BZT–BCT materials will be evaluated. These issues are of high relevance for disclosing how the performance of BZT–BCT ceramics can be maximized.
2.2 Experimental details 2.2.1 Synthesis of BZT–BCT ceramics through an aqueous colloidal processing route The BZT–BCT powder was synthesized by conventional solid state reaction from a precursor mixture of high purity BaCO3 (Sigma-Aldrich, Steinheim, Germany), ZrO2 (Sigma-Aldrich, Steinheim, Germany), TiO2 (Riedel-de Haen, Sielze, Germany), and CaCO3 (Sigma-Aldrich, Steinheim, Germany). The mixture was firstly prepared by dry ball-milling for 1 h, followed by wet ball-milling in ethanol for 2 h to guarantee complete homogenization, and then dried at 100 °C. The dried powder was calcined at 1000 °C for 4 h, reground by dry ball milling for 2 h, and then heat treated at 1400 °C for 4 h followed by 1 h dry ball milling to destroy the coarser agglomerates formed upon heat treating. The as-obtained powder was then attrition milled for 10 h in ethanol at 700 rpm. The aqueous processing of BZT–BCT powder including various steps such as selection of dispersant, ageing effect in water and rheological behaviour has been reported elsewhere [13]. The various parameters that are relevant for keeping the suspensions under control, such as pH versus time, the proper selection of dispersant and its required concentration, the extent of ionic leaching into the aqueous solvent and the surface chemical modification of the powder particles to prevent hydrolysis were monitored to obtain stable aqueous suspension of BZT–BCT with high solid loadings. In order to avoid selective ionic leaching, di-hydrogen phosphate was used to protect the powder particles.
42 | 2 Advanced electroceramic composites: Property control through processing
BZT–BCT aqueous suspension of 50 vol.% solid loading was sprayed into liquid nitrogen (−196 °C) to obtain microsized granules by freeze granulation (Power Pro freeze granulator LS-2, Gothenburg, Sweden). 3 wt.% Duramax B1001 was added as binder in the suspension before spray. The granules were then dried at −49 °C under a pressure of 1 × 10−3 Torr in a freeze-drying system (Labconco, LYPH Lock 4.5, Kansas City, MO) for 72 h. The dried granules were uniaxial pressed in to disc-shaped pallets of 20 mm diameter at a uniaxial pressure of 60 MPa followed by isostatic pressing at 200 MPa aiming at further enhancing the green density of the samples. Finally the samples consolidated from BZT–BCT–FG and BZT–BCT–NG powders were sintered at 1350 °C for 4 h.
2.2.2 Structural characterization of sintered BZT–BCT ceramic samples The flow properties (angle of repose (AR), Hausner Ratio (HR) and average flow rate (V) through orifice) of prepared BZT–BCT–FG and BZT–BCT–NG powders were assessed using batches of 100 g. A Ford cup with a calibrated orifice was fixed at 30 cm from a horizontal surface and filled with the testing powders. The angle of repose (AR) was calculated as: α1 + α2 AR n = , (2.2) 2 where α1 and α2 are basal angle of the formed pile onto the horizontal surface in two opposed sides, and n is the number of measurements per data point. The average flow rate (V) through the Ford cup orifice was calculated as Vn =
Wn , Tn
(2.3)
where W is weight measured in container in time T, and n is the number of measurements per data point. Five measurements were taken per data point. The Hausner ratio (HR) was also calculated using a graduated measuring cylinder (50 ml, 1 ml accuracy). The volumes of powder samples before (V1) and after hand tapping until constant volume (V2 ) over time were measured to calculate HR as HRn =
V1n . V2n
(2.4)
The bulk density (ρ bulk) of the various sintered BZT–BCT ceramics was measured in ethylene glycol liquid using Archimedes principle. Three density measurements were performed for each sample. Dilatometry measurements were performed for both FG and NG green compacts using BAHR-Thermoanalyse (model: Dil 801L). The microstructure topography of the samples was studied using scanning electron microscopy (SEM) (Hitachi S-4100, Tokyo, Japan). To prevent the charge build up during SEM observations, samples were coated with carbon.
2.3 Results and discussion
|
43
2.2.3 Mechanical characterization of sintered BZT–BCT ceramic samples Nanoindentation measurements were performed on well-polished surfaces (up to 6 µm diamond suspension) of BZT–BCT ceramics using a three-side pyramidal Berkovich diamond indenter having nominal edge radius 120 nm (faces 65.3 ° from vertical axis) attached to a fully calibrated nanoindenter (TTX-NHT, CSM Instruments). The test was carried out under progressive multicycle loading with acquisition rate of 10 Hz. The load control to various peak loads in the range 20 to 200 mN with an approach speed of 2000 nm · min−1 was used. The loading and unloading speed throughout the measurement was kept constant as 30 mN · min−1 with dwell time of 10 s and pause time of 10 s between each cycle.
2.2.4 Electrical characterization of sintered BZT–BCT ceramic samples For the measurement of electrical properties, sintered samples were polished to the thickness of ~0.35 mm and top conductive electrodes were deposited on both sides using silver paste. Dielectric constant and loss were measured at different temperatures and frequencies in the range of 25 °C to 225 °C and 100 Hz to 2 MHz respectively, using an impedance analyser (4294A, Agilent, USA).
2.3 Results and discussion 2.3.1 Structural properties It is well known that dry pressing of ceramic powders leads to density gradients in a ceramic compact resulting in nonuniform shrinkage during densification. Several attempts were made to better understand the mechanics of the compaction process and the underlying material and tooling effects on the formation of density gradients, and to develop methods to control and thus mitigate density variations in compacted powders. H. A. Janssen [14] proposed an equation to explain the problem of compaction as 4μα P z = P o exp (− z) , (2.5) D where μ is powder/pressing die-wall coefficient of friction and P z , P o are axial pressure at any depth in the compact and applied compacting pressure, respectively. The exponential term includes both material (α, is an empirical factor representing bulk properties of the powder) and geometrical (z/D: aspect ratio of the compact) parameters. In case of consolidation of compact from granular powder pressing, μ ≈ 0, and therefore axial pressure will approach the applied pressure throughout the compact leading to high green strength compacts. The spherical morphology of the granules and their sizes (a few tens of µm) confer to the powder free flowing ability and low
44 | 2 Advanced electroceramic composites: Property control through processing
(a)
(b)
52°
52°
(c)
Fig. 2.1: (a) Image illustrating the poor flowing behavior of NG BZT–BCT powder; (b, c) are lateral and top view images of the roughly conical pile formed in the case of NG powder.
friction coefficient with die wall upon dry pressing BZT–BCT compacts [2, 15]. The poor flowing ability of the NG BZT–BCT powder, evident in the images taken during powder flowing experiments (Fig. 2.1), diverges from the free-flowing behaviour of FG powder confirmed by the images shown in Fig 2.2. The values of angle of repose (AR), Hausner Ratio (HR) and average flow rate (V) through orifice calculated from powder rheology testes are reported in Tab. 2.1. The results confirmed the excellent flow behavior of the FG powder that contrasts with that of NG powder. The average flow rate for FG was found to be V = 3.5 ± 0.36 g · s−1 , whereas for NG it could not be determined (the NG powder stacked inside the Ford cup and no flow took place). Therefore, determining the AR in this case required mechanically assisted pouring of the NG powder. The AR measurements revealed a lower value for the FG powder (AR = 30 ± 1.5°) in comparison to that of NG powder (AR = 52 ± 0.5°) and the conical pile obtained in this last case was too irregular in shape. The Housner ratio was determined using a fixed volume (40 ml) of powders. Figure 2.3 shows the images taken for HR ratio experimental observations showing the BZT–BCT powder volumes before (V1) and after hand tapping (V2) for FG (a, b) and NG (c, d) powders. The HR value measured for FG powder was significantly lower (1.11 ± 0.01) than that obtained for NG powder (1.65 ± 0.02). However, the required weight of FG powder (52.36 ± 0.21 g) was found to be lower when compared to that of NG powder (59.67 ± 0.14 g). These differences depict the typically lower density of FG spherical granules and their regular sizes that hinder interstitial voids being filled with smaller particles, contrasting with NG powder
2.3 Results and discussion
(a)
|
45
(b)
27°
31°
(c)
Fig. 2.2: (a) Image illustrating the free flowing behavior of FG BZT–BCT powder; (b, c) are lateral and top view images of the conical pile formed in the case of FG powder.
Tab. 2.1: Various calculated values of (AR), HR and V for FG and NG powders. Powder sample
AR (°)
V (g · s−1 )
HR
BZT–BCT–NG BZT–BCT–FG
52 ± 0.5 30 ± 1.5
– 3.5 ± 0.36
1.65 ± 0.02 1.11 ± 0.01
in which particle rearrangements gradually reduce the apparent volume. The lower density of FG granules can easily be understood, considering the absence of capillary forces (shrinkage) during ice sublimation. The same reasons also hinder the segregation of processing additives, making FG powders more homogeneous in comparison to granules prepared by spray drying. These features are expected to grant uniform mould filling and homogeneous packing of FG powder upon dry pressing. Generally, micron-sized granules obtained on freeze granulation have low green density compared to particle density, are free-flowing, which enables their spatial rearrangements, and are easily smashed under the applied pressure. These features favor the elimination of the intergranular pores. The binder in FG granules acts as lubricant, assisting primary particles sliding and rearranging to increase the packing efficiency and compact density. This explains why the green density of FG compacts
46 | 2 Advanced electroceramic composites: Property control through processing
(a)
(b)
(c)
(d)
Fig. 2.3: Measuring cylinders showing the BZT-BCT powder volumes before (V1) and after hand tapping (V2) for FG (a, b) and NG (c, d) powders.
is higher in comparison to that of NG ones (as shown in Tab. 2.2). An increase in green density will enhance the densification ability upon sintering while implying a decrease of total shrinkage. This is confirmed by the data plotted in Fig. 2.4 that compares the dilatometric curves of FG and NG green bodies measured from room temperature to 1370 °C. It can be clearly seen that the shrinkage starts earlier and progresses at a much faster rate for the FG powder in comparison to the NG one. Essentially, diverging lines that do not deviate much from horizontality can be observed up to ~1100 °C and ~1200 °C for FG and NG samples, respectively. The positive inclination observed for NG sample reveals that thermal expansion predominates over any shrinkage, while
2.3 Results and discussion
|
47
Tab. 2.2: Calculated values of densities, linear shrinkage, crystallite sizes and lattice axis parameters for various BZT–BCT ceramics sintered at 1350 °C. Samples BZT–BCT–NG BZT–BCT–FG
ρgreen (g · cm−3 )
ρbulk (g · cm−3 )
∗ρ
(%)
Linear shrinkage (%)
2.79 ± 0.193 2.87 ± 0.102
5.155 ± 0.196 5.310 ± 0.126
93.95 ± 3.45 96.77 ± 2.29
10.38 ± 0.04 15.21 ± 0.08
relative
∗
Theoretical value of particle density used for relative density calculation was measured to be 5.487 g cm−3 using Multi Pycnometer (Quanta Chrome, USA)
2
0
Shrinkage (%)
–2
–4
–6
–8
–10 BZT–BCT–FG BZT–BCT–NG –12 0
200
400
600
800
1000
1200
1400
Temperature (°C) Fig. 2.4: Dilatometric behaviors of BZT–BCT–FG and BZT–BCT–NG green compacts.
the FG samples exhibits a negative inclination along the lower temperature range, probably due to the homogeneous distribution of the particles and the burnout of binder among them that enables them to gradually approach each other. The benefits of freeze granulation here are very evident, being translated by a downshift of the onset of shrinkage of >100 °C. For the FG sample, the shrinkage becomes very fast for T ≥~1100 °C, achieving the maximum shrinkage rate at ~1200 °C, whereas for NG sample at higher temperature (1300 °C) exhibits a shrinkage rate similar to that of FG sample at 1150 °C. For the FG sample, the maximum density has apparently been achieved
48 | 2 Advanced electroceramic composites: Property control through processing
at about ~1240 °C with a slop reversion of dilatometric curve, while the densification process of NG sample was still far from completion at 1370 °C. The dilatometric curves plotted in Fig. 2.4 are consistent with the results of relative density measured for the sintered samples (Tab. 2.2). The highest relative density (96.77 ± 2.29 %, based on the density of synthesized BZT–BCT = 5.487 g · cm−3 measured by helium pycnometry) was obtained for BZT–BCT–FG ceramics, whereas a significantly lower value (93.95 ± 3.45 %) was achieved for BZT–BCT–NG ceramics. The experimental value of powder density (5.487 g · cm−3 ) measured from helium pycnometry was found to be lower than the theoretical density value (5.77 g · cm−3 ) of BZT–BCT powder. The lower measured density could be due to the effects of 10 h attrition milling on the structure of the outer surface layer of the particles. It is known that severe milling increases lattice stress/strain and often enhances the amorphous fraction. Figure 2.5 a,b shows SEM images of the external surfaces of sintered BZT–BCT–NG and BZT–BCT–FG ceramics respectively sintered at 1350 °C. The corresponding images of fracture surfaces are shown in Fig. 2.5 c,d. These SEM images reveal different morphological features that reflect the different sintering abilities of BZT–BCT–FG and BZT–BCT–NG powders. Figure 2.5 c clearly shows that the porosity fraction of BZT– BCT–NG sample is higher than that of BZT–BCT–FG one, in good agreement with the
(b)
(a)
SU–70 15.0kV 6.4mm x 1.00k SE(M)
50.0 um
SU–70 15.0kV 6.2mm x 1.00k SE(M)
50.0 um
(d)
(c)
20.0kV
X600
50.0 μm
20.0kV
X600
50.0 μm
Fig. 2.5: SEM images of external surfaces (a) BZT–BCT–NG and (b) BZT–BCT–FG, and of the respective surface fractures, (c) and (d), of ceramics sintered at 1350 °C.
2.3 Results and discussion
|
49
bulk density data determined by immersion method (Tab. 2.2), as well as with the measured geometrical density values, 4.84 ± 0.21 · cm−3 and 4.61 ± 0.23 g · cm−3 for FG and NG ceramics, respectively. The geometrical density values are lower than the corresponding ones obtained by the immersion method were (5.310 ± 0.126 g · cm−3 and 5.155 ± 0.196 g · cm−3 ). The differences are attributed to the presence of open pores that increase the apparent volume in geometrical assessment. Therefore, measuring the sintered density by both methods enables to have a better idea about the influence of open porosity.
2.3.2 Mechanical properties The hardness (H) of the material is defined as the ratio of the peak load, Pmax , to the projected area under nanoindentation, Ac , i.e. H=
Pmax . Ac
(2.6)
However, the projected area under a nanoindenter depends on the contact depth, hc , which in turns depends on the shape of the indenter. For the case of a Berkovich nanoindenter, Ac is estimated to be 24.5 hc 2 . Further, according to Oliver and Pharr’s analysis [16] the contact depth can be determined using equation as hc = hmax −0.75
Pmax , S
(2.7)
where hmax is the displacement at peak load and S is the initial unloading stiffness expressed as dP/dh and can be calculated from the slope of the unloading segment of the load-displacement curve. Figure 2.6 a,b shows typical load vs displacement curves measured for the BZT–BCT–NG and BZT–BCT–FG ceramics, respectively. Large displacement values were observed for BZT–BCT–NG ceramics when compared with displacement values of BZT–BCT–FG ceramics under application of same load. The lower displacement values observed for the BZT–BCT–FG ceramic reflects the higher strength of sintered microstructure derived from compacted freeze granulated powders. On the other hand, the higher porosity fraction and the smaller average grain size observed for the sintered BZT–BCT–NG ceramic makes it more susceptible of undergoing mechanical deformation. The AFM image of the polished (up to 6 µm diamond suspension) surface for the BZT–BCT–FG ceramic shown in Fig. 2.7 a reveals a relatively smooth morphology. The maximum roughness for the scanning area of 25 µm × 25 µm is smaller than 100 nm (Fig. 2.7 b), and the average root-mean-square (rms) roughness was only 35 nm. The image for BZT–BCT–NG ceramics surface morphology has not been shown here as the maximum height for roughness was beyond the detection limit of measurement. Fig. 2.8 a,b shows a typical AFM image of the imprint left upon completing one cycle and its respective depth profile for BZT–BCT–FG ceramic, respectively. Seven different
50 | 2 Advanced electroceramic composites: Property control through processing 200
150
150
100
100
50
50
Fn(mN)
200
0
0 0
500 1000 1500 2000 2500 3000
0
(a)
250
500
750
1000 1250
Pd(nm)
Pd(nm) (b)
Fig. 2.6: Load vs displacement curve used for (a) BZT–BCT–NG and (b) BZT–BCT–FG ceramics.
imprints were made at various places and aggregated values were used for analysis using standard Oliver and Pharr method [16]. The indentation size, d, which is proportional to the value of contact depth, hc is related to the peak load as P = a0 + a1 hc + a2 h2c , (2.8) where a0 , a1 , and a2 are constant parameters. Further, the parameter a2 is considered as a measure of the load-independent hardness H0 and related to the empirical formula given by H0 = ka2 , (2.9) where k is a constant which depends on the indenter geometry. For the Berkovich indenter used for the present study, the value of k is 1/24.5. Figure 2.9 shows the variation of contact depth hc with peak load for each indentation cycle. The curve was fitted with polynomial function (Eq. 2.8) and the fitted value for a0 a1 and a2 are shown in Tab. 2.3. The best fitted results obtained after fitting using equation (2.8) suggests a high packing density for BZT–BCT–FG ceramics. The calculated ability to oppose the deformation for the BZT–BCT–NG ceramics (543 MPa) was found to be nearly 10-fold less than that of BZT–BCT–FG ceramics (6.93 GPa).
2.3 Results and discussion
| 51
(a) 100 80 60
Z [nm]
40 20 0 –20 –40 –60 –80 –100 0
5
10
(b)
15
20
25
X [µm]
Fig. 2.7: (a) AFM image of polished BZT–BCT–FG ceramic and corresponding (b) roughness plot scanned along the line shown in (a).
Tab. 2.3: Values of various constant parameters calculated from hc vs. Fm plot (Fig. 2.9). Inden- BZT–BCT–NG tation a a2 1 cycles
a3
Adj. a1 R-Square
Cycle 1 Cycle 2 Cycle 3 Cycle 4 Cycle 5 Cycle 6 Cycle 7
7.82315E-6 2.33352E-5 1.46819E-5 1.50264E-5 1.11452E-5 7.61056E-6 1.34925E-5
0.99659 −7.04261 0.01898 1.75425E-4 0.99924 0.99431 −33.64236 0.13383 1.15816E-4 0.99855 0.99442 −0.92531 0.13572 1.89491E-4 0.99721 0.99657 −3.70724 0.09405 1.55857E-4 0.99860 0.99729 −10.86676 0.18112 1.59953E-4 0.99972 0.99713 −2.51254 0.01347 2.35983E-4 0.99899 0.99306 −10.46316 0.07656 1.56675E-4 0.99869
14.06484 19.56167 9.77102 8.31665 11.18406 −7.72655 19.36415
0.02816 0.00313 0.00281 0.03483 0.01837 0.03759 0.00476
BZT–BCT–FG a2
a3
Adj. R-Square
2.3.3 Electrical properties Figure 2.10 shows the temperature dependences of ε r and tan δ within the range from 25–225 °C measured at constant frequency of 10 kHz. It can be seen that all the evalu-
52 | 2 Advanced electroceramic composites: Property control through processing 0 µm
2
4
6
8
10
12
14
38 µm
0 µm 2 4 6 1
2
8 3 10 12 14
2.1 µm
(a) 4.0 Profile 1 Profile 2 Profile 3
y [µm]
3.5
3.0
2.5
2.0 0 (b)
5
10
15
x [µm]
Fig. 2.8: (a) AFM image of the imprint left upon completing one cycle, and (b) respective depth profile for BZT–BCT–FG ceramic.
ated ceramics exhibit a maximum dielectric constant (ε rmax ) at 95 °C, corresponding to the phase transition temperature (Tc ) for 0.5Ba(Zr0.2 Ti0.8 )O3 –0.5(Ba0.7 Ca0.3 )TiO3 composition (Fig. 2.10 a). Correspondingly, the dielectric losses of ferroelectric materials are shown in Fig. 2.10 b, where the maxima of dielectric losses were observed at the proximity of Tc . At Tc , frequency of the soft mode tends to zero, and the lattice displacement associated with it becomes unstable and leads to phase transition. Two obvious phase transitions above 25 °C corresponding to the orthorhombic–tetragonal
2.3 Results and discussion
200
Cycle 1 Cycle 2 Cycle 3 Cycle 4 Cycle 5 Cycle 6 Cycle 7 Polynomical Fit of Load, Fm
175
Load, Fm (mN)
150 125
| 53
BZT–BCT–NG
100 75 HO(GPa)
50
Mean : 0.543 Meadian :0.551 Std.dev : 0.219
25 0
500
1000
(a)
1500 2000 2500 Contact Depth, hc (nm)
3000
3500
200 175
Load, Fm (mN)
150 125
Cycle 1 Cycle 2 Cycle 3 Cycle 4 Cycle 5 Cycle 6 Cycle 7 Polynomical fitting
BZT–BCT–FG
100 75 50
HO(GPa) Mean : 6.93 Meadian :6.53 Std.dev : 1.50
25 0 200 (b)
400 600 800 Contact Depth, hc (nm)
1000
Fig. 2.9: Variation of contact depth (hc ) with peak load (Fm) for BZT–BCT–NG and BZT–BCT–FG ceramics along each indentation cycle.
and tetragonal–cubic, respectively, were observed for both BZT–BCT–NG and BZT– BCT–FG ceramics [8]. The value of ε r at room temperature (30 °C) was found to be higher for BZT–BCT–FG ceramics (ε r ~4984) when compared with values measure for BZT–BCT–NG (ε r ~3557). Furthermore, the tan δ versus T plots (Fig. 2.10 b) show small loss (tan δ values) for BZT–BCT–FG ceramics along the entire temperature range tested. The values of ε r and tan δ obtained for various BZT–BCT sintered ceramics are illustrated in Tab. 2.4. The observed higher ε r value measured for BZT–BCT–FG can
54 | 2 Advanced electroceramic composites: Property control through processing
18000
BZT BCT FG BZT BCT NG
16000
Dielectric constant
14000 12000 10000 8000 6000 4000 2000 0 0
50
(a)
100 150 Temperature (°C)
200
250
0.10 BZT BCT FG BZT BCT NG 0.08
Tan δ
0.06
0.04
0.02
0 0 (b)
50
100 150 Temperature (°C)
200
250
Fig. 2.10: Temperature dependences of (a) dielectric constant (εr ) and (b) dielectric loss (tan δ) values within the range from 25–225 °C measured at constant frequency of 10 kHz.
be attributed to the enhanced homogeneity of BZT–BCT ceramics derived from the FG powder due to the higher compaction degree of the green bodies and their better sintering ability in comparison to those derived from the NG BZT–BCT powder.
2.3 Results and discussion
| 55
1.0
6000 BZT BCT FG BZT BCT NG
0.8
4000
0.6
3000 0.4
Tan δ
Dielectric constant
5000
2000 0.2 1000 0.0 0 0
200k
400k 600k Frequency (Hz)
800k
1000k
Fig. 2.11: Values of εr and tan δ of various BZT–BCT ceramics in the frequency range from 100 Hz to 1 MHz.
Tab. 2.4: Measured dielectric constant (εr ) and dielectric loss (tan δ) values for various BZT–BCT ceramics sintered at 1350 °C. Samples
εr
tan δ
BZT–BCT–NG BZT–BCT–FG
3557 4984
0.027 0.035
Figure 2.11 shows the frequency dispersion of ε r and tan δ of BZT–BCT ceramics prepared at different conditions in the range from 100 Hz to 1 MHz. In all the samples, the ε r values decrease with increasing frequency, a commonly observed behavior for dielectric/ferroelectric materials. The fall in dielectric constant arises from the fact that polarization does not instantaneously occur with the application of the electric field, as charges possess inertia. The delay in the response towards the impressed alternating electric field at high frequencies leads to loss and hence a decline in the dielectric constant. It is well known that the value of ε r of ferroelectric material is strongly affected by microstructure, grain structure, and grain size. The composite with larger grain size has higher ε r and lower tan δ. The higher values of ε r measured for BZT– BCT–FG ceramic compared to ε r values of BZT–BCT–NG ceramic in all frequency range tested could be attribute to the resulted high dense ceramic with larger grain size on sintering of BZT–BCT–FG material. A decrease in grain size leads to an increase in the number of grain boundaries, which results in decrease of ε r values. The greater
56 | 2 Advanced electroceramic composites: Property control through processing
number of grain boundaries lead to the lower polarization intensity and therefore contribute to the lower ε r [17]. In these electroceramics, the high ε r value permits room for further decreasing the tan δ and the behaviour is also shown in Fig. 2.11.
2.4 Conclusions In summary, the study reveals changes in property of electroceramic composites when processed with different processing approaches. The results obtained enable the conclusion that colloidal processing approach followed by freeze granulation of colloidal suspension enhances the packing ability of the powder and enables achieving higher levels of green density and homogeneity in green compacts. The higher green densities of ceramic compacts improve the sintering ability and the overall properties of sintered ceramics. The calculated ability to oppose the deformation for the BZT–BCT– NG ceramics (543 MPa) was found to be nearly 10 times less than that of BZT–BCT–FG ceramics (6.93 GPa). The consistency of functional properties such as phase transition temperatures of BZT–BCT–FG ceramics with that of BZT–BCT–NG ceramics shows that the material is not negatively affected by the surface treatment given to the BZT–BCT powder to protect it against hydrolysis. These findings are likely to foster the fabrication of electroceramic materials via various colloidal methods (slip casting, tape casting, gel-casting) and the commercialization of functional devices.
Acknowledgement Ajay Kaushal thanks the Foundation of Science and Technology of Portugal (FCT) for the financial support under the grant references SFRH/BPD/77598/2011.
Bibliography [1] [2]
[3]
[4]
A. J. Moulson, and J. M. Herbert, Electroceramics: Materials, Properties, Applications, London: Chapman and Hall, 1990. A. Kaushal, S. M. Olhero, B. Singh, R. Zamiri, V. Saravanan, and J. M. F. Ferreira, Successful aqueous processing of lead free 0.5Ba(Zr0.2 Ti0.8 )O3 –0.5(Ba0.7 Ca0.3 )TiO3 piezoelectric material composition, RSC Advances 4 (51) (2014), 26993–27002. A. Kaushal, S. M. Olhero, B. Singh, D. P. Fagg, I. Bdikin, and J. M. F. Ferreira, Impedance analysis of 0.5Ba(Zr0.2 Ti0.8 )O3 –0.5(Ba0.7 Ca0.3 )TiO3 ceramics consolidated from micro-granules, Ceramic International 40 (2014), 10593–10600. J. M. F. Ferreira, S. Olhero, and A. Kaushal, Is the ubiquitous presence of barium carbonate responsible for the poor aqueous processing ability of barium titanate? J. Eur. Ceram. Soc. 33 (2013), 2509–2517.
Bibliography |
[5]
[6]
[7]
[8] [9] [10] [11] [12]
[13]
[14] [15]
[16]
[17]
57
S. Olhero, A. Kaushal, and J. M. F. Ferreira, Preventing hydrolysis of BaTiO3 powders during aqueous processing and of bulk ceramics after sintering, J. Eur. Ceram. Soc., DOI: 10.1016/j.jeurceramsoc.2015.03.007. A. Kaushal, S. M. Olhero, P. Antunes, A. Ramalho, and J. M. F. Ferreira, Structural, mechanical and dielectric properties of Ba0.6 Sr0.4TiO3 – the benefits of a colloidal processing approach, Materials Research Bulletin 50 (2014), 329–336. D. A. Anderson, J. H. Adair, D. Miller, J. V. Biggers, and T. R. Shrout, Surface Chemistry Effects on Ceramic Processing of BaTiO3 Powder, in: G. L. Messing, E. K. Fuller Jr., and H. Hausner (eds.), Ceramic Transactions, Ceramic Powder Science II, 1, pp. 485–492, Am. Ceram. Soc., Westerville, OH, 1988. H. W. Nesbitt, G. M. Bancroft, W. S. Fyfe, S. N. Karkhanis, and A. Nishijima, Thermodynamic Stability and Kinetics of Perovskite Dissolution, Nature (London) 289 (1981), 358–362. G. H. Haertling. Ferroelectric ceramics: History and technology, J. Am. Ceram. Soc. 82 (1999), 797–818. B. Jaffe, W. R. Cook Jr., and H. Jaffe, Piezoelectric ceramics, New York, Academic Press, 1971. W. Liu and X. Ren, Large Piezoelectric Effect in Pb-Free Ceramics, Phys. Rev. Lett. 103 (2009), 257602. S. M. Olhero, A. Kaushal, and J. M. F. Ferreira. Fabrication of Barium Strontium Titanate (Ba0.6 Sr0.4 TiO3 ) 3D Micro-components from Aqueous Suspensions, J. Am. Ceram. Soc. 97 [3] (2014), 725–732. A. Kaushal, S. M. Olhero, and J. M. F. Ferreira, Lead-free 0.5Ba(Zr0.2 Ti0.8 )O3 –0.5(Ba0.7 Ca0.3 )TiO3 powder surface treated against hydrolysis – a key for a successful aqueous processing, J. Mater. Chem. C 1 (2013), 4846–4853. H. A. Janssen, Experiments on Grain Pressures in Silos, Zeit. d. Vereins Deutsch. Ing. 39 (1895), 1045–1049. M. Matsui, S. Jahanmir, H. Mostaghaci, M. Naito, K. Uematsu, R. Wasche, and R. Morrell, Improved Ceramics through New Measurements, Processing, and Standards: Ceramic Transactions, vol. 133, West Sussex, UK, John Wiley & Sons, 2006. W. C. Oliver and G. M. Pharr, An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments, J. Mater. Res. 7 (1992), 1564–1583. F. Yan, P. Bao, H. L. W. Chan, C. L. Choy, and Y. Wang, The grain size effect of Pb(Zr0.3 Ti0.7 )O3 thin films, Thin Solid Films 406 (2002), 282–285.
Yongsheng Zhang, Junjie Song, Yuan Fang, Hengzhong Fan, and Litian Hu
3 Regulation and control of macro-micro structure for optimal performance in alumina self-lubricated composites 3.1 Introduction High-performance alumina-matrix composites are potential candidates for the application of wear-resistance components, due to their high wearability and hardness, low specific density, corrosion resistance, and antioxidation. Nevertheless, the lubricating problems and brittleness of these structural materials are major constraints to promoting them for practical application. Therefore, it is significant to design and fabricate alumina-matrix composites with excellent mechanical and tribological properties. The combination of the bionic design of ceramic materials and self-lubricated ceramic-matrix composites with excellent lubricating properties is a promising way to achieve the optimal integration of mechanical and tribological properties [1–3]. During the past decade, laminated ceramic composites with weak layers which inspired from bionic multilayer structures like shells, due to their excellent mechanical properties, have attracted many researchers. Based on the layered structure design concept, Clegg et al. [4] used SiC as strong layers and graphite as the weak interface successfully fabricated the SiC/graphite laminated composites, which exhibited great mechanical properties, with the fracture toughness and work of fracture being 15 MPa m1/2 and 4,625 J m−2 , respectively. Moreover, the laminated composites also have excellent lubricating properties and wear resistance because of their special weak interfacial layer [5, 6]. According to previous studies, Al2 O3/Mo composites with a laminated structure have excellent self-lubricating and mechanical properties [6]. The existence of the weak interfacial layer of Mo results in high fracture toughness and low friction coefficient. The fracture toughness of the prepared materials could be 1.6 times higher than that of monolithic Al2 O3 ceramics. In addition, their friction coefficient could be reduced to 0.34 when subjected to dry sliding wear against Al2 O3 pins at 800 °C under a load of 70 N with sliding frequency of 2 Hz, a decrease of approximately 60 % below the monolithic Al2 O3 ceramics. Compared to traditional monolithic ceramics, the laminated self-lubricated composites have many advantages resulting from the laminated structure and lubricants. It is perceivable that for laminated composites with weak layers, structural parameters and interfacial characteristics have enormous effects on both their mechanical and tribological properties. The geometric parameters of the layered structure and interfacial characteristics are the key factors for the optimal design of materials with the same compositions [7–13]. Previous studies showed that the structural parameters
60 | 3 Optimal design of alumina self-lubricated composite properties
significantly affect the performance of laminates. The strength and fracture toughness of the materials were not only depended on the thickness of Al2 O3 and weak layers, but also on the thickness ratio of strong-weak layers. With the increase in the layer thickness ratio, the bending strength of Al2O3 /W laminates also increases, but the fracture toughness decreases [10]. In order to obtain the maximum toughening effect, the thickness of the strong layers and weak layers as well as the thickness ratio must be kept at an appropriate value. In addition, the interfacial characteristics also have an important impact on the performance of laminated composites. It is an effective method to optimize the properties of the laminated composites through implanting special interface with controllable morphology or adjusting the compositions of weak layers [7, 11, 12]. Any modification of the interface will be a determining factor in the strength of the interfacial bond and thereby affect the crack propagating path, interfacial residual stress, and interfacial fracture resistance of laminated composites. Moreover, these interfacial designs may ensure the reliability of these materials in practical application. Therefore, it is an effective method to improve the properties of laminated composites by adjusting the structure parameters and interfacial characteristics. Based on the above background, two kinds of ceramic composites with high reliability were designed and prepared which can achieve stable and effective lubrication at room- and high-temperature conditions, respectively. The relation between the macro-micro structure of the prepared materials and their properties was investigated.
3.2 Influence of structure parameters on the mechanical properties of the alumina laminated composites For laminated composites with a weak layer, the geometrical parameters of the layered structure are the key factors for the optimal design of the multilayer materials. The structural parameters mainly include the number and thickness of the matrix layers and the weak layers. In order to investigate in depth the effect factors on the mechanical properties of the materials, a series of Al2 O3 /Mo and Al2 O3 /graphite laminated self-lubricated composites with different structure parameters were prepared through layer-by-layer method and hot-pressing process [14, 15]. Figure 3.1 illustrates the schematic and design concept of laminated composites. The thickness of the A layer and B layer are d1 and d2 , respectively, where the A layer is the Al2O3 and the B layer is Mo or graphite. The microstructures of typical Al2 O3 /Mo and Al2 O3 /graphite laminated materials are given in Fig. 3.2 [14, 15], where the dark layer is the Al2 O3 layer and the light layer is the Mo or graphite layer that is markedly thinner than the Al2 O3 layer. The laminated composites presents an obvious multilayer structure, and a relatively straight weak interface can be observed without clear delamination, and the boundary between the strong layer and weak layer is sharp. Moreover, the graphite layers in the compos-
3.2 Influence of structure parameters on the mechanical properties of laminates
| 61
d2
d1 A layer
B layer
Fig. 3.1: The schematic and design concept of laminated composites.
(a)
(b)
Al2O3
Mo
30 kV
X35 500 µm
500 µm
X600 20 µm
20 µm
20 µm
20 µm
(d)
(c)
Graphite
20 kV
30 kV
X35 500 µm
Al2O3
500 µm
20 kV
X800
Fig. 3.2: Microstructure of the Al2 O3 /Mo (a and b) and Al2 O3 /graphite (c and d) laminated composites.
ites are not fully densified, due to its poor sinterability, while the metal Mo and Al2 O3 present compact crystallized structures and have no obvious flaws. These special weak interfacial layers play an important role in improving the mechanical and tribological properties of the laminated composites. Figure 3.3 summarizes the influence of structural parameters on the toughness and work of fracture of Al2 O3 /Mo and Al2O3 /graphite laminated composites and monolithic Al2 O3 ceramics. When the number of Al2 O3 layers was 15 and Mo layers
62 | 3 Optimal design of alumina self-lubricated composite properties 7.0
10000 KIC ϒWOF
8000
KIC/MPa⋅m1/2
6.0 5.5
6000
5.0 4000
4.5 4.0
ϒWOF/J⋅m–2
6.5
2000 Al2O3/Mo laminated composites
3.5 0.0 0
2
4
6 8 10 Layer–number
(a)
12
14
0 16
8.5
KIC/MPa⋅m1/2
7.5
700
7.0
600
6.5
500
6.0
400
5.5
300
5.0 4.5 4.0 0.0 0
(b)
2
200
Al2O3/graphite laminated composites
KIC ϒWOF 4
6 8 Layer–number
10
ϒWOF/J⋅m–2
800
8.0
100 0 12
14
Fig. 3.3: Effect of the numbers of weak layers on the mechanical properties of the laminated composites.
14, the toughness and work of fracture of Al2O3 /Mo laminated composites could reach 6.6 MPa m1/2 and 8757 J m−2 , respectively, which were 1.7 and 58.4 times higher than those of monolithic Al2O3 ceramics. Meanwhile, when the number of graphite layers was 5, the Al2 O3/graphite laminated composite showed the best comprehensive properties. The toughness and work of fracture of this kind of material could reach 7.6 MPa m1/2 and 572 J m−2, which were approximately 1.6 and 5.5 times higher than those of monolithic Al2 O3 ceramic, respectively. Taken as a whole, the laminated composites have a better fracture toughness compared with monolithic Al2 O3 ceramic. This is mainly because the weak layer acts as a geometrical obstacle to separate the intact Al2O3 layer from the crack tip, that is, intact Al2 O3 layers have a higher resistance against crack initiation than the precracked Al2 O3 layer [16]. Therefore, a smaller effective thickness of Al2 O3 in front of the pre-crack (dp ) is rather conductive to a higher fracture toughness, especially for
3.2 Influence of structure parameters on the mechanical properties of laminates
dA
| 63
dA dP
dP
Pre-crack Fig. 3.4: The schematic diagram of precracked monolithic Al2 O3 ceramic and laminated composites with different layer-numbers.
the materials having the same effective number of weak layer (n). Thus, designing the laminated composites with an even number of the ceramic layers is better for the apparent toughness of the materials (Fig. 3.4). Additionally, the effective numbers of the weak layers also have an effect on the properties of the materials. With the increase in the effective numbers of the weak layers, the work of fracture of the laminated composites increased significantly. A higher number of the weak layers will cause more dissipation of fracture energy by crack defection, crack blunting, matrix layer pullout, frictional bridging, and so on (Fig. 3.5). Thus, the laminated composites with a large number of weak layers show a more noncatastrophic fracture behavior, while the
Load/N
(a) 80 70 60 50 40 30 20 10 0 0.00 0.02 0.04 0.06 0.08 0.10 Displacement/mm
(b)
20kV
500 µm
X50 500 µm
(c) 80 70 60 50 40 30 20 10 0 0.00 0.04 0.08 0.12 0.16 Displacement/mm
(d)
20kV
500 µm
X50 500 µm
500 µm
(e)
Load/N
X35 500 µm
Load/N
20kV
0.20
80 70 60 50 40 30 20 10 0 0.00 0.02 0.04 0.06 0.08 0.10 Displacement/mm
(f)
Fig. 3.5: The typical SEM images of crack propagating path and load-displacement curves of monolithic Al2 O3 ceramic (a and b), Al2 O3 /Mo (c and d) and Al2 O3 /graphite (e and f) laminated composites.
64 | 3 Optimal design of alumina self-lubricated composite properties
8.5 8.0 7.5 7.0 6.5 6.0 5.5 5.0 4.5 4.0 0.0
800 700 600 500 400 300 KIC ϒWOF
200 100 0
0 10
50 20 30 40 Layer–thickness/μm
ϒWOF/J.m–2
KIC/MPa.m1/2
materials with a small number of weak layers have a few dissipation mechanisms of fracture energy and even show brittle fracture characteristics (Fig. 3.5). Moreover, the effective number of weak layers also significantly effects the contribution of the weak layers to the toughness of the composites. For the laminated composites with ductile metal layers, the increase of the effective layer number of Mo will cause an increase of the area fraction of the ductile phase (Fig. 3.4), and thereby improve the contribution of the metal phase to the toughness of the composite. Therefore, the larger the effective number of the Mo layers is, the higher the toughness and work of fracture will be (Fig. 3.3). However, for the laminated composites with the graphite layers, the effective layer number of weak layers has a counter-effect on the toughness of materials compared with that on the Al2O3 /Mo laminated composites. Graphite is known to be material with extremely low bending strength. So the intact Al2 O3 layers play a dominant role in the loading and fracture process. The fracture toughness is related to the value of maximum force in the process of complete rupture of the sample. The more effective number of the graphite layer (n) will cause thinning of the effective thickness of the intact Al2O3 layers in front of the precrack (Fig. 3.4), and thus decrease the fracture toughness of the materials. Therefore, the larger the number of graphite layers, the lower the toughness will be (Fig. 3.3). The combined action of the values of n, dp and dA influenced the mechanical properties of laminated composites. In addition, the thickness of the weak layer also has a great impact on the mechanical properties of the laminated composites. Figure 3.6 summarizes the influence of the layer thickness of graphite on the toughness and work of fracture of Al2 O3 /graphite laminated composites. It can be seen, with the increases of the thickness of graphite layer, the fracture toughness of the laminated composites first increases and then gradually decreases, and the work of fracture shows a diminishing trend. The thickness of a graphite layer that is either too small or too large is unfavorable to the improvement of fracture toughness. It is difficult to form a continuous layer of graphite if the thickness of graphite layer is too small, which is not conducive to the crack deflection (Fig. 3.7 a). If the thickness of the graphite layer is too large, the residual stress
60
Fig. 3.6: Effect of the layer-thickness of graphite on fracture toughness and work of fracture of the Al2 O3 /graphite laminated composites.
3.3 Influence of structure parameters on the tribological properties of laminates
(a)
20kV
| 65
(b)
X50 500 μm
500 μm
20kV
X50 500 μm
500 μm
Fig. 3.7: SEM images of crack propagating path of Al2 O3 /graphite laminated composites with a relatively thin graphite layer (a) and thick graphite layer (b).
will cause the occurrence of delamination in materials. And the frictional sliding between layers in fracture process will become the sliding inside graphite (Fig. 3.7 b), and thereby decrease the fracture resistance [14]. Therefore, the combined contributions of the weak layer and alumina layer to the crack propagation energy and load-carrying ability of the materials influence the fracture toughness and the work of the fracture of laminated composites. The greater the effective number of the weak layers, the more the work of fracture of the materials will be. The higher the value of effective intact thickness of Al2O3 layers in front of the pre-crack, the better the load-carrying ability and higher fracture toughness of the materials. Consequently, the mechanical properties of the laminated composites can be flexibly optimized by the adjusting parameters of layered structure [14, 15].
3.3 Influence of structure parameters on the tribological properties of the alumina laminated composites From the above results, the bionic layered structure design realizes the improvement of the mechanical properties for the alumina-matrix composites, and the properties of the materials were further enhanced by optimizing the structure parameters. Therefore, the layered structure and its structure parameters play an important role in the performance of the ceramic materials. To systematically investigate the effects of geometrical parameters of the layered structure on the tribological properties of the laminated composites, the relationship among the structure parameters, formation of lubricating and transferring films, load-bearing capacities and wear mechanisms were studied [5, 17].
66 | 3 Optimal design of alumina self-lubricated composite properties
1.0
1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1 0.0
Thickness of Mo layer is 71.5μm
5
20 10 15 Layer–number
25
1.0 0.9 Al2O3/graphite laminated composites 0.8 Room temperatutre 0.7 0.6 0.5 0.4 0.3 0.2 Thickness of graphite layer is 56 μm 0.1 0.0 0 5 10 15 20 25 30 35 40 45 50 (c) Layer–number Friction coefficent
Al2O3/Mo laminated composites 800°C
0.8 0.6 0.4
Thickness of Al2O3 layer is 791 μm
0.2 0.0
0 (a)
Friction coefficent
Al2O3/Mo laminated composites 800°C
0 (b)
8
10 12 14 16 Layer–thickness ratio
18
1.0 0.9 Al2O3/graphite laminated composites 0.8 Room temperatutre 0.7 0.6 0.5 0.4 0.3 0.2 Thickness of Al2O3 layer is 440μm 0.1 0.0 0.0 4 6 8 10 12 14 16 18 20 (d) Layer–thickness ratio Friction coefficent
Friction coefficent
The variations of the friction coefficients with different layer number of weak layers and layer-thickness ratio (d1 /d2 ) for the Al2 O3 /Mo (Figs. 3.8 a,b) and Al2 O3 /graphite (Figs. 3.8 c,d) laminated composites were summarized in Fig. 3.8 [5, 17]. Compared with the monolithic Al2 O3 ceramics, Al2 O3 /Mo and Al2 O3 /graphite laminated composites exhibited excellent tribological properties at 800 °C and room temperature, respectively. The optimal friction coefficient of the Al2 O3 /Mo laminated composites can be reduced to 0.43 when sliding against Al2O3 pins at 800 °C under a load of 70 N with sliding frequency of 10 Hz. Meanwhile, the friction coefficient of the Al2 O3 /graphite laminated composites can reach 0.31 when subjected to dry sliding conditions at room temperature and when coupled with Al2O3 balls under a load of 35 N and frequency of 5 Hz. Furthermore, it can be observed in Fig. 3.9 [5, 17] that the friction coefficient of the monolithic Al2 O3 ceramic shows shrewd fluctuation, while that of the laminated composites are relatively steady. This is mainly attributed to the formation of the lubricating and transferring films on the sliding surfaces from lubricants or their reaction products. For the Al2 O3 /Mo laminated composites at 800 °C [17] (Fig. 3.10), metal
Fig. 3.8: Effect of layer-number of weak layer and layer-thickness ratio of strong-weak layers on the friction coefficient of laminated composites.
3.3 Influence of structure parameters on the tribological properties of laminates
| 67
High temperature 1.0
Friction coefficient
0.8 Monolithic Al2O3 ceramics 0.6
0.4
Al2O3/Mo laminated composites
0.2
0.0 0
300
(a)
600
900 1200 Time/s
1500
1800
Room temperature 1.0
Friction coefficient
0.8
0.6
Monolithic Al2O3 ceramics
0.4
Al2O3/Graphite laminated composites
0.2
0.0 0 (b)
500
1000 1500 2000 2500 3000 3500 4000 Time/s
Fig. 3.9: Friction coefficient curves of monolithic Al2 O3 ceramics, Al2 O3 /Mo, and Al2 O3 /graphite laminated composites at high temperature and room temperature.
molybdenum exposed to the air reacts with the oxygen in the air and forms molybdenum oxide. MoO3 has relatively low hardness and demonstrates low shear stress, which makes it easier to smear during sliding, and thereby reducing the resistance of friction [17–19]. During the friction test, the amount of molybdenum oxide increases, and they smear on the friction surface to form lubricating and transferring films. Similarly, the graphite can act as a lubricant to promote the formation of well-covered
68 | 3 Optimal design of alumina self-lubricated composite properties (e)
(c)
20 kV
X150 100 μm
100 μm
(b)
20 kV
X200 100 μm
100 μm
225
(f)
(d)
Mo 3d3/2 236.05 eV (MoOx)
Mo 3d5/2 232.9 eV (MoO3)
Intensity
(a)
40
230 235 240 Binding energy (eV) Al
cps/eV
Mo 20 O
20 kV
X150 100 μm
100 μm
20 kV
X100 100 μm
Ti Cu
Ti
0
5 KeV
0
100 μm
Au Cu Cu Au 10
Fig. 3.10: The worn surfaces of samples and the corresponding frcition pairs at 800 °C: monolithic Al2 O3 ceramic (a, b); Al2 O3 /Mo laminated composite (c–f).
lubricating films on the surfaces of ceramics and friction pairs during dry-sliding. The formation of the well-covered lubricating and transferring films on the sliding surfaces significantly reduces the resistance of friction and also protects the ceramic and friction pair from abrasion (Fig. 3.11) [5]. (a)
(b)
500 µm
(d)
(c)
500 µm
(e)
500 µm
20 µm
(f)
500 µm
Element O Al Ti Cu Atomic percent/% 59.00 40.68 0.23 0.10
Element C O Al Ti Atomic percent/% 36.40 23.01 40.26 0.33
20 µm
Fig. 3.11: The worn surfaces of samples and the corresponding frcition pairs at room temperature: monolithic Al2 O3 ceramic (a–c); Al2 O3 /graphite laminated composite (d–f).
Moreover, the structure parameters have an enormous effect on the friction coefficient of the laminated materials. The larger the number of weak layers and smaller layerthickness ratio (d1 /d2 ), the lower will be the friction coefficient of the material. This is
3.4 Design of interfaces for optimal performance of alumina laminated composites
|
69
mainly because the content of the lubricant phase in composites directly affects the formation of the lubricating and transferring films on the sliding surfaces. With the increase in the number of weak layers and decrease of the layer-thickness ratio (d1 /d2 ), the volume fraction of the lubricant phase becomes larger, which is more conducive to the formation of successive lubricating and transferring films. In addition, a larger layer number of weak layers and a lower layer-thickness ratio (d1 /d2 ) can cause a smaller amount of space between weak layers, which is conducive to the formation of the lubricating films and the reduction of abrasion. No matter how thick the graphite layers are, the severe wear at the edge of graphite layer often occurs when the materials have a large thickness of Al2 O3 layers (Fig. 3.12) [5]. An extremely large thickness of Al2 O3 layers will result in a large spacing among the graphite layers, which is not better for the formation of the effective lubricating films on the friction surface during the initial stage of sliding friction, thus causing a high friction resistance. The edge of the Al2O3 phase near the graphite layer will be ruptured once the Al2O3 cannot bear the resistance of friction, followed by the accumulation of fatigue damage. Thus, a smaller spacing between the lubricant layers may be beneficial to a fewer possibilities for the rupture of ceramic at the edge of Al2 O3 layers, especially for the graphite which has a low load-bearing capacity.
(a)
(b)
500 µm
(c)
500 µm
500 µm
Fig. 3.12: The SEM images for the worn surfaces of Al2 O3 /graphite laminated composites with different thickness of graphite layer and Al2 O3 layer.
3.4 Design of interfaces for optimal performance of alumina laminated composites The layered structure design and optimization of the alumina self-lubricated composites achieve the integration of the structure and lubricating function. The optimized Al2 O3/Mo and Al2 O3 /graphite laminated composites show better lubricating properties and wear resistance than traditional monolithic self-lubricated ceramics. Considering the practical significance, the interface of materials has become an important field of research in both science and technology. For laminated composites with weak layers, interfacial characteristics may have an important effect on their mechanical and tribological properties. The interface characteristics are mainly interface chemistry and morphology. Chen et al. [11] designed and prepared layered
70 | 3 Optimal design of alumina self-lubricated composite properties
Al2 O3 /Ni composites. They found that the toughness and strength of materials could be controlled by the tortuosity interface, which is achieved by changing the nickel layer profile. The interfacial bonding strength can be easily adjusted by this interfacial design. The mechanical interlock at the interface greatly affects the debonding length to free some of the constraint in the metal layer from the ceramic layers with applied loading and plastic deformation of the metal layer, which contributes to energy absorption [12]. Furthermore, the residual stresses vary with the change in the interface geometry [20], influencing the position of crack initiation and energy absorption through crack propagation [21]. Moreover, Wang et al. [7] indicated that adding a ceramic-matrix phase as weak interfacial layer modifier could enhance the physical strength of weak layers and the bonding strength between layers, and thereby improve the performance of the laminates. Therefore, it is an effective method to improve mechanical and tribological properties of laminated composites by implanting special interface morphologies or adjusting the compositions of weak interfaces. To improve the overall performance of laminated composites, the Al2 O3/Mo and Al2 O3 /graphite laminated composites with special interface morphology were design and prepared [14, 22]. Figure 3.13 shows the schematic and design concept of laminated composites with the controllable morphology [14, 22]. Firstly, the Al2 O3 /Mo laminated composites with different interfacial texture were successfully fabricated
0.2 mm
W=0.4, 0.8, 1.2, 1.6 mm 0.2 mm
d1
60 µm
W=0.4, 0.8, 1.2, 1.6 mm
d2 A 12O3 layer
Mo layer 0.2 mm W=0.4, 0.8, 1.2, 1.6 mm
(a)
0.5mm A 12O3 layer
Graphite Layer 0.25mm
d1
m
d2 A 12O3 layer
Graphite layer
0.5mm
1mm
m
1m
m
5 0.
(b) Fig. 3.13: The schematic diagram of the laminated composites: (a) the green body structure of the Al2 O3 /Mo laminated composites with interfacial texture, and (b) the green body structure of the Al2 O3 /graphite laminated composites with orthogonally microcorrugated interface.
3.4 Design of interfaces for optimal performance of alumina laminated composites
|
71
(Fig. 3.13 a). The micro-textures of different densities were produced by a solid-state pulse Nd:YAG laser on the surface of an Al2 O3 green body (Fig. 3.14 a). The grooves on the surface of the textured Al2 O3 layers are clear and uniform, and the plateau around the grooves remains smooth (Fig. 3.14 b). The interface morphology remains clearly visible after sintering (Fig. 3.15 a), and the interfacial characteristics not only increase the contact area between the two layers but also use the mechanical interlock effectively (Fig. 3.15 b) [22].
(a)
(b) 16 mm
12 mm 104 52
997 747 0.8 mm
0.4 mm 498 Z
249
0
249
498
747
997
5 mm
Fig. 3.14: The interfacial and profile microstructures of the Al2 O3 /Mo laminated composites: (a) macroscopic features of four kinds of textured Al2 O3 layers; (b) microstructure of textured interface.
(a)
30kV
(b)
X50 500 μm
500 μm
20kV
X35 500 μm
500 μm
Fig. 3.15: SEM images of microstructure and the crack-path in double-shearing for the Al2 O3 /Mo laminated composites with interfacial texture.
The interfacial bonding strength of the Al2 O3/Mo/Al2O3 sandwich composites with different interfacial texture is summarized in Fig. 3.16 a. With the increase in the area density of the grooves at the interface of the Al2 O3 layer, the interfacial bonding strength also improves linearly. The results show that the higher the area density of the grooves is, the stronger the interfacial bonding will be. The interfacial bonding
72 | 3 Optimal design of alumina self-lubricated composite properties
38
320
36
Bending strength/MPa
Interfacial bonding strength/MPa
strength can be easily adjusted by this interface morphology design, confirming the previous prediction. Moreover, this controllable interfacial morphology has a great impact on the mechanical properties of the laminated composites. Figure 3.16 [22] summarizes the influence of interfacial characteristics on the bending strength, toughness, and work of fracture of Al2 O3 /Mo/Al2O3 sandwich composites. The hot-pressed Al2 O3 /Mo/Al2O3 sandwich composites with interfacial texture exhibit excellent mechanical properties compared with the monolithic Al2 O3 ceramics. Interfacial bonding strength that is either too strong or too weak is unfavorable for the improvement of mechanical properties. As show in Fig. 3.15 b, the interfacial bonding strength and interfacial morphology can suppress slipping between the layers and adjust the residual stress between layers which is caused by the mismatch of the thermal expansion of the Al2 O3 and Mo layers. If the interface bonding strength is too strong, the laminated materials will behave like a brittle monolithic ceramic, which results in low fracture toughness and work of fracture. However, if the interfacial bonding strength is too weak, less frac-
32 28 26 24 22 20 18 16
290 280 270 260 250 240 0
0 0.0
(a)
310 300
0.4
0.6
0.8
1.0
1.2
1.4
1.6
W/mm
0 16 18 20 22 24 26 28 30 32 34 36
(b)
8.5
Interfacial bonding strength/MPa 380 360
8.0
340 320
ϒWOF/J m–2
KIC/MPam1/2
7.5 7.0 6.5 6.0
280 260 240 220
5.5
200
5.0
180 0
0.0
0 16 18 20 22 24 26 28 30 32 34 36
0 16 18 20 22 24 26 28 30 32 34 36
(c)
300
Interfacial bonding strength/MPa
(d)
Interfacial bonding strength/MPa
Fig. 3.16: Relationships betweem the area density of the interfacial texture, interfacial bonding strength, bending strength, toughness, and work of fracture of the Al2 O3 /Mo composites.
3.4 Design of interfaces for optimal performance of alumina laminated composites
|
73
ture energy will be dissipated by the resistance of special interfacial structure, which goes against the toughening of the ceramics. Meanwhile, a weaker interfacial bonding strength will also result in lower residual compressive stress of the internal layer due to lower creep constraint. Lower residual compressive stress causes a lower apparent toughness. Therefore, the combined actions of the interfacial bonding strength, interfacial morphology, and residual stress between layers influence the mechanical properties of laminated composites. Also, the performance of the composites can be easily adjusted by this interfacial design. The toughness, bending strength, and work of fracture of Al2 O3 /Mo/Al2O3 sandwich composites can reach 7.9 MPa · m1/2 , 309 MPa, and 339 J · m−2 when the area density of the interfacial texture is 26.5 %, which is approximately 102.6 %, 23.4 %, and 88.83 % higher, respectively, than those of monolithic Al2O3 ceramics [22]. Additionally, the Al2 O3 /graphite laminated composites with orthogonally microcorrugated interface were also designed and prepared (Fig. 3.13 b) [14]. And the microcorrugated structure on the surface of the Al2 O3 green layer is formed with a tem-
(b)
400 τ/MPa
300
Shortcoming
200 100 Matrix layer pull-out resistance
0
γWOF/J.m–2
600 400
Frictional sliding resistance Shortcoming
20kV
X50 500 µm
500 µm
200 90
0
70
8 Load/N
KIC/MPa.m1/2
60
6 4
50 40 30
Crack propagation in stable-state Matrix layers pull-out, frictional sliding, bridging
20
2
10
0 (a)
Sample C
80
Sample A
Sample B
Sample C
(c)
0 0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 Displacement/mm
Fig. 3.17: Mechanical properties and fracture behaviors of the Al2 O3 /graphite laminated composites with orthogonally corrugated interface (sample A-monolithic Al2 O3 ceramics; sample B-laminated composite with smooth interface; sample C-laminated composite with corrugated interface.).
74 | 3 Optimal design of alumina self-lubricated composite properties
plate defining a pattern having corrugated features. From Fig. 3.17, we observed that the overall performance of the materials can be significantly improved by optimizing the design of the microinterface. This is mainly because the existing corrugated interface not only improves the crack length because of the waved weak layer, but also increases the resistance of frictional sliding. Moreover, this corrugated interfacial morphology increases the resistance in the pull-out process of the fractured matrix layer (Figs. 3.17 b,c), could significantly enhance the constraint among layers and disperse the local interfacial stresses, and thereby improve the resistance to the elastic deformation, thus increasing the bending strength of the laminated composites. Therefore, this interfacial design overcomes the delamination failure that existed in laminated composites with smooth interfaces due to the larger interface area and constraint between layers, and it also ensures the reliability of these materials in applications. Adjusting the compositions of the interfacial layer is also a promising way to improve the overall performance of the laminated composites. Our results showed that the performance of the Al2 O3 /Mo laminated composites can be further improved by introducing a transition interface with appropriate Mo content (Figs. 3.18 a,b) [15]. The fracture toughness of the materials can reach 7.3 MPa m1/2 when the chemical compo-
(a)
80 70
20 kV X400 50 µm
50 µm
Load/N
60 50 40 30 20 10 0
20 kV
X35 500 µm
500 µm
(d)
(c)
20 kV
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 Displacement/mm
(b)
X800 20 µm
20 µm
20 kV
X2.500 10 µm
10 µm
Fig. 3.18: The interfacial microstructures (a), load-displacement curve (b), and fracture surface ((c) and (d)) of Al2 O3 /Mo laminated composites with transition interface.
Bibliography |
75
nent of transition interface is 50 wt.% Al2 O3 –50 wt.% Mo. A relatively high Mo content in transition interfaces could improve the amount and uniformity of the interface between the two phases (Fig. 3.18 c), which is beneficial to the mechanical properties and fracture behavior of Al2 O3 /Mo laminated composites. Moreover, there exists a residual radial tensile stress and radial tangential compressive stress surrounding the Mo particles, due to the thermal expansion coefficient mismatch of the thermal expansion of ceramic particles and metal particles. Cracks will propagate in a direction parallel to the axis of the compressive stress and perpendicular to the axis of the tensile stress in the matrix (Fig. 3.18 d), which increases the extended path of the cracks and resistant force of crack expansion, and dissipates more frature energy. In summary, Al2 O3 /Mo and Al2 O3 /graphite laminated self-lubricated composites realize the integration of mechanical and lubricating properties of ceramic materials. The performance of the laminated composites can be facility controlled by the design of the structure parameters, interfacial morphology, and compositions of the weak layers. The excellent mechanical and tribological properties of the optimal laminated composites enable them to be used in a wide range of applications.
Acknowledgement The authors acknowledge financial support from the National Natural Science Foundation of China (51575506), the Foundation for National Innovation of Chinese Academy of Sciences (CXJJ-15M059) and the Youth Innovation Promotion Association CAS (2013272).
Bibliography [1]
[2] [3] [4] [5]
[6] [7]
Y. S. Zhang, Y. Fang, H. Z. Fan, J. J. Song, T. C. Hu, and L. T. Hu, High-performance ceramic lubricating materials, in: M. C. Wythers (ed.), Advances in materials science research 17, 83—92, New York, Nova Science Publishers, 2014. Y. Fang, Y. S. Zhang, J. J. Song, H. Z Fan, and L. T. Hu, Design and fabrication of laminatedgraded zirconia self-lubricating composites, Mater. Des. 49 (2013), 421–425. Y. E. Qi, Y. S. Zhang, Y. Fang, and L. T. Hu, Design and preparation of high-performance alumina functional graded self-lubricated ceramic composites, Compos. Pt. B-Eng. 47 (2013), 145–149. W. J. Clegg, K. Kendall, N. M. Alford, T. W. Button, and J. D. Birchall, A simple way to make tough ceramics, Nature 347 (1990), 455–457. J. J. Song, Y. S. Zhang, Y. F. Su, Y. Fang, and L. T. Hu, Influence of structural parameters and compositions on the tribological properties of alumina/graphite laminated composites, Wear 338–339 (2015), 351–361. Y. E. Qi, Y. S. Zhang, and L. T. Hu, High-temperature self-lubricated properties of Al2 O3 /Mo laminated composites, Wear 280 (2012), 1–4. C. A. Wang, Y. Huang, Q. F. Zan, L. H. Zou, and S. Y. Cai, Control of composition and structure in laminated silicon nitride/boron nitride composites, J. Am. Ceram. Soc. 85 (2002), 2457–2461.
76 | 3 Optimal design of alumina self-lubricated composite properties
[8]
[9] [10] [11] [12] [13]
[14]
[15]
[16] [17] [18] [19]
[20]
[21]
[22]
M. E. Launey, E. Munch, D. H. Alsem, E. Saiz, A. P. Tomsia, and R. O. Ritchie, A novel biomimetic approach to the design of high-performance ceramic-metal composites. J. R. Soc. Interface 7 (2010), 741–753. Q. F. Zan, C. A. Wang, Y. Huang, S. Zhao, and C. W. Li, Effect of geometrical factors on the mechanical properties of Si3 N4 /BN multilayer ceramics, Ceram. Int. 30 (2004), 441–446. A. Huang and C. A. Wang, Multiphase composite ceramics with high performance, 1st ed., China: Tsinghua University Press, Beijing, 2008. Z. Chen and J. J. Mecholsky, Jr., Control of strength and toughness of ceramic/metal laminates using interface design, J. Mater. Res. 8(9) (1993), 2362–2369. Z. Chen and J. J. Mecholsky, Jr., Toughening by metallic lamina in nickel/alumina composites, J. Am. Ceram. Soc. 76(5) (1993), 1258–1264. K. H. Zuo, D. L. Jiang, Q. L. Lin, and Y. Zeng, Improving the mechanical properties of Al2 O3 /Ni laminated composites by adding Ni particles in the layers, Mat. Sci. Eng. A 443 (2007), 296– 300. J. J. Song, Y. S. Zhang, H. Z. Fan, Y. Fang, and L. T. Hu, Design of structure parameters and corrugated interfaces for optimal mechanical properties in alumina/graphite laminated nanocomposites, Mater. Des. 65 (2015), 1205–1213. J. J. Song, Y. S. Zhang, Y. Fang, H. Z. Fan, L. T. Hu, and J. M. Qu, Influence of structure parameters and transition interface on the fracture property of Al2 O3 /Mo laminated composite, J. Eur. Ceram. Soc. 35 (2015), 1581–1591. K. L. Hwu and B. Derby, Fracture of metal/ceramic laminates-II crack growth resistance and toughness, Acta mater. 47 (1999), 545–563. Y. Fang, Y. S. Zhang, J. J. Song, H. Z. Fan, and L. T. Hu, Influence of structure parameters on the tribological properties of Al2 O3 /Mo laminated nanocomposite, Wear 320 (2014), 152–160. Y. S. Zhang, L. T. Hu, J. M. Chen, and W. M. Liu, Lubrication behavior of Y-TZP/Al2 O3 /Mo nanocomposites at high temperature, Wear 268 (2010), 1091–1094. Y. F. Su, Y. S. Zhang, J. J. Song, Y. Fang, and L. T. Hu, High-Temperature self-Lubricated and fracture properties of alumina/molybdenum fibrous monolithic ceramic, Tribol. Lett. 61 (2016), 9. M. Ranjbar-Far, J. Absi, G. Mariaux, and F. Dubois, Simulation of the effect of material properties and interface roughness on the stress distribution in thermal barrier coatings using finite element method, Mater. Des. 31 (2010), 772–781. M. Belhouari, B. B. Bouiadjra, K. Kaddouri, and T. Achour, Plasticity effect on crack growth along ceramic/metal biomaterial interface: Numerical analysis, Mech. Adv. Mater. Struct. 18 (2011), 364–372. J. J. Song, Y. S. Zhang, H. Z. Fan, T. C. Hu, L. T. Hu, and J. M. Qu, Design of interfaces for optimal mechanical properties in Al2 O3 /Mo laminated composite, J. Eur. Ceram. Soc. 35 (2015), 1123– 1127.
Dariusz M. Jarząbek and Wojciech Dera
4 The measurement of mechanical properties of interfaces in ceramic composites 4.1 Introduction 4.1.1 The role of the interface The reinforcement/matrix interface plays a significant role in determining the fracture behavior and mechanical properties of ceramic matrix composites. Its basic function is to transfer the load across the boundary. Therefore, the interfacial bond strongly influences matrix cracking and composite-fracture behavior. For example, if the interfacial bond in fiber reinforced composite is very strong a crack propagating in the matrix will pass undisturbed through the fibers and the composite will fail in a brittle manner (like unreinforced matrix material). However, in contrast to brittle ceramics, most ceramic composites have greater strain capability – they can survive local damage and inelastic deformation without catastrophic failure. The reason for that is a relatively weakly bonded interface. If the interface bond is weak, the fracture process begins progressively with debonding at the reinforcement/matrix interface. It is then followed by matrix failure and reinforcement (usually fiber) slip and pull-out. At the end reinforcement fractures (Fig. 4.1).
F
Fiber Coating
F
Precrack Coating Strong interface
Fiber Weaker interface
Fig. 4.1: The influence of interfacial bonding on crack propagation in fiber-reinforced ceramic-matrix composite.
78 | 4 The measurement of mechanical properties of interfaces in ceramic composites
Therefore, due to combining the two materials in the ceramic composite the strength of the material system is stronger than the strength of the matrix itself. And, what is more, the strain in the composite can be much higher than in either of its constituents by themselves. The strength of the composite can be increased by introducing high strength, high modulus fiber into a low strength, low modulus matrix. The load is then transferred to the high strength fibers. The effectiveness of the load transfer depends on many different parameters: the difference in moduli between the fiber and the matrix, the volume fraction and distribution of fibers, the length and shape of the fibers and the interfacial bond between the fibers and the matrix. Hence, to further improve ceramic matrix composites it is necessary to understand the mechanisms that control the mechanical behavior, especially the strength and toughness, of the interface. Much research in recent years has focused on microcraking, reinforcement debonding, and particularly, fiber pull-out. These mechanisms are the key contributors to the toughness of ceramic matrix composites. These mechanisms are, naturally, controlled by reinforcement-matrix bonding. Thus, a fundamental understanding of the reinforcement-matrix interface is essential to design and to produce composites that possess the optimum combination of strength and fracture resistance. In this chapter we review techniques of the measurement of interface mechanical properties.
4.1.2 The basics of fracture theory 4.1.2.1 The atomic bonding model A major current focus in materials sciences is the development of methods to determine the mechanical properties of materials from the knowledge of the bonding properties of individual atoms. Both attractive and repulsive forces between atoms have been observed. These forces depend on the interatomic or intermolecular separation. The nature of attractive forces is mainly electrostatic. On the other hand, repulsive forces are caused by the interactions between the electron shells of the atoms and are much more complicated to understand and to directly estimate. In many different materials the picture can be even more complex. For instance, in metals there are the crystal defects, such as dislocations, vacancies, etc. In polymers there are the long chains, entanglements and other defects. If the tensile forces are large enough, the distance between atoms can be so large that the attractive forces will tend to zero and the bond will be broken. On the other hand, the compressive forces cannot force neighboring atoms to merge due to the Pauli exclusion principle. This will lead to material fracture due to the inhomogeneous distribution of stresses and strains. On the grounds of the atomic structure of a material it should be possible to determine the theoretical strength of the material. Unfortunately, the complicated equations of quantum mechanics and the great number of atoms, which must be taken into consideration in the simulation, make the precise calculations immensely complex. For large amounts of atoms and particles with a re-
4.1 Introduction
|
79
alistic distribution of defects and grains/grain boundaries it is close to impossible. Therefore, to date, the empirical determination remains a more versatile evaluation of the mechanical properties of materials.
4.1.2.2 Cracks At macroscopic scale a crack is considered to be a cut in a body. Its opposite boundaries are called crack surfaces, and its end is called the crack tip. Concerning the formation of the crack, there are three different crack opening modes (Fig. 4.2): Mode I (opening mode) in which a tensile stress normal to the plane of crack is applied; Mode II (sliding mode) in which a shear stress is applied parallel to the plane of the crack and perpendicular to the crack front; Mode III (tearing mode) in which a shear stress is applied parallel to the plane of the crack and parallel to the crack front. The symmetries associated with the different types of crack opening are only locally defined but in special cases they may hold for the entire body.
Mode I
Mode II
Mode III
Fig. 4.2: Crack opening modes.
4.1.2.3 Failure hypotheses In the literature there are many failure hypotheses, and it is possible to establish many more. Some of them may be found in [1]. In what follows, some common hypotheses are presented, particularly those, which are important for the analysis and discussions of results presented in this chapter.
Principal stress hypothesis According to this hypothesis, failure is expected to take place when the maximum principal stress reaches material-specific value σ t or when the minimum principal stress reaches also material-specific value −σ p . The principal stress hypothesis may be applied to brittle fracture of materials. It neglects the influence of the two other principal stresses onto failure; therefore, its applicability is limited to brittle materials.
80 | 4 The measurement of mechanical properties of interfaces in ceramic composites
Huber–Mises hypothesis According to the hypothesis proposed by Tytus Huber (1904) and then by Richard Edler von Mises, the fracture occurs when a reference stress σ vm is higher than an ultimate stress at fracture measured for uniaxial tension. In case of spatial stress state, the reference stress σ vm is obtained from the expression σ vm = √ σ 21 + σ 22 + σ 23 − σ 1 σ 2 − σ 2 σ 3 − σ 3 σ 1 + 3(τ212 + τ223 + τ231 ) ,
(4.1)
where σ 1,2,3 and τ12,23,31 are compounds of a stress tensor. This failure criterion is applicable to the case of ductile materials.
Strain energy hypothesis In this hypothesis it is assumed that failure occurs when the strain energy density U reaches material-specific critical value U c . This assumption implies that the material behaves linearly elastic until failure occurs. It has been shown that this hypothesis is described by means of the principal stresses by the following equation: 3σ 2c = (1 + ν)[(σ 1 − σ 2 )2 + (σ 2 − σ 3 )2 + (σ 3 − σ 1 )2 ] + (1 + −2ν)(σ 1 + σ 2 + σ 3 )2 , (4.2) where ν stands for Poisson’s ratio.
Coulomb–Mohr hypothesis This hypothesis is mainly used to describe failure due to slip of geological and granular materials, such as sand, rock, and soils. These materials can carry only relatively small or, in the limit, no tensile stress. However, in Section 4.2.4 it was used for the ceramic matrix composites interface so it is described here shortly. Let us consider an arbitrary cross section which is loaded by the normal stress −σ (pressure) and the shear stress τ. According to Columb’s friction law, sliding occurs when τ attains a critical value proportional to the pressure −σ : |τ| = −σ tan ν, where ν stands for the material dependent friction angle. For σ → 0 it follows that τ → 0, therefore tensile stresses are not possible in this case. In many cases however, even for σ = 0 finite shear stress may occur. Additionally, materials often are able to carry tensile stresses to a certain extent. Hence, it is reasonable modify the sliding condition according to the following equation which is called Columb–Mohr failure hypothesis |τ| = −σ tan μ + c .
(4.3)
The parameter c is called cohesion.
4.1.2.4 Work of adhesion According to thermodynamics, the true work of adhesion W A of the interface is defined as the amount of energy required to create a free surface from the bonded materials.
4.2 The nanoindentation techniques
| 81
This is an intrinsic property of the investigated materials pair. The true work of adhesion depends on the type of bonding between the materials, and it is a constant for a given pair. For the case of idealized Griffith’s fracture [2] the interfacial toughness is assumed to be equal to the true work of adhesion. However, in practice even brittle fracture is accompanied by some sort of energy dissipation (plastic deformation, friction). Many of the test methods measure adhesion for instance by delaminating thin films or fibers from the substrate (matrix). While debonding both parts of the system (fiber-matrix, thin film-substrate) usually experience plastic deformation, so it is difficult to extract the true adhesive energy from the total energy measured. What is really measured is the practical work of adhesion, or interfacial toughness: W AP = W A + U f + U s + U fric
(4.4)
where U f and U s are energy spent in plastic deformation of the film (fiber) and the substrate (matrix), respectively, and U fric is the energy loss due to friction. Fracture mechanics approach uses the strain energy release rate G, or the crack driving force as a measure of the practical work of adhesion.
4.2 The nanoindentation techniques 4.2.1 Short introduction to nanoindentation With the progress made in miniaturization, different methods have been developed to measure mechanical properties of surfaces at the nanometer scale. The most common is the nanoindentation technique developed by Oliver and Phar [3]. This quasi-static measurement method is achieved by pressing an indenter, usually a diamond of known geometry, into the test surface (Fig. 4.3). During the experiment, indentation depth and applied load are monitored both during the loading and the unloading of the investigated surface. Simultaneously, the drawing of a loading and unloading curve of the applied load as a function of the indentation depth is created. By means of a series of mathematical equations, it is possible to calculate an instrumented hardness and instrumented Young’s modulus. From the unloading curve the reduced Young’s modulus E∗ is evaluated, which is described by the relation 1 − ν21 1 − ν22 1 = + , ∗ E E1 E2
(4.5)
where E1 , E2 are Young’s moduli and ν1 , ν2 are Poisson’s ratios of the indenter and the surface, respectively. In this work several indentation methods for measuring interfacial bonding forces have been examined.
82 | 4 The measurement of mechanical properties of interfaces in ceramic composites
Force [mN]
8 6 4 2 0 (a)
0
200
400
600
800
Indentation depth [nm]
0 0 1 2 3 4 5 6 7 8 9 μm
2
4
6
8 μm
nm 350 300 250 200 150 100 50 0
(b)
Fig. 4.3: (a) A force-distance curve obtained from nanoindentation in copper single crystal. (b) A micrograph of a nanoindentation imprint obtained with atomic force microscope.
4.2.2 Pushing out a fiber This method was developed by Marshall [4]. Basically, a load is applied to the end of a single fiber embedded in a matrix and having an orientation perpendicular to a prepared surface (Fig. 4.4). According to an analysis of the forces which are needed to displace a fiber in a thin specimen the following equation can be derived: F = 2πRtμ ,
(4.6)
where μ is the frictional stress, t is the thickness of the sample parallel to the direction of the fibers, and R is the fiber radius. This relationship works properly for the specimens in which the sliding distance of the fiber is larger than the thickness of the sample. On the other hand, if the thickness of the specimen is larger than the sliding distance then the analysis becomes more difficult. Fortunately, according to Marshall, it can be assumed that the given relationship can be applied to the thicker specimen if the thickness of the specimen is much greater than the sliding distance. The frictional stress can then be calculated from the displacement of the fiber u, resulting from the load imposed by the diamond indenter. The frictional stress is μi =
F2 4π2 uR3 E
(4.7) f
where E f stands for the Young’s modulus of the fiber, and u is the fiber’s displacement. The value of u can be determined from the indent imprint dimensions a and b and the indenter angle 2ψ: u = (b − a)ctgψ (4.8)
4.2 The nanoindentation techniques
ψ
|
83
u
Z 2a
2R 2b
Fig. 4.4: Schematic of indentation method for measurement of fiber-matrix frictional stress according to a method described in [4].
The force F supported by the fiber can be obtained from calculating the hardness of the fiber: F = 2a 2 H (4.9) Several analytical models [5–7] have been developed which allow evaluation of the critical interfacial shear strength, τ ic , the coefficient of friction μ, and the interfacial fracture energy, G ic , from experimental data obtained during the test. The complex treatments incorporate the effects of Poisson expansion of the fiber [5, 7], thermal residual stresses [5–7] and the effect of fiber surface topography [8]. Due to the fact that the method is relatively old it has been used in numerous investigations [9–16].
4.2.3 Indentation tests of thin films Nanoindentation can be applied to delaminate a brittle, weakly bonded film from the substrate. It is then possible to measure the film interfacial strength [17–21], which can be used in ceramic laminates. In this technique, the two most often used indenter geometries are: the cone (plane stress) and the wedge (plane strain). According to Marshall and Evans [18] the strain energy release rate G for the conical indentation induced thin film delamination can be described by following relation: GE f 1 = hσ 2 (1 + υ f ) + (1 − α)(hσ 2R ) − (1 − α)h(σ I − σ B )2 , (1 − υ f ) 2 1
(4.10)
84 | 4 The measurement of mechanical properties of interfaces in ceramic composites
where E f and υ f are the thin film’s Young’s modulus and Poisson ratio, respectively, h is the film thickness, and σ R is the residual stress in the film. In their work Marshall and Evans used the sharp diamond tip which indented into the tested thin film, and plastically deforms a volume of 2V I (Fig. 4.5 a). Indentation causes nucleation and propagation of the interfacial crack. If the indentation depth is deep enough and the crack reaches its critical bucking length, the film double buckles (Fig. 4.5 b) during indentation. If the crack length did not reach its critical buckling length on each side of the indenter, single buckling can occur during unloading (Fig. 4.5 c). The film may also form a single buckle even in the initial double-buckling case during the unloading due to the fact that the film is no longer under constraint.
2V1
Indenter Thin film
h 2a
Substrate (a)
2a (b)
Fig. 4.5: (a) Indentation without buckling; (b) double-buckling during indentation; (c) single-buckling occurs after the indenter tip removal.
2a (c)
According to the authors of this method the indentation stress σ I can be determined from the indentation volume V I : σI =
VI Ef . 2πha 2 (1 − υ f )
(4.11)
The indentation volume V I can be evaluated from the plastic indentation depth using the tip geometry, and the crack length a, which can be directly measured by microscopy techniques. If the film buckles, then the Euler buckling stress may be applied: μ2 h2 E f σB = , (4.12) 12α2 (1 − υ f )
4.2 The nanoindentation techniques
| 85
where μ is a constant, which depends on the boundary condition. The term α is zero if the film does not buckle, and represents the slope of the buckling load vs the edge displacement: 1 α = 1− . (4.13) 1 + 0.902(1 − υ f ) An interesting idea of a cross-sectional indentation test for thin film delamination has been proposed by Sanchez et al. [22, 23]. An indentation is made into a substrate crosssection close to the film interface which causes the film to debond (Fig. 4.6). The energy release rate can be calculated from the maximum film deflection u0 : G=
Eh3 u20 (1 − λ)4 (2F + λF ) , 12(a − b)2
(4.14)
where a and b are the delamination and contact radii, respectively, λ = a/b, and F is defined as follows: 2 ln λ + 1+λ ln2 λ 1−λ F(λ) = (4.15) [(1 + λ) ln λ + 2(1 − λ)]2 and F = dF/dλ. This test is particularly interesting due to the fact that the film is not directly indented, and the crack initiates in the brittle substrate, which limits the amount of plastic deformation. Applied load
SiN Sio2
Si substrate
Wedge
(a) SiN SiO2 d Si substrate (b)
Fig. 4.6: Schematic of (a) the Sanchez’s test configuration [22, 23]; (b) orientation and placement of the indentation.
86 | 4 The measurement of mechanical properties of interfaces in ceramic composites
4.2.4 Compression of micropillar test specimen A very interesting approach to determining the interfacial mechanical properties of ceramic composites has been shown recently by Shih et al. [24]. In this work micron-sized, pillar-shaped samples containing an inclined fiber/matrix interface were prepared from a SiC fiber-reinforced SiC matrix composite using focused ion beam machining. The micropillars were then tested in a nanoindentation system equipped with a flat punch tip. The authors of this idea used the unidirectional single fiber-tow composite (minicomposite) which consisted of Hi-Nicalon Type-S SiC fibers and a β-SiC matrix. The diameter of the SiC fiber was equal to 11 ± 2 µm. The fibers were coated with five layers of 50 nm pyrolytic carbon. Both the matrix and fiber coating were synthesized by chemical vapor infiltration. The samples were cut with a diamond saw and embedded in epoxy at three different angles (45 °, 55 °, and 60 ° and then polished using standard metallographic techniques with a series of diamond pastes to a surface finish of 100 nm. Micropillars were then cut from the polished samples using focused ion beam [25]. During the fine milling low beam current (1nA or less) was used to produce ~3,5 µm diameter cylindrical pillar. The pillar geometry is schematically shown in Fig. 4.7. The finished micropillars are about 3.5 µm in diameter and at least 15 µm in length. The pyrocarbon interphases are readily visible and are indicated by arrows. Figure 4.8 shows an SEM image of a pillar made by this technique by the authors of this chapter. In this case the pillar contains the copper/alumina interface. ~3,5μm Pillar
~15μm
SiC fiber
Θ=45, 55 or 60° SiC matrix
Fig. 4.7: A schematic plot showing the pillar geometry.
Shih et al. ([24]) used the flat indenter with diameter about 15 µm. The compression of the micropillar was done under a constant load rate of 0.1 mN/s with a data acquisition rate 10 Hz. A sudden increase in displacement indicates that debonding and sliding along one of the interfaces has occurred. The authors of this method assumed that the pillar has a constant cross section area, A, (they ignored the tapering effect resulting from the FIB micromachining process) and that the interface is a flat plane with an area equal to A/ cos θ, where θ
4.2 The nanoindentation techniques
|
87
InLens Al Map data 313 InLens MAG: 100.0kx HV: 5.0kV WD: 5.0mm
400 nm
Fig. 4.8: Electron beam micrograph of an example interface micropillar from a side angle view. The pillar was prepared by the authors of the chapter. It contains a copper/alumina interface.
stands for the interface angle as shown in Fig. 4.7. The load, P, from the indenter is resolved into a normal and a shear stress with respect to the interface as shown in Fig. 4.7. Shih et al. used the Coulomb fracture criterion (described in Section 4.1.2.3) as a failure criterion in their study. They assumed that at the pillar break load, P break , the shear stress component is equal to the interface debond shear stress (τdebond ), which is related to the chemical bond strength of the interface, plus the internal friction contribution, which is estimated to the resolved normal stress times the internal friction coefficient μ: sin θ cos θ cos θ cos θ = τdebond + P break μ. (4.16) A A According to the Columb fracture criterion model in a plot of the resolved shear stress versus resolved normal stress at different interface angle, the data points should lie in a straight line with slope equal to the internal frictional coefficient and intersect equal to τdebond . Representative load-displacement curves of the microcompression test from the work of Shih et al. are shown in Fig. 4.9. All the curves showed elastic behavior up to a breaking load, which was followed by a sudden burst of indenter displacement. It is worth noting that this new test method is simple, reproducible, and complementary to other test methods. P break
4.2.5 Conclusion Indentation techniques can give us a good understanding of the nature of the interface and its role in the behavior of fiber-reinforced materials. However, there are some dis-
88 | 4 The measurement of mechanical properties of interfaces in ceramic composites
6 •• •••• ••••
••
•••• •••• •••• •••• •••• •••• •••• ••• ••
Load [mN]
••••
5 4
•
3
1
••• ••••• •••• •••• •••• •••• ••• ••••
••
2
•
•• •••• 20
40
80 60 Displacement [nm]
100
120
Fig. 4.9: An example of load-displacement curve of the micro compression test.
advantages which complicate the general view. For example, the Poisson expansion of the fiber as a result of compressive loading may strongly influence the results. Furthermore, the penetration of the indenter into the fiber end may make the analysis much more complex. Additionally, the samples preparation procedure is quite difficult. The sample must be cut, ground and precisely polished. The preparation techniques can also influence the fiber-matrix interface (especially in the case of microcompression test the interface may be influenced by FIB).
4.3 Pull-out and microbond tests The pull-out [26–29] and microbond [30–32] tests due to their experimental simplicity, well-defined test geometry, and high reproducibility of experimental results are the most popular micromechanical techniques for determining the bond strength between fibers and matrices in composites. In these methods, an adhesion contact is formed between the studied fiber and a matrix droplet placed precisely on the fiber (pull-out test, Fig. 4.10 a) or fixed on a substrate (microbonding test, Fig. 4.10 b). In the case of the ceramic matrix composites, the specimens can be cut from the bulk composite. Next, the fiber is pulled out of the matrix, and the applied force is measured as a function of the loaded fiber displacement. The technique is used mainly to investigate the polymer matrix composites; however, it can be also useful in the measurement of interfacial strength of ceramic-matrix fiber-reinforcement composites [33, 34]. A typical force-displacement curve is shown in Fig. 4.11. Segment 01 corresponds to initial loading (intact interface). Interfacial debonding starts at point 1 and ends at point 3. The nonzero force on segment 34 is caused by the friction force between the
4.3 Pull-out and microbond tests |
F
89
F Knife edge
le
substrate (a)
2
Fmax
Applied force
Fig. 4.10: Microbond test (a) and pull-out test (b).
(b)
1
Fd 3
Fb
4 0
Ib
Displacement
Ie
Fig. 4.11: The idealized forcedisplacement curve obtained from a pull-out test.
fiber and the matrix. In the case of the microbond test the contact length between the fiber and the matrix, as well as the friction force, are constant at this stage. In many theoretical and experimental studies it was reported that the interfacial bonding in the microbond and pull-out tests occurs through interfacial crack propagation [8, 34–37]. It occurs that if the applied force reaches some critical value, an interfacial crack is initiated at some point at the interface (usually close to the fiber entry). Next, it propagates along the embedded length towards the opposite fiber end. It should be noted that interfacial friction plays a significant role in this process. The force applied to the loaded fiber end must overcome both the friction force which act in debonded regions and the adhesional force in still intact interfacial area. Therefore, the maximum force (Fmax ) applied during the test, can be much larger than the debond force (F d ). The force begins to decrease when the intact embedded fiber part is short enough. At the end, the whole embedded length fully debonds, and the measured force, which is now only the friction force, decreases significantly and reaches the value F b . Next, the friction force between the fiber and the matrix slowly decreases and reaches zero when the matrix and the fiber are no longer in contact.
90 | 4 The measurement of mechanical properties of interfaces in ceramic composites
There are two different approaches for the interface strength characterization. Firstly, there is a stress-based approach, which is often based on shear-lag analysis. In this approach the interfacial shear strength, τ d , is taken into consideration [38– 40]. The second approach is the energy-based approach, in which the critical energy release rate, G ic , is considered as a debonding criterion [41–45]. According to the literature, the interfacial failure in many composites can be precisely described using either of these criteria.
4.4 Tensile tests 4.4.1 Interfacial shear strength measurement The methods described before require usually a complicated theoretical analysis. Fortunately, the less complex methods that employ a simple tensile test could be developed to examine interfacial phenomena. The fibers in a ceramic-ceramic composite have, generally, a higher strain-tofailure ratio than that of the matrix. Furthermore, the ceramic matrix materials are usually inelastic. Therefore, the brittle matrix will fail before the fibers fail if the ceramic-ceramic composite is stressed. When the matrix fractures, the load is transferred from the matrix to fibers. With the increase of the load, the fibers will strain and multiple cracking of the matrix will occur. This phenomena was used to develop a simple tensile test to determine interfacial frictional stress [46]. In the test, a thin coating is deposited on a section of a single filament. The filament is than gripped on the uncoated ends, and a tensile force is applied. In this case only the fiber-matrix interface can transfer the load from the fiber to the coating. With the increase of the load, the axial stress in the coating also increases until the coating fractures circumferentially. If the load is further increased repeated fracture of the coating will occur (Fig. 4.12). According to the Authors the lengths of ceramic fragments is dependent on three factors: the interfacial frictional stress, the strength of the coating, and the thickness of the film. The authors of this method developed a simple mathematical model to determine the critical shear stress. From the equilibrium of forces between the axial stress in the coating σ cg and the interfacial shear stress τ i acting on length l, the following equation can be derived: F σ cg = (4.17) A cg where F is the applied force and A cg is the area of the coating given by A cg = π(d2c − d2f )/4 ,
(4.18)
4.4 Tensile tests |
91
F
F
Fiber
Coating
F
F
F
F
Fig. 4.12: Coating fracture during tensile test.
Lc
where the diameter of the coating d c , and the diameter of the fiber d f . The shear stress at the interface is F τi = (4.19) Af where A f is the surface area of the fiber. A f = πd f l. Hence, shear can be determine from the following equation: τi =
σ cg (d2c − d2f ) 4d f l c
,
(4.20)
where l c is a critical length of the fracture segment. It can be then concluded that higher shear stress results in short critical lengths, whereas low shear stress results in longer critical lengths. In order to examine this technique, the authors used thin coatings applied to the center section of the individual filaments using CVD techniques. The fibers were then loaded in tension, and fracture phenomena was observed.
4.4.2 Interfacial tensile strength measurement An interesting method for interfacial tensile strength determination is shown in [47]. Although the authors investigated the interface in metal matrix composite (copper/Al2 O3) the technique can be successfully applied for ceramic matrix composites. The authors used three compositions of powder mixtures with the following Cu to Al2 O3 ratio (in vol.%): 98.0Cu/2.0Al2O3 , 95.0Cu/5.0Al2O3 , and 90Cu/10Al2O3 . In the first group commercial copper powder from Sigma Aldrich, with average grain size
92 | 4 The measurement of mechanical properties of interfaces in ceramic composites
of about 10 microns and aluminum oxide, α-form, grain size of about 1 micron were used. The samples were obtained in a mechanical mixing process, using a planetary ball mill. The process was conducted in the protective atmosphere of nitrogen. The rotation speed was equal to 200 rpm, and the time of mixing was equal to 4 h. Finally, the densification process was conducted using a hot pressing method in a graphite die. The sintering was performed at temperature 1050 °C for 30 min. After the holding time the samples were cooled down naturally in a furnace to room temperature before their removal. Subsequently, the precise wire saw was used to cut small rods from the investigated materials. Then, the microwires were produced from the rods by precise electro etching in the phosphoric acid solution (40 %). The sample holder, on which the microwires were mounted (Fig. 4.13 a) consists of two aluminum bars to which the microwire made of investigated composite is clamped by two small screws. It should be noted that the bars are connected to each other by parts made of PCV. Only the rod and the aluminum bars conduct the electricity which allows to easily control the
Parts made of PCV
Rod (before etching)
(a)
Precise micrometric screw (b) Ceramic particle
Varnish Flat springs Strain gauges
Copper
Movement direction
Screw
Actuators
(c) Fig. 4.13: The microtensile setup: (a) the sample holder; (b) the microtenisle tester; (c) the scheme of the micortensile test (Image source: [47]).
4.4 Tensile tests |
93
conductivity of a microwire while it is etched from the rod. After a few minutes of the precise electro etching a microwire with an interface between ceramic particle and copper should be produced. The electroetching was continued until the ceramic particle was clearly visible in an optical microscope image and until the microwire stopped conducting the electric current. If a microwire does not conduct the electric current, then it is assumed that the interface is fully exposed. Unfortunately, this approach can be applied only to composites in which the matrix conducts electricity and the reinforcement does not. In the other cases the microwire can be prepared by focused ion beam or other micromanufacturing techniques. The microwires were further investigated with SEM. The thickness of the wires and the position of the ceramic particles were precisely evaluated. Next, the sample holder with a microwire was mounted on the microtensile tester produced by the authors (Figs. 4.13 b,c). This device consists of two stages, to which two endings of the microwire are fixed. The first stage is mounted at the end of four thin, flat springs on which four strain gauges are glued. It allows the stage to be stable and sensitive to very low loads. The strain gauge bridge is used to precisely measure the force which is applied on a microwire. This force measurement module was cal-
10kV (a)
X200
100μm
RS-EMP
10kV X1,000 10μm
RS-EMP
(b)
Fig. 4.14: Images of microwire before the experiment: (a) SEM images; (b) optical microscope images. (Image source: [47]).
94 | 4 The measurement of mechanical properties of interfaces in ceramic composites
ibrated using precise weights. According to the authors, the precision of the force measurement is equal to 0.1 mN. The second stage is also mounted on 4 flat springs. These springs are used as actuators which pull the investigated microwire. Firstly, the stage with thicker springs is moved towards the measurement stage by the precise micrometric screw. Subsequently, the sample holder with etched microwire is mounted on the microtensile tester. Finally, the tension is applied by releasing the micrometric screw. In Fig. 4.14 the microwire before the experiment is shown. The ceramic particle can be clearly seen. In Fig. 4.15 there is shown a force vs. time curve gained from the tension experiment. In this method, it is particularly important to precisely measure the contact area between the copper and the ceramic particles. The authors used the optical microscope and SEM images of the top of the two ends of the broken wire to precisely determine the contact area between the copper and the ceramic particle (Fig. 4.16). The contact area in images was measured using a dedicated computer programme. This approach may unfortunately lead to significant errors if the contact area between the particle and the matrix is not flat. The measurement with atomic force microscope may be more useful in this case. Finally, the interface strength was evaluated according to the following equation: FA σ= , (4.21) S where F A is the adhesion force between a ceramic particle, and the metal matrix and S stands for the area of the interface.
Force [mN]
20
3
10
2
1
0 –10 0
1
200 2
400 600 Time [ms]
800 3
Fig. 4.15: The force vs time curve: (a) no tension; (b) the tension was applied by releasing the micrometric screw; (c) The interface has fractured. Image source: [47].
4.4 Tensile tests | 95
10kV
X1,000
10μm
RS-EMP
(a)
10kV (c)
X3,000 5μm
RS-EMP
10kV (b)
X3,000 5μm
RS-EMP
10kV (d)
X3,000 5μm
RS-EMP
Fig. 4.16: The contact area evaluation. (a)–(c) ceramic particle; (d) copper side. Image source: [47].
(a)
8
60
Density [g/cm2]
Interface strength [MPa]
The authors measured the interface strength for three different samples, and their results are as follows: 59 ± 6 MPa and 58 ± 7 MPa in the case of 2 % and 5 % Al2 O3 to Cu ratio, respectively (Fig. 4.17). Firstly, the authors claimed that the weakness of the interface in the 10 % Al2O3 composite might be caused by higher porosity of the interface. The density of the materials was measured and the results are shown in
40 20 0
2% 5% 10% Ceramic concentration
6 4
7.99
7.95
2 0
(b)
8.1
2% 5% 10% Ceramic concentration
Fig. 4.17: The strength of the interface between ceramic particle and copper matrix. Image source: [47].
96 | 4 The measurement of mechanical properties of interfaces in ceramic composites
Fig. 4.17 b. The density decreases with the increase of the ceramic concentration due to the fact that Al2 O3 has lower density than copper. However, the specific density increases with the increase of the ceramic concentration. The author’s explanation for this phenomenon is the high porosity of metal matrix itself, which makes it difficult to get the information about the porosity of the interface.
4.5 Scratch test 4.5.1 Conventional scratch test Nanoscratch tests play a significant role in the investigation of the mechanical failure behavior and adhesion strength of ceramic coatings. They could also be used for investigation of the interfacial strength in ceramic laminates. The scratch test is a combination of two operations: normal indentation and horizontal tip motion (Fig. 4.18). Therefore, a typical scratch test, in which a diamond tip is drawn across the film surface, can be performed with a conventional micro-nanoindentation tester with a nanoscratch option. The coating detachment occurs during the nanoscratch test when a vertical increasing load reaches its critical value. The relation between the minimum critical load P cr at which delamination occurs, and the practical work of adhesion is as follows [48]: πr2 2EW AP 1/2 P cr = , (4.22) ( ) 2 h where r is the contact radius and h is the film thickness. This analysis is applicable only when the tensile stress normal to the film surface drives delamination. Conventional nanoscratch technique has been used in numerous experiments (a few examples: [49– 51]). The review of some more complicated models of scratch test applied to thin films could be found in [52]. Furthermore, we described two examples in which nanoscratch test can be applied to the ceramic laminates. Applied load
Coated sample movement
Diamond
Coating Substrate
Fig. 4.18: The scratch test.
4.5 Scratch test |
97
4.5.2 The precracked line scratch test De Boer et al. [53, 54] modified the conventional scratch test for line structures. A schematic of this modification, which is called the precracked line scratch test, is shown in Fig. 4.19. In this method a thin line on a substrate is pushed with the asymmetric diamond wedge tip from its end. The thin line has a processed precrack in the form of the carbon layer, which makes it easier to fracture. Due to the precrack it is possible to investigate the crack propagation, like in conventional fracture mechanics tests. At the beginning of the experiment the line is deformed elastically until the crack starts propagating. The film can buckle when the crack reaches its critical buckling length at a certain critical load P cr . According to the authors of this method, at the point of buckling the strain energy release rate can be calculated from the following equation: (P cr − P fric )2 σ2 h G= = , (4.23) 2E f 2b 2 hE f where σ stands for the stress in the cracked portion of the line, b stands for the line width, and P cr and P fric are the critical buckling load and the friction load, respectively. P cr and P fric can be measured experimentally (i.e. by optical microscope). The test is applicable to the relatively hard lines, capable of bearing a load to the crack tip without plastically deforming. Hence, it is suitable to investigate ceramic laminates. It was originally carried out on thin W lines deposited on oxidized silicon wafers. Asymmetric diamond wedge Pnorm
Carbon precrack
Pmeas
P
Thin film
h 1μm
Pfric
Thermal SiO2
a Silicon Substrate Fig. 4.19: The precrack line scratch test.
4.5.3 Microdot scratch test Hirakata et al. [55, 56] have developed an interesting experimental method of interface strength evaluation. They have used the modified atomic force microscope (AFM) (see Section 4.6.1) which works like the scratch tester.
98 | 4 The measurement of mechanical properties of interfaces in ceramic composites
Their delamination method is schematically shown in Fig. 4.20. They make a dot on the substrate and then use a diamond tip, which is dragged horizontally along the surface of the substrate. The tip applied the lateral force directly to the side edge of the dot using a modified AFM. The lateral as well as the vertical load and displacement are continuously monitored during the test due to a special loading apparatus attached to the AFM. According to authors, the device can control precisely the lateral displacement of the tip at a resolution of 4 nm. The apparatus consists of three force/displacement transducers, each of which has two outer plates and a springsuspended center plate. The loading tip is attached to the center plate of the middle transducer. The forces are electrostatically generated by applying the voltage between the plates and the displacements are measured by capacitance sensors (Fig. 4.21). Tip
Dot
Substrate (a) Dragging of tip along substrate
(b) Applying lateral load
(c) Delamination
Fig. 4.20: Microdot scratch test.
Hirakata et al. used this technique to investigate the wolfram/silicon interface. They selected this system because of the fact that W and Si have high yield stress, and this interface is expected to show brittle delamination behavior (both W and Si have the high stiffness). Hirikata et al. produced the microdots with standard microelectronic technologies (photolithography) and developed a simple model to determine the apparent delamination energy. They assumed that all the elastic strain energy is consumed during the delamination of the W dot from the Si substrate. The plastic deformation of the W dot was not taken into consideration.
4.6 Application of scanning force microscope in the interface strength determination
Controller
Center electrode
|
99
Transducer
Spring
Tip Electrode Sample
Fig. 4.21: Testing system for the microdot scratch test.
3D Actuator
4.6 Application of scanning force microscope in the interface strength determination 4.6.1 Short introduction to atomic force microscopy The scanning force microscope (SFM) is undoubtedly one of the most popular of the nanomaterials science devices. It allows quick access to a wide range of surface properties including mechanical, electrical, magnetic, and other properties with high spatial resolution. Moreover, it can operate in many different environments including air, vacuum, and liquids. Figure 4.22 shows schematically how the SFM operates. The scanning tip is mounted on the free end of a silicon cantilever. The tip interacts with the surface of the measured sample. A laser beam reflects off the back of the cantilever which is deformed due to the interaction with surface forces. The actual cantilever deflection and torsion are determined from the signal of a position sensitive diode (PSD) which, actually, consists of four photodiodes (Fig. 4.23). The difference signals
Laser
Mirror PSD Diode
Cantilever
Tip
Sample Piezoelectric motion
Surface
Fig. 4.22: Schematic diagram of a scanning force microscope.
100 | 4 The measurement of mechanical properties of interfaces in ceramic composites
1
2
1
2
4
3
4
3
FZ FZ
Fig. 4.23: The method for extraction of the actual cantilever deflection and torsion.
between coupled photodiodes are used as a control variable for adjusting cantilever height and torsion. Furthermore, signals are normalized by the sum of all photodiode currents and used as the input signals in a negative feedback. Output signal of the feedback is then used to control the extension of the piezotube. The holder is mounted on the end of the piezotube. If SFM works in the constant force scanning mode then the feedback keeps the deflection of the cantilever constant and differences in the extension of the piezotube are recorded as a sample’s height. The SFM can record beam deflection, torsion, amplitude of vibration, etc. The most important part of the SFM is obviously the cantilever with the tip. An example image of a cantilever’s tip obtained by scanning electron microscope (SEM) is shown in Fig. 4.24. The spatial resolution of SFM measurements depends on the radius curvature of the tip apex. Therefore it is immensely important to miniaturize the dimensions of the cantilever beam and the tip. The cantilever is usually made of silicon or silicon nitride because in most cases they are produced by means of techniques and technologies developed for microelectronics.
2 µm
Fig. 4.24: SEM image of a cantilever’s tip.
4.6 Application of scanning force microscope in the interface strength determination
|
101
4.6.2 Interface strength determination with nanopillars One of the newest techniques which allow the determination of interface strength is the method described in [57], in which the authors use SFM tip to exert forces on well-defined structures with nanometer dimensions. They called the structures nanopillars. Basically, the forces are exerted by the SFM cantilever tip onto sample pillars with dimensions of a few tens of nanometers while the cantilever deformations are monitored quantitatively by the same instrument (Fig. 4.25 a). It is then possible to bend the pillars until the threshold for triggering fracture is reached, and to determine the mechanical properties at different stages of this process. In this experiment the cantilever moves across the sample surface along a line forming a 90 ° angle with the cantilever axis. The cantilever undergoes torsion flexure due to the frictional forces occurring during the contact with the nanopillar. This approach allows the determination the thresholds values for the fracture force. If the interface is the weakest part of the pillar (which usually occurs in the interfaces used in ceramic matrix composites) then the fracture force that breaks the interface can be measured.
50nm
SFM
SFM cantilever
2µm
SFM tip
SEM Nanopillar
(a)
(b)
Lateral force (trace) [a.u.] Lateral force (retrace) [a.u.] Fractured nanopillar (c) Fig. 4.25: The method of fracture strength examination by SFM. (a) Sketch of the experimental approach. (b) A 10 x 10 µm field of nanopillars investigated by SFM. (c) SFM date taken while the SFM tip is scanning across two fractured and six intact pillars. Image source: [57].
102 | 4 The measurement of mechanical properties of interfaces in ceramic composites
To precisely evaluate the fracture strength of the measured interface with low measurement errors, it is favorable to analyze many fracture incidents under identical conditions. For this purpose the authors of this work produced a field with many nanopillars ordered in an orthogonal array and characterized them by SFM. (Fig. 4.25 b). Firstly, the authors perform a scan at minimal interaction force which records the nanopillar shapes. Then a number of experiments can be performed by taking the force (load) of the cantilever as the parameter. Due to simultaneous acquisition of the lateral forces and the topographic map in a 2D scan (Fig. 4.25 c) it is possible to retrieve all fracture incidents and determine the forces which are needed to fracture the interface in nanopillars. On the basis of the known geometry and architecture of the nanopillars and the fracture force, it is possible to calculate stress distribution profiles from the analytical analysis as well as from the finite element method. Finally, the interface fracture strength can be determined using one of the well-known criteria (i.e. principle stress criterion). This technique was developed by using nanopillars made of silicon/silicon dioxide. The production of nanopillars followed a typical process scheme with lithography and pattern transfer. Si (100) wafer was used as a substrate. The silicon surface was converted into SiO2 in a low pressure vapor deposition (LPCVD) process, resulting in a homogeneous and dense amorphous SiO2 layer of defined thickness. For patterning, a polymethyl methacrylate layer was deposited on a wafer by spin-coating (used as positive resist) and arrays of nanopillars were produced by electron beam lithography (EBL) and the subsequent wet development process in a polar solvent mixture (1 : 1 mixture of isopropyl alcohol (IPA) and methyl-isobutyl-ketone (MIBK)). For the experiments described here, orthogonal arrays with pillars of 100 to 200 nm diameter, 100 to 400 nm height and a pitch of 1 µm were used. Next, 20 nm chromium was evaporated in order to create a chemically resistant masking layer for reactive ion etching (RIE). The lift-off process was done in an acetone and dichloromethane bath. Eventually, the substrate was etched by (RIE). By variation of the etching time the height of the nanopillars was controlled. It leads to a controlled variation of the interface above the pillar base. At the end the chromium was removed by combination of acids. The SEM images of the nanopillars fields after SFM fracture experiments are shown in Fig. 4.26. The untouched nanopillars are shown in Fig. 4.27. The results of the fracture strength measurements for the Si/SiO2 interface are plotted in Fig. 4.28. It should be noted that the fracture initiation always occurs at threshold stresses of about 3 GPa, which is significantly lower than that observed for similar diameter bulk silicon nanopillars. Furthermore, the breakage always occurred at the interface and not, as observed with crystalline Si pillars, at the pillar base (Fig. 4.29). The quantitatively determined values are consistent with the results obtained from macroscopic investigations of Si/SiO2 interface gained by Ando et al. [58] and are indicated in Fig. 4.28 by the orange line. The results of the pure silicon fracture strength have been shown for comparison. These results provide evidence that reliable quantitative assessments can be obtained by this method for material
4.6 Application of scanning force microscope in the interface strength determination
10µm
Mag = 1.83 K X EHT = 15.00 kV Signal A = SE2 WD = 9 mm Stage at T = 0.0° Stage at X = 50.566 mm Stage at Y = 48.408
High Current = Off User Name = JARZABEK
Date :10 Mar 2011 Time :12:49:40
|
103
Fig. 4.26: An SEM micrograph of nanpillars fields after experiments.
Fig. 4.27: An SEM micrographs of untouched nanopillars.
Silicon nanopillars Si/SiO2 interface
Fracture strength [GPa]
12 10 8 Silicon fracture strength 6 4
Si/SiO2 interface fracture strength
2 100
150
200 250 Nanopillars diameter [nm]
300
350
Fig. 4.28: Results of measruement on nanopillars with different diameters. Image source: [57].
amounts far smaller than those probed in conventional measurement methods. Also the method is fast and allows investigation of hundreds of nanopillars within minutes to reveal the quantitative force thresholds to induce fracture and the ultimate stresses.
104 | 4 The measurement of mechanical properties of interfaces in ceramic composites
(a)
(b)
Fig. 4.29: Nanopillars broken at the interface: (a) pillars broken instantly; (b) pillars broken after a few scans.
4.7 Concluding Remarks In this short review we have presented the most often used methods for measurement of mechanical properties of interfaces in ceramic composites. We have also described a few new approaches, which in our opinion, will become more popular in the near future. Notably, this field of scientific interest is developing extremely fast. There are two reasons for that. Firstly, composite technologies are being developed and many completely new materials have been recently created. The dimensions of the reinforcement i.e. fibers are not only in the micrometric but also in the nanometric range (i.e. nanotubes). In the case of nanometric fibers it is even difficult to define the area of the interface, not to mention to measure its mechanical properties. Secondly, most recent research interest has focused on developing new methods for measurement of mechanical (and other) properties of materials. One of the examples is the scanning force microscopy techniques. Furthermore, the newest nanoindentation and nanoscratch devices are also able to measure the forces in the range of nanoniutons. It is, however, worth noting that not only the mechanical aspects but also an interdisciplinary combination of materials evaluation and mechanical relationship should be studied. It is impossible to correlate the properties of interfaces to composite properties without an understanding of the mechanical, physical, and chemical interactions that are present in a composite materials. Chemical, physical, and mechanical bonding are present at the interfaces in all composites. Only when these factors are combined with the mechanical properties of the individual components is it possible to explain the observed behavior of a multicomponent composite material. The interface between two different materials, due to its complex nature, is an immensely interesting object for research. Certainly, in the nearest future we will read about many new and interesting discoveries in this field.
Bibliography |
105
Bibliography [1] [2] [3]
[4] [5]
[6]
[7] [8]
[9] [10]
[11] [12]
[13]
[14]
[15]
[16]
[17] [18]
D. Gross and Seeling, Fracture mechanics, Berlin, Springer-Verlag, 2011. A. A. Griffith, The Phenomena of Rupture and Flow in Solids, Philosophical Transactions of the Royal Society of London, Royal Society of London, 1920. W. C. Oliver and G. M. Pharr, An improved technique for determining hardness and elasticmodulus using load an ddisplacement sensing indentation experiments, J. Materials Research 7 (1992), 1564–1583. D. B. Marshall, An indentation method for measuring matrix-fiber frictional stresses in ceramic composites, J. American Ceramic Society 67 (1984), C259–C260. C. H. Hsueh, Evaluation of interfacial shear-strength, residual clamping stress and coefficient of friction for fiber-reinforced ceramic composites, Acta Metallurgica Et Materialia 38 (1990), 403–409. C. H. Hsueh, Interfacial debonding and fiber pull-out stresses of fiber-reinforced composites, 9. A simple treatment of poisson effect for frictional interfaces. Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing 161 (1993), L1–L6. C. Liang and J. W. Hutchinson, Mechanics of the fiber pushout test, Mechanics of Materials 14 (1993), 207–221. T. A. Parthasarathy, D. B. Marshall, and R. J. Kerans, Analysis of the effect of interfacial roughness on fiber debonding and sliding in brittle-matrix composites, Acta Metallurgica Et Materialia 42 (1994), 3773–3784. D. B. Marshall and W. C. Oliver, Measurement of interfacial mechanical-properties in fiberreinforced ceramic composites, J. American Ceramic Society 70 (1987), 542–548. W. M. Mueller, J. Moosburger-Will, M. G. R. Sause, M. Greisel, and S. Horn, Quantification of crack area in ceramic matrix composites at single-fiber push-out testing and influence of pyrocarbon fiber coating thickness on interfacial fracture toughness, J. European Ceramic Society 35 (2015), 2981–2989. N. Chandra and H. Ghonem, Interfacial mechanics of push-out tests: theory and experiments, Composites Part a-Applied Science and Manufacturing 32 (2001), 575–584. F. Rebillat, J. Lamon, R. Naslain, E. Lara-Curzio., M. K. Ferber, and T. M. Besmann, Interfacial bond strength in SiC/C/SiC composite materials, as studied by single-fiber push-out tests, J. American Ceramic Society 81 (1998), 965–978. A. Battisti, D. Esque-de los Ojos, R. Ghisleni, and A. J. Brunner, Single fiber push-out characterization of interfacial properties of hierarchical CNT-carbon fiber composites prepared by electrophoretic deposition, Composites Science and Technology 95 (2014), 121–127. T. Hinoki, W. Zhang, A. Kohyama, S. Sato, and T. Noda, Effect of fiber coating on interfacial shear strength of SiC/SiC by nano-indentation technique, J. Nuclear Materials 258 (1998), 1567–1571. W. M. Mueller, J. Moosburger-Will, M. G. R. Sause, and S. Horn, Microscopic analysis of singlefiber push-out tests on ceramic matrix composites performed with Berkovich and flat-end indenter and evaluation of interfacial fracture toughness, J. European Ceramic Society 33 (2013), 441–451. J. Jager, M. G. R. Sause, F. Burkert, J. Moosburger-Will, M. Greisel, and S. Horn, Influence of plastic deformation on single-fiber push-out tests of carbon fiber reinforced epoxy resin, Composites Part a-Applied Science and Manufacturing 71 (2015), 157–167. A. G. Evans and J. W. Hutchinson, On the mechanics of delamination and spalling in compressed films, Int. J. Solids and Structures 20 (1984), 455–466. D. B. Marshall and A. G. Evans, Measurement of adherence of residually stressed thin-films by indentation. 1: Mechanics of interface delamination, J. Applied Physics 56 (1984), 2632–2638.
106 | 4 The measurement of mechanical properties of interfaces in ceramic composites
[19] M. Liu, Finite Element Analysis of Effects of Mechanical Properties on Indentation-Induced Interfacial Delamination, J. Computational and Theoretical Nanoscience 11 (2014), 1697–1706. [20] Z. K. Huang and K. S. Chen, Nanoindentation fracture and fatigue characterization of PECVD silicon nitride films subjected to rapid thermal annealing, Sensors and Actuators a-Physical 207 (2014), 49–60. [21] H. T. Xie and H. Huang, Characterization of the interfacial strength of SiNx/GaAs film/substrate systems using energy balance in nanoindentation, J. Materials Research 28 (2013), 3137–3145. [22] J. M. Sanchez, S. El-Mansy, B. Sun, T. Scherban, N. Fang, D. Pantuso, et al., Cross-sectional nanoindentation: A new technique for thin film interfacial adhesion characterization, Acta Materialia 47 (1999), 4405–4413. [23] T. Scherban, D. Pantuso, B. Sun, S. El-Mansy, J. Xu, M. R. Elizalde, et al., Characterization of interconnect interfacial adhesion by cross-sectional nanoindentation, Int. J. Fracture 119 (2003), 421–429. [24] C. Shih, Y. Katoh, K. J. Leonard, H. Bei, and E. Lara-Curzio, Determination of interfacial mechanical properties of ceramic composites by the compression of micro-pillar test specimens, J. Materials Science 48 (2013), 5219–5224. [25] S. Shim, H. Bei, M. K. Miller, G. M. Pharr, and E. P. George, Effects of focused ion beam milling on the compressive behavior of directionally solidified micropillars and the nanoindentation response of an electropolished surface, Acta Materialia 57 (2009), 503–510. [26] L. S. Penn and E. R. Bowler, A new approach to surface-energy characterization for adhesive performance prediction, Surface and Interface Analysis 3 (1981), 161–164. [27] G. Desarmot and J. P. Favre, Advances in pull-out testing and data-analysis, Composites Science and Technology 42 (1991), 151–187. [28] R. C. Devekey and A. J. Majumdar, Determining bond strength in fibre-reinforced composites, Magazine of Concrete Research 20 (1968), 229. [29] N. Hadjis and M. R. Piggott, Effect of matrix stresses on fiber pull-out forces, J. Materials Science 12 (1977), 358–364. [30] B. Miller, P. Muri, and L. A. Rebenfeld, A microbond method for determination of the shearstrength of a fiber-resin interface, Composites Science and Technology 28 (1987), 17–32. [31] U. Gaur and B. Miller, Microbond method for determination of the shear-strength of a fiber resin interface – Evaluation of experimental parameters, Composites Science and Technology 34 (1989), 35–51. [32] R. J. Day and J. V. C. Rodrigez, Investigation of the micromechanics of the microbond test, Composites Science and Technology 58 (1998), 907–914. [33] X. G. Yang, D. J. Bannister, and R. J. Young, Analysis of the single-fiber pullout test using Raman spectroscopy. 3. Pullout of Nicalon fibers from a Pyrex matrix, J. American Ceramic Society 79 (1996), 1868–1874. [34] L. M. Zhou and Y. W. Mai, Analysis of fiber frictional sliding in fiber bundle pushout test, J. American Ceramic Society 77 (1994), 2076–2080. [35] , S. Zhandarov, E. Pisanova, and K. Schneider, Fiber-stretching test: a new technique for characterizing the fiber-matrix interface using direct observation of crack initiation and propagation, J. Adhesion Science and Technology 14 (2000), 381–398. [36] R. J. Kerans and T. A. Parthasarathy, Theoretical-analysis of the fiber pullout and pushout tests, J. American Ceramic Society 74 (1991), 1585–1596. [37] Z. F. Shi and L. M. Zhou, Interfacial damage in fibre-reinforced composites subjected to tension fatigue loading, Fatigue & Fracture of Engineering Materials & Structures 25 (2002), 445–457. [38] E. Pisanova, S. Zhandarov, E. Mader, I. Ahmad, and R. J. Young, Three techniques of interfacial bond strength estimation from direct observation of crack initiation and propagation in
Bibliography | 107
[39]
[40]
[41] [42]
[43] [44] [45]
[46] [47]
[48] [49]
[50]
[51]
[52] [53] [54] [55]
[56]
polymer-fibre systems, Composites Part a-Applied Science and Manufacturing 32 (2001), 435– 443. S. Zhandarov and E. Mader, Indirect estimation of fiber/polymer bond strength and interfacial friction from maximum load values recorded in the microbond and pull-out tests. Part II: Critical energy release rate, J. Adhesion Science and Technology 17 (2003), 967–980. S. Zhandarov and E. Maeder, An alternative method of determining the local interfacial shear strength from force-displacement curves in the pull-out and microbond tests, Int. J. Adhesion and Adhesives 55 (2014), 37–42. R. J. Scheer and J. A. Nairn, Variational mechanics analysis of stresses and failure in microdrop debond specimens, Composites Engineering 2 (1992), 641–654. C. H. Liu and J. A. Nairn, Analytical and experimental methods for a fracture mechanics interpretation of the microbond test including the effects of friction and thermal stresses, Int. J. Adhesion and Adhesives 19 (1999), 59–70. T. Schuller, W. Beckert, B. Lauke, and N. Perche, Analytical and numerical calculation of the energy release rate for the Microbond-Test, J. Adhesion 70 (1999), 33–56. J. A. Nairn, Analytical fracture mechanics analysis of the pull-out test including the effects of friction and thermal stresses, Advanced Composites Letters 9 (2000), 373–383. S. Zhandarov, E. Pisanova, E. Mader, and J. A. Nairn, Investigation of load transfer between the fiber and the matrix in pull-out tests with fibers having different diameters, J. Adhesion Science and Technology 15 (2001), 205–222. R. A. Lowden, Characteization and control of the fiber-matrix interface in ceramic matrix composites, Oak Ridge, Oak Ridge National Laboratory, 1989. D. M. Jarzabek, M. Chmielewski, and T. Wojciechowski, The measurement of the adhesion force between ceramic particles and metal matrix in ceramic reinforced-metal matrix composites, Composites Part a-Applied Science and Manufacturing 76 (2015), 124–130. P. J. Burnett and D. S. Rickerby, The relationship between hardness and scratch adhesion, Thin Solid Films 154 (1987), 403–416. D. L. Qi, H. Lei, T. G. Wang, Z. L. Pei, J. Gong, and C. Sun, Mechanical, Microstructural and Tribological Properties of Reactive Magnetron Sputtered Cr-Mo-N Films, J. Materials Science & Technology 31 (2015), 55–64. Q. M. Mehran, A. R. Bushroa, and M. A. Fazal, Evaluation of CrAlN multilayered coatings deposited by PVD magnetron sputtering, J. Adhesion Science and Technology 29 (2015), 2076– 2089. C. Vitelaru, M. Balaceanu, A. Parau, C. R. Luculescu, and A. Vladescu, Investigation of nanostructured TiSiC-Zr and TiSiC-Cr hard coatings for industrial applications, Surface & Coatings Technology 251 (2014), 21–28. A. A. Volinsky, N. R. Moody, and W. W. Gerberich, Interfacial toughness measurements for thin films on substrates, Acta Materialia 50 (2002), 441–466. M. P. de Boer, J. C. Nelson, and W. W. Gerberich, Thin film scratch testing in two dimensions – Experiments and analysis , J. Materials Research 13 (1998), 1002–1014. M. P. deBoer, M. Kriese, and W. W. Gerberich, Investigation of a new fracture mechanics specimen for thin film adhesion measurement, J. Materials Research 12 (1997), 2673–2685. H. Hirakata, T. Kitamura, and A. Yamamoto, Direct measurement of interface strength between copper submicron-dot and silicon dioxide substrate, Jsme International Journal Series a-Solid Mechanics and Material Engineering 47 (2004), 324–330. H. Hirakata, T. Kitamura, and Y. Yamamoto, Evaluation of interface strength of micro-dot on substrate by means of AFM, Int. J. Solids and Structures 41 (2004), 3243–3253.
108 | 4 The measurement of mechanical properties of interfaces in ceramic composites
[57] D. M. Jarzabek, A. N. Kaufmann, H. Schift, Z. Rymuza, and T. A. Jung, Elastic modulus and fracture strength evaluation on the nanoscale by scanning force microscope experiments, Nanotechnology 25 (2014), 215701. [58] T. Ando, T. Takumi, and K. Sato, K., Ieee: Degradation of mechanical strength at si/sio2 interface on soi wafers under cyclic loading, 22nd International Conference on Micro Electro Mechanical Systems (MEMS), pp. 665–668. Ieee, Sorrento, 25–29 Jan. 2009.
Brahim Aïssa and Mohamed Bououdina
5 Carbonaceous nanomaterials for hybrid organic photovoltaic application 5.1 Introduction The deployment of renewable energy sources is crucial for moving towards a sustainable society. In this context, photovoltaic (PV) solar energy conversion is a clean and practical technology with huge potential. However, it is not yet widely deployed; PV efficiency optimization and cost reductions could significantly expedite the uptake of novel solar technologies. To meet future PV power requirements it will be necessary to move toward innovative device design and ultimately new material systems. To this end, new approaches for solar energy conversion are being explored, including organic solar cells (OSCs) that offer the opportunity to diversify PV technologies. Organic and hybrid solar cells are poised to play a significant role in realizing longterm scenarios for sustainable and efficient sources of energy. Although the power conversion efficiency of OSCs is still considerably below that attainable by their inorganic semiconductor-based counterparts, other desirable characteristics, such as flexibility and low weight, make them ideal for specific niche applications, such as their integration into buildings (i.e. on roofs and semitransparent windows) [1] and may ultimately allow the development of viable OPV sources for space applications. In these OPV devices, PV conversion is based on the separation of photogenerated charges (electron/hole pairs) at an interface between electron donor and acceptor materials. This imposes some constraints on the photoactive layer of the cells, since the exciton diffusion length and electron conduction properties are the main challenges limiting the photoconversion efficiency in OPVs. To address this challenge, scientists propose to improve conversion efficiency by incorporating highly anisotropic carbon nanomaterials, like carbon nanotubes (CNTs) and graphene, which have been shown to improve charge transport to the electrodes. Many recent efforts have been published on the design and synthesis of active layer polymeric materials [2], their electronic and optical properties [3] polymer– fullerene bulk heterojunction (BHJ) solar cells, small molecule OSCs [4] and their electronic doping [5]. Great improvements in efficiency were obtained throughout the last decade, with performance improving from less than 1 % [6] to more than 8.3 % [7] with small-molecule OSCs. There have been tremendous efforts to increase the efficiency of OSCs by optimizing various components of the cell [8]. Figure 5.1 shows three basic types of photovoltaic solar cells. Organic photovoltaics combine three major fields, namely, basic theory of solar energy conversion, materials science on advanced semiconductors, and physics and technology applied to the energy sector. In the hybrid photovoltaics, the word “hybrid” stands for a com-
110 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application Top electrode p–C(n–C)
Top electrode
Window electrode Photoelectrode/Dye
Photoactive layer P3HT/P3OT:PCBM
n–Si(p–Si)
Electrolyte
Back electrode PEDOT:PSS/ITO
Back electrode (a)
(b)
Counter electrode (c)
Fig. 5.1: Three basic types of solar cells: (a) silicon-based solar cell, (b) organic solar cell and (c) dyesensitized solar cell.
bination of two or more materials of different properties into a new one having the combined properties of the starting materials together. The hybrid materials’ properties are often superior to the sum of the intrinsic properties of the initial components and often have a functionality that is not present in either of the individual materials. Because of their high anisotropy, CNTs and graphene exhibit unique properties that may improve the quality of the interfaces and photocharge transport to electrodes. For example, the replacement of the indium tin oxide (ITO) transparent anode with a single walled carbon nanotubes (SWCNT) layer has been investigated by several groups [9–12]. SWCNTs functionalized with phthalocyanine-pyrene conjugates have been employed in dye-sensitized solar cells (DSSCs) [13]. Different approaches show that the use of SWCNTs improves considerably the PV properties of polymer solar cells [14]. In addition, as the electronic properties of carbon nanomaterials (CNMs) are largely due to the contribution of delocalised electrons, any chemical modification of the CNMs will influence these properties. Consequently, by the proper choice of the type of modification, the electronic properties of a CNM (e.g. CNT) can be deliberately tuned. Hence, for optimal efficiency, various functionalization and doping techniques have been developed [15, 16]. Figure 5.2 shows a schematic of the HOMO and LUMO energy levels for the photoinduced charges transfer within a BHJ solar cell. Figure 5.3 shows the two main carbonaceous additives employed in the OPV, namely the carbon nanotubes and graphene materials. 0
Energy (eV)
Lumo
e– e–
hv e–
Cathode
Anode Homo Donor (CP)
Acceptor
Fig. 5.2: HOMO and LUMO energy levels for the photoinduced charges transfer within a BHJ solar cell.
5.2 Carbon nanotubes in photovoltaic |
100 nm (a)
111
20 nm (b)
Fig. 5.3: Two main shapes of carbon Nanomaterials used for OPV: (a) nanotube and (b) graphene.
5.2 Carbon nanotubes in photovoltaic The identification of high-performance photoactive materials and the optimum design of device structure are critical for achieving high-efficiency OPV systems. The use of CNTs in organic PV cells has been proposed as one of several different strategies, which include: (i) the direct integration of CNTs inside a bulk heterojunction (BHJ) photoactive film; (ii) the synthesis of CNT-polymer composites; (iii) the use of CNT thin films as hole extraction layer; (iv) the construction of transparent flexible hole collecting electrodes [17–22]. Presently, the highest performance OPV cells incorporate BHJs using fullerenes as the acceptor material. However, the efficiency of this type of device is limited by low charge mobility due to the hopping transport mechanism and clustering of the fullerenes [23]. The main incentive for the integration of CNTs in a BHJ architecture is to replace the less conductive and less air-stable fullerenes and to combine the physico-chemical properties of the organic CPs with the unique charge transport characteristics of CNTs. This promises the possibility to obtain an efficient percolation network with highly efficient exciton dissociation in polymeric BHJs, with the polymer acting as electron donor and the CNT as electron acceptor [24]. In OPV systems, SWCNTs were first used as an acceptor material by Kymakis and Amaratunga who blended P3OT with 1 wt.% CNTs [1]. Solar cell performance increased remarkably as evidenced by the open circuit voltage VOC and the short-circuit current ISC. The addition of SWCNTs simultaneously introduces internal polymer–nanotube junctions which allow for exciton dissociation (i.e. charge separation) and a continuous path (via an electrically percolating network) for electron transport to the cathode [17, 18]. It has also been established that SWCNTs can carry holes (Berson et al. [21]). Recently, doping CNTs with boron and nitrogen was shown to improve hole and electron transport respectively when CNTs were incorporated into P3HT: PCBM BHJ solar
112 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
cells [21]. The electron and hole mobility was balanced with B-doped CNTs, resulting in increased VOC and JSC and improvement of the power conversion efficiency (PCE) from 3 % to 4.1 %. Other studies have shown that boron doping does not affect the optical transmittance of the SWCNTs in the visible region and lowers significantly the global resistance of the nanotubes by almost 30 % relative to pristine ones taken from the same batch; this could have a major incidence on their corresponding OPV characteristics [25]. The low efficiencies of SWCNT-based solar cells can be associated with a few factors, such as (i) impurities (mostly residues of metal catalysts), (ii) SWCNT aggregation, and (iii) low charge carrier mobility in the polymer matrix [17]. Conversely, high charge transfer has been experimentally evidenced on nanoplanar heterojunction structures consisting of highly oriented and isolated SWCNTs parallel to the substrate on which a P3HT layer was deposited [18]. A heterojunction based on one SWCNT and P3HT was estimated to yield 3 % efficiency with a surprisingly high VOC of 0.5 V. This higher VOC was obtained with an n-type SWCNT doped by a prior coating of polyethylene imine, shifting the Fermi level close to the LUMO level. Thus, excellent CNT dispersion in the polymer matrix is crucial for device efficiency [19]. It is critical that the nanotubes are dispersed homogeneously throughout the polymer matrix to achieve an optimized interfacial area for charge transfer [26, 27]. In the following section, we go through some details of the main reported works that have impacted the field. Andres and Blau [28] have studied the effects of various types of carbon nanotubes such as single walled, double walled and multiwalled carbon nanotubes with different length and diameter and concentration in organic solar cell performance. The results of absorption spectra of pure poly(3-hexiltiophene-2,5-diyl) and produced films with different CNTs concentrations were shown in Fig. 5.4. As can be seen, with increasing CNTs concentration the absorption spectra peak moved to the right direction from 520 nm to 533 nm. Another interesting point is that a new peak formed at 550 nm, and two absorption shoulders around 400 and 600 nm were observed. Based on this result, the insertion of CNTs modified the absorption spectrum, which means carbon nanotubes modified polymer conformation, structure, ordering, and properties. CNTs increased interchain interactions in P3HT and modification of charge transport by developing a 1D to 3D characters. Table 5.1 shows the photovoltaic properties of pure material and produced composites. Based on the results, three important factors of photovoltaic, namely JSC , VOC and the fill factor (FF), are higher compared with the pristine device. Because of the introduction of internal polymer/nanotube junctions, there is an enhancement in the photovoltaic properties. Effective volume of exciton dissociation centres was much higher in CNTs-based devices, because junctions act as sites for exciton dissociation and also create a continuous pathway for the electrons
5.2 Carbon nanotubes in photovoltaic |
113
Normalized absorbance (a.u.)
1.0 0.8 0.6
0 wt.% 1 wt.% 5 wt.% 10 wt.% 60 wt.% 100 wt.%
0.4 0.2 0.0 300 350
400 450
500 550 λ (nm)
600 650 700
Fig. 5.4: Normalized absorption spectra of P3HT film and with different CNTs concentration in wt.%. Reproduced with the permission from [28].
Tab. 5.1: Average dimensions of carbon nanotubes used and photovoltaic properties. Adapted from [28]. Type
Diameter (nm)
Length (µm
Jsc (mA/cm2)
Voc (V)
FF %
η (a.u)
SWCNT SWCNT SWCNT DWCNT DWCNT MWCNT MWCNT MWCNT MWCNT P3HT
2–8 1.5–2 1.5–2.5 3–4 4–5 7–9 10–17 8–12 10–20 ***
0.5–1 0.5 ≥ 1 0.5 ≥ 1 0.5 ≥ 1 0.2 ≥ 1 0.7 ≥ 1 0.8 ≥ 1 0.6 ≥ 1 >1 ***
1.65 1.38 1.23 0.47 1.37 1.32 0.98 1.31 1.67 0.027
0.86 0.71 0.93 0.50 0.93 0.87 0.68 1.00 0.92 0.009
20.3 21.2 22.0 22.3 20.3 21.0 22.0 19.3 18.8 2.3
5230 3770 4560 960 4720 4370 2680 4580 5240 1
to be efficiently transported to the negative electrode. Two important factors have an effect on increasing JSC in the composites. Firstly, the interaction of polymer matrix and CNTs has a crucial effect on morphology and energy levels of the polymeric solid composite. Secondly, increasing the current can be related to increasing plane conductivity of the device, because the absorbance of the CNTs devices is not higher to that pure material. As a result, CNTs could have allowed the optical active layer to be larger. In other research, six different film thicknesses varying from 30 to 200 nm were deposited by varying the volume of SWCNT as transparent and conducting electrodes for hole collection in poly(hexyl)thiophene-[6-6]phenyl-C61-butyric acid methyl ester (P3HT-PCBM) organic photovoltaics [29]. The transmission spectra results of the different film thickness show the influence of film thickness on transparency. Thin films (< 100 nm) exhibit higher transparency than ITO-PET. In addition, by increasing the
114 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
film thickness the surface resistivity declined. Overall, thin films not only can be used as transparent conducting in organic photovoltaic, but also could improve their performance due to the 3D connection with the photoactive composite. Wei et al. [30] have used double-walled nanotubes (DWCNTs) that produced by chemical a vapor deposition method as the energy conversion material to construct thin-film solar cells and remove the use of polymers. Figure 5.5 a illustrated the cross sectional of the DWCNT film on Si substrate with a uniform thickness of approximately 50 nm and good contact. The film thickness and number of DWCNT layers can be further controlled by overlapping multiple layers through repeated conformal transfer. In this research, various photovoltaic with different thicknesses from 35 to about 250 nm by overlapping between one and five layers DWCNT films were made. Figure 4.5 b shows that an increasing number of film layers and thicknesses did not have crucial effects on voltages (Voc) ranging from 0.4 to 0.45 V, while current densities (Jsc) saw the opposite trend. Looking at the details, Jsc and η of the cell rise by increasing the film layer at three, at which point they reached the peak, and after that declined. The FF factor of cells remained stable in all layers. In addition, Voc of the photovoltaic gradually dropped with the increasing number of film layers. In general, the current generation/transport of the cell increased by formation multiple layers, because this situation improved both the density of DWCNTs and the total area of DWCNT-Si junctions in the device. However, at above four layers (about 200 nm in thickness), the upper DWCNTs layers cannot touch the Si substrate to form junctions and are suspending on the underneath layers. The results show that there is an optimal thickness (about 100–150 nm) for DWCNT films at this application that have maximum current density and efficiency.
Si
200 nm
50 nm
Current density (mA/cm2)
0 DWNTs
–2 –4
–8 –10 0.0
(a)
(b)
Number of layers 1 2 3 4 5
–6
0.1
0.2
0.3
0.4
Voltage (V)
Fig. 5.5: (a) Cross-sectional SEM image of DWNT film transferred to the top of Si substrate, and (b) photovoltaic properties. Reproduced with permission from [30], © 2007, American Chemical Society.
5.2 Carbon nanotubes in photovoltaic |
115
Kymakis et al. [31] reported the effects of replacing the hole transport layer (HTL) in organic photovoltaic with spin-coated single-walled carbon nanotubes. The hole transport layer (HTL) of organic photovoltaic is a poly (styrenesulfonate) (PEDOT:PSS) used on the anode side. Based on the some drawback issues relating to PEDOT:PSS such as acidic nature, varying morphology, and conductivity over different film regions and hygroscopic natures, everal attempts on replacing the HTL have recently been made. Table 5.2 shows the open circuit voltage (Voc), average short-circuit current density (Jsc), fill factor (FF), and power conversion efficiency (PCE) values for each set of devices. Looking at the details, devices without a HTL (ITO-only) show poor performance due to the large leakage current caused by a low work function of ITO and the direct contact between ITO and PCBM. PEDOT:PSS film is incorporated as the HTL in order to optimize of the device. SWCNTs films with various thicknesses are spin-coated to find the optimal film thickness. According to these results, carbon nanotubes can effectively substitute PEDOT:PSS as the HTL between ITO and the photo-active layer. This device with 12.2 nm film thickness shows a photoconversion efficiency (PCE) of 3.05 %, and thus this state is the optimal thickness for this application. As can be seen, in the first state (2.7 nm) the device illustrated poorer FF and PCE compared with the device without a HTL; this behavior is related to the formation a discontinuous film. By increasing the thickness up to 12.2 nm, the condition of device performance optimized, and then after that the trend was the opposite, due to the decrease in transparency. Tab. 5.2: Average photovoltaic performances vs materials used. Adapted from [31].
ITO only PEDOT:PSS SWCNT ( 2.7 nm-thick) SWCNT ( 5.3 nm-thick) SWCNT (12.2 nm-thick) SWCNT (17.6 nm-thick) SWCNT (24.3 nm-thick)
Voc (V)
Jsc (mA/cm2 )
FF (%)
PCE (%)
0.42 0.60 0.43 0.54 0.60 0.60 0.57
6.50 9.15 6.65 9.09 10.03 9.98 7.89
42.5 51.47 36.2 43.8 50.7 44.1 41.7
1.16 2.84 1.03 2.15 3.05 2.64 1.87
Barnes and coworker replaced both In2 O3 :Sn (ITO) and the hole transport layer in organic photovoltaic cells with single-walled carbon nanotubes [32]. The reason that they selected carbon nanotube as a replacement for ITO and ITO/PEDOT was related to their inherent flexibility, raw material (carbon) abundance, amenability to solution processing, and preferential hole conduction. The results of this research indicated that not only can SWCNT electrodes replace both ITO and PEDOT, but that also devices with SWCNT electrodes demonstrate significantly higher Jsc compared with previously reported devices. Rowell et al. [9] have used a developed transfer-printing method for producing a relatively smooth film of SWCNT as a transparent electrode on flexible substrates for organic photovoltaic application. Based on the results of a bending
116 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
test, SWCNT electrodes are far more flexible compared with ITO, both on the plastic substrate. Moreover, SWCNT/plastic cells indicated higher properties, so this type of anode functions identically to a process optimized for ITO/glass. Another group of researchers produced a special hole transport layers by using large area networks of polymer wrapped and SWCNT [33]. Their results indicated that the PCE of 7.6 % for the nanohybrid photovoltaic device is the highest compared with other BHJ OPV devices by various types of carbon nanotubes that reported until to date; thus CNT hybrid OPVs will be a useful system and design for future photovoltaic development. Aamina et al. [34] compared the optical and electronic properties of acid functionalized multiwall carbon nanotubes (O-MWCNT) incorporating poly(3-hexylthiophene) (P3HT) and [6,6]-phenyl C71 -butyric acid methyl ester (C70 -PCBM) composites. Figure 5.6 a illustrates the photoluminescence spectra of different conditions. P3HT film shows two sharp peaks at 650 nm and 712 nm that are related to the radiative recombination as a result of electron transitions between LUMO and HOMO energy levels of P3HT and the radiative transitions between vibronic states of P3HT, respectively. After the addition of PCBM and O-MWCNT, the intensity of peaks sharply declined, due to the formation of additional exciton dissociation centers, which are responsible for improved charge generation. Figure 5.6 b shows the current–voltage (J–V) characteristics of the devices at different conditions. Looking at the details, the Voc for P3HT:O-MWCNT/PCBM SD device was higher than that of the others. This increase is related to the aligned nature of dipoles at the interface of P3HT:O-MWCNTs/PCBM, with the helpful effect of CNTs. Both reference devices (without O-MWCNTs) and SD devices incorporating OMWCNT showed a similar reduction trend for the value of Jsc. The reason for this behavior is an inefficient charge transport mechanism through the separate layers towards the electrodes. On the other hand, SD types illustrated a lower Jsc, due to the restriction of exciton dissociation to the region adjacent to the D/A interface. Figure 5.6 c shows the dark J–V curves, and the inset represents the corresponding curves in logarithmic scales. As can be observed, the dark current for the devices incorporating O-MWCNT are higher compared with reference devices. The dark current for P3HT:O-MWCNTs/PCBM SD increased more than two times than that of the related reference device, that this increasing is as a result of higher mobility and carrier conduction via defect states in the former device and introduction of additional energy levels.
5.3 Graphene in photovoltaics Graphene, a one-atom-thick planar sheet of sp2-bonded carbon atoms with a twodimensional honeycomb structure, was first isolated by Novoselov and coworkers in 2004 [35] and was quickly adopted as a new carbon-based functional material. Its remarkably high electron mobility at room temperature [37], transparency [38], and flexibility [39] make graphene a cost-effective material for PV applica-
5.3 Graphene in photovoltaics |
Photoluminescence intensity (a.u.)
P3HT BHJ P3HT:PCBM BHJ P3HT:O-MWCNTs:PCBM SD P3HT/PCBM SD P3HT:O-MWCNTs/PCBM
X0.1
600
650
700
(a)
750 800 850 Wavelength (nm)
900
950
0.6
0.7
0.6
0.7
Current density (mAcm–2)
2 0
SD P3HT:O-MWCNTs/PCBM SD P3HT/PCBM BHJ P3HT:O-MWCNTs:PCBM BHJ P3HT:PCBM
–2 –4 –6 –8
–10 0.0 (b)
0.1
Current density (mAcm–2)
7 6 5 4
Current density (mAcm–2)
8
3
104 104
0.5
SD P3HT:O-MWCNTs/PCBM BHJ P3HT:O-MWCNTs:PCBM SD P3HT/PCBM BHJ P3HT:PCBM
104 104 104 104 104
2
0.3 0.4 Voltage (V)
0.2
10–4
Voltage (V)
SD P3HT:O-MWCNTs/PCBM BHJ P3HT:O-MWCNTs:PCBM SD P3HT/PCBM BHJ P3HT:PCBM
1 0 0.0
(c)
0.1
0.2
0.3 0.4 Voltage (V)
0.5
Fig. 5.6: (a) Photoluminescence spectra, (b) J–V characteristics, and (c) dark J–V characteristics. Reproduced with permission from [34].
117
118 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
tions, where it has initially been used for transparent conducting electrodes [40]. Recently, Bi and coworkers reported the low cost, ambient pressure fabrication of high performance mono- and few layered graphene films and their incorporation as transparent front electrodes in CdTe based solar cells [41, 42]. Graphene films were prepared by ambient pressure chemical vapor deposition (CVD) in which the number of single graphene layers was controlled by the hydrogen gas flow rate. The transparency of the graphene films decreased linearly with the film thickness and varied from 97 % (single graphene layer) to 84 % (seven graphene layers), while the respective sheet resistance varied from 1150 to 220 ohm/sq. Using these ultrathin and high-mobility graphene films, graphene/CdS and graphene/ZnO composite films were fabricated and used in glass/graphene/CdS/CdTe/(graphite paste) and glass/graphene/ZnO/CdS/CdTe/(graphite paste) solar cells. For the latter configuration, a PV power conversion efficiency of 4.17 % was obtained, demonstrating that graphene-based ultrathin films can be successfully used as a new front electrode material [41, 42]. Graphene films were transferred to a transparent substrate and used in the fabrication of an OPV device with the structure graphene/PEDOT/CuPc/C60/BCP/Al. Solar cells with graphene and ITO electrodes were similarly constructed on flexible PET substrates and were shown to offer comparable performance, with power conversion efficiencies of 1.18 and 1.27 %, respectively. These results show the outstanding potential of ultrathin graphene films for flexible PV applications [28]. Graphene’s impressive optical properties attracted the interest of researchers and recently the PV effects of a heterojunction structure embedded with few layer graphene (FLG) were demonstrated [23]. The graphene heterojunction system is the most commonly encountered structure in the study of graphene itself and in building application-oriented interfaces [42, 43]. In these systems, graphene substrate interactions have significant effects on the observed results due to the atomic-thinness of graphene. It is known that the optical properties of FLG depend directly on the number of layers due to different transparencies and absorbance processes [43, 44]. However, the dependence of the photoresponse on the modulated electronic structures of FLG with different numbers of layers when it is applied to an OPV heterojunction system is still not understood. In fact, it was recently reported that the work function of double layer graphene exfoliated from graphite differs from that of single layer graphene due to chemical stabilization induced by an interlayer interaction [45, 46]. Zhang and coworkers developed a multi-layer graphene transparent electrode for use as an effective anode for polymer solar cells [47]. They introduced a multilayer graphene with a gold-treated thin layer of ultraviolet ozone (UVO), to provide a favorable band at the interface of graphene and polymer. Their result indicated that an ultraviolet-ozone process greatly increases performance of multi-layer graphene anodes compared with other cells that were modified by polyethylenedioythiophene, polystyrenesulfonate. Wang et al. [48, 49] tried to improve the performance of
5.3 Graphene in photovoltaics |
119
electron acceptors in photovoltaic application by fabricating P3HT/PCBM-graphene. Their results indicated that this method was useful because graphene causes a faster electron transfer. In other research, the composition of graphene/PEDOT:PSS (40 nm)/P3HT:PCBM (50 nm)/Al (80 nm) was developed for OPV applications. The PCE of this new composition increased compared to general ITO solar cell, by 3.98 % and 3.86 %, respectively. Lee and coworkers [50] produced high-quality wafer-scale graphene films grown on Cu and Ni layers. Graphene film grown on Ni was transferred onto PDMS. Based on this model, the films can be transferred onto other substrates without significant changes in their quality and properties, because the D band peak did not have important changes after transfer. High sheet resistance of graphene films is one of most important limitation points for their application. Liu et al. [51] improved organic solar cell efficiency of mixed conjugated polymers and graphene as a donor/acceptor because they believe that these compositions have large interfaces for charge generation and a continuous pathway for electron transfer. Figure 5.7 a shows the normalized UV/visible/near-IR (NIR) absorption spectra of the
Absoorption (a. u)
1.0 0.8 0.6 0.4 0.2 P3HT P3HT/SPFGraphene
0.0 350
400
(a)
450
500
550
600
Wavelength (nm) P3HT P3HT/SPFGraphene
1.0
(a. u)
0.8 0.6 0.4 0.2 0.0 500 (b)
550
600
650
Wavelength (nm)
700
800
Fig. 5.7: (a) Absorption spectra of P3HT and P3HT/SPF grapheme; (b) photoluminescence spectra of P3HT and P3HT/SPF graphene solution in DCB. Reproduced with permission from [21].
120 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
poly (3-hexylthiophene) (P3HT)/solution-processable functionalized graphene (SPF) graphene and reference poly(3-hexylthiophene) in 1,2-dichlorobenzene (DCB). As can be seen, the P3HT/SPF graphene mixture solutions have trends similar to that of P3HT. The range of the absorption band was between 350 to 600 nm, with a peak at 450 nm for both states. The absorption peak of the P3HT is slightly lower than that of the SPF graphene mixture in all wavelengths apart from the absorption peak. The higher and broadened absorption of SPF graphene mixture is related to the present of graphene in the composite film. Figure 5.7 b shows the results of photoluminescence for both compositions. As can be seen, the P3HT solution shows stronger photoluminescence compared with SPF graphene. The reason for this reduction is related to the efficient charge/energy transfer along the P3HT/SPF graphene interface.
5.4 Carbon nanotubes/graphene hybrid for solar cell application Recently, Pei et al. [52] demonstrated that a few walled carbon nanotubes/graphene on a metal foil can act as a novel cathode for DSC application. In this research, carbon nanotubes were grown from the graphene surface by using a low-pressure chemical vapor deposition system. Zhu et al. [53] tried to introduce the covalent bonds between graphene and CNTs. In this research they used a floating buffer layer as a key step. A single-walled carbon nanotube-C60 hybrids system was studied for use in organic photovoltaic applications [54]. Both solubility and miscibility of the solvent with SWCNTs are very important factors for successful development of an active layer composite. Chlorobenzene is a routine and popular solvent for P3HT:PCBM composite, but pristine SWCNTs do not disperse readily in this solvent. Dispersion can be improved by adding a functional group to the SWCNTs. For instance, solubility in chlorobenzene improved by forming a coating of SWCNTs with a linker (amination) that allows the subsequent attachment of C60 molecules. In thin film device structures the length of the CNTs is a crucial factor, because this is related to the photoactive layer thickness. Indeed, to produce a film with 100 nm thickness, adding CNTs of more than 1 µm long is very unlikely without protruding. Higher concentration of shortened CNTs may have a positive effect. Results indicated that the more successful hybrid composite consisted of CNTs functionalized with linked C60 molecules, due to better miscibility, film homogeneity, and charge collection at the electrodes. Shortened SWNTs lose special properties, such as extreme conductivity and ballistic transport, compared with CNTs. Smaller CNTs bring two changes to their properties: firstly, there is no risk of metallic SWNTs short-circuiting the devices because of ballistic transport; and secondly, C–C bond lengths changed, so that the shortened and functionalized SWNT(B)-C60 have different electronic transport properties. Yen Tai et al. [55] deposited nanocomposites of cobalt sulfide and carbon nanotube in the forms of [email protected] and CNT@Co9S8 on fluorine-doped SnO2 (FTO)coated glasses as counter electrodes (CEs) for dye-sensitized solar cells (DSCs). These
5.5 Outlook and perspectives |
121
compounds were followed by annealing at various temperatures to produce different cobalt sulfide phases and study on the effects of various phases on the electrocatalytic activities of the nanocomposite CEs. The result of density-voltage (J–V) curves indicated that the DSC assembled with the CNT@Co9S8 has a relatively higher fill factor and cell efficiency, while the amount of Voc is approximately similar for all states due to the incorporation of similar photo-anodes. The electrocatalytic activities have a crucial effect on the fill factor and cell efficiency of solar cells. Based on the electrochemical results, the CNT@Co9S8 illustrated higher electro-catalytic activity compared with [email protected], although specific surface area comparison of both CNT@Co9S8 and [email protected] indicated that it is relatively lower for CNT@Co9S8. In another study, in order to modify the PCE of dye-sensitized solar cells the multiwalled carbon nanotubes were added to the TiO2 nanoparticles [56]. Figure 5.8 a illustrates the effect of MWCNT concentrations on Raman spectra graph. As regards, surface oxygen vacancies of TiO2 nanoparticles were reduced because Raman moves to the right direction from 133 to 126 cm−1 . Raman intensities of CdS and CdSe were found to decline as a result of the higher hot-electron injection from QDs to TiO2 nanoparticles. In addition, hot electron can be injected from CdSe to CdS to the TiO2 in the condition of CdS/CdSe on TiO2 nanoparticles if CdSe is not directly in touch with TiO2. Both reductions are related to the increasing the MWCNTs concentration from 0.01 wt.% to 0.1 wt.%, so the efficiency of hot-electron injection from CdS to TiO2 nanoparticles is increased with rising the concentration of MWCNTs from 0.01 wt.% to 0.1 wt.%. Results also showed the effect of different amounts of multiwalled carbon nanotubes on photoluminescence spectra. Static PL quenching experiments illustrated the evaluation of the cold-electron injection, which means the lower intensity corresponds to better cold-electron injection. Looking at the details, additional MWCNT improved the cold-electron injection from QDs to TiO2 nanoparticles. Improving electron concentration can increase the Fermi level of TiO2 , due to smaller energy difference between the Fermi level of the TiO2 and conduction band of the CdS. Figure 5.8 b shows the effect of different amounts of multiwalled carbon nanotubes on the J–V curves. Based on these results, the photovoltaic performance increased by the addition of MWCNTs. As can be seen, by addition of 0.1 wt.% MWCNT the FF of the photovoltaic increased from 42.1 % to 44.8 %.
5.5 Outlook and perspectives We have reviewed recent research on using carbon-based material on photovoltaic systems. We focused on the effect of the addition of graphene, carbon nanotube and composite compounds on photovoltaic performance. The first and foremost aim of this research is based on the modification properties of solar cells, especially power efficiency. However, most recent results indicated that graphene and carbon nanotubes modified the quality and performance of organic photovoltaics. Developing hybrid
122 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application 7000 λex=532nm CdSe/CdS/ TiO2 TiO2+MWCNTs(0.01wt%) TiO2+MWCNTs(0.05wt%) TiO2+MWCNTs(0.1wt%)
PL Intensity (a. u.)
6000 5000 4000 3000 2000 1000 0 550
600
(a)
750
650 700 Wavelength/nm
800
14
Current density/mAcm–2
12 10 8 6 4 2
CdS/CdSe TiO2 TiO2+MWCNTs(0.01wt%) TiO2+MWCNTs(0.05wt%) TiO2+MWCNTs(0.1wt%) TiO2+MWCNTs(0.1wt%)/ SC–TiO2
0 0.0 (b)
0.1
0.2
0.3 Voltage/V
0.4
0.5
Fig. 5.8: Effect of multiwalled carbon nanotubes concentration on (a) photoluminescence spectra and (b) J–V curves. Reproduced with permission from [56].
composite of graphene and carbon nanotube is indeed a highly interesting topic of R&D for OPV with competitive performance.
Bibliography |
123
Bibliography [1] [2]
[3] [4] [5] [6] [7] [8] [9] [10] [11] [12]
[13] [14]
[15] [16] [17] [18] [19]
[20] [21]
E. Kymakis and G. A. J. Amaratunga, Single-wall carbon nanotube/conjugated polymer photovoltaic devices, Appl. Phys. Lett. 80 (2002), 112. S. Bhattacharyya, E. Kymakis, and G. A. J. Amaratunga, Photovoltaic Properties of Dye Functionalized Single-Wall Carbon Nanotube/Conjugated Polymer Devices, Chem. Mater. 16 (2004), 4819. K. Ihm, J. T. Lim, K.-J. Lee, et al., Number of graphene layers as a modulator of the open-circuit voltage of graphene-based solar cell, Appl. Phys. Lett. 97 (2010), 032113. M. A. Green, The path to 25 % silicon solar cell efficiency: History of silicon cell evolution, Progress in Photovoltaics: Research and Applications 17 (2009), 183. Strategic Research Agenda, Organic & Large Area Electronics. [Online], 2009, http://www. photonics21.org/download/olaesra.pdf. B. J. Landi et al., CNTs for space photovoltaic applications, NASA/CP 216 (2007), 214494. Y. J. Cheng, S. H. Yang, and C. S. Hsu, Synthesis of Conjugated Polymers for Organic Solar Cell Applications, Chem. Rev. 109 (2009), 5868. A. Moliton and R. C. Hiorns, Review of electronic and optical properties of semiconducting π-conjugated polymers: applications in optoelectronics, Polym. Int. 53 (2004), 1397. M. W. Rowell, M. A. Topinka, M. D. McGehee, et al., Organic solar cells with carbon nanotube network electrodes, Appl. Phys. Lett. 88 (2006), 233506. K. T. Dembele, R. Nechache, L. Nikolova, A. Vomiero, C. Santato, S. Licoccia, and F. Rosei, Effect of multi-walled carbon nanotubes on the stability of DSSCs, J. Power Sources 233 (2013), 93. K. T. Dembele, G. S. Selopal, C. Soldano, et al., Hybrid Carbon Nanotubes–TiO2 Photoanodes for High Efficiency DSSCs, J. Phys. Chem. C 117 (2013), 14510. M. A. El Khakani, V. Le Borgne, B. Aissa, et al., Photocurrent generation in random networks of multiwall-carbon-nanotubes grown by an “all-laser” process, Appl. Phys. Lett. 95 (2009), 083114. J. Bartelmess, B. Ballesteros, G. de la Torre, et al., Phthalocyanine–Pyrene Conjugates: A Powerful Approach toward Carbon Nanotube Solar Cells, J. Am. Chem. Soc. 132 (2010), 16202. H. Derbal-Habak, C. Bergeret, J. Cousseau, et al., Improving the Current density Jsc of organic solar cells P3HT:PCBM by structuring the photoactive layer with functionalized SWCNTs, Sol. Energy Mater Sol. Cells 95 (2011), S53. K. Walzer, B. Maennig, M. Pfeiffer, and K. Leo, Highly Efficient Organic Devices Based on Electrically Doped Transport Layers, Chem. Rev. 107 (2007), 1233. M. Holzinger, O. Vostrowsky, A. Hirsch, et al., Sidewall Functionalization of Carbon Nanotubes, Angew. Chem., Int. Ed. 40 (2001), 4002. Z. Li, V. Saini, E. Dervishi, V. P. Kunets, J. Zhang, et al., Polymer functionalized n-type single wall carbon nanotube photovoltaic devices, Appl. Phys. Lett. 96 (2010), 033110. Y. Kanai, J. C. Grossman, Role of Semiconducting and Metallic Tubes in P3HT/Carbon-Nanotube Photovoltaic Heterojunctions: DFT Calculations, Nano Letter 8 (2008), 908. M. H. Ham, G. L. C. Paulus, C. Y. Lee, et al., Evidence for High-Efficiency Exciton Dissociation at Polymer/SWCNT Interfaces in Planar Nano-heterojunction Photovoltaics, ACS Nano 4 (2010), 6251. R. L. Patyk, B. S. Lomba, A. F. Nogueira, et al., Carbon nanotube–polybithiophene photovoltaic devices with high open-circuit voltage, Physica Status Solidi R.R.L. 1 (2007), R43. S. Berson, R. de Bettignies, S. Bailly, S. Guillerez, et al., Elaboration of P3HT/CNT/PCBM Composites for Organic Photovoltaic Cells, Adv. Funct. Mater. 17 (2007), 3363.
124 | 5 Carbonaceous nanomaterials for hybrid organic photovoltaic application
[22] J. M. Lee, J. S. Park, S. H. Lee, et al., Selective electron- or hole-transport enhancement in bulk heterojunction organic solar cells with N- or B-doped carbon nanotubes, Adv. Mater. 23 (2011), 629. [23] W. J. Grzegorczyk, T. J. Savenije, T. E. Dykstra, et al., “Temperature-Independent Charge Carrier Photogeneration in P3HT–PCBM Blends with Different Morphology” J. Phys. Chem. C 114 (2010), 5181. [24] J. Geng, B.-S.Kong, S. B. Yang, S. C. Youn, S. Park, et al., Effect of SWNT Defects on the Electron Transfer Properties in P3HT/SWNT Hybrid Materials Adv. Funct. Mater. 18 (2008), 2659. [25] X. M. Liu, H. E. Romero, H. R. Gutierrez, K. Aduand, and P. C. Eklund, Transparent Boron-Doped Carbon Nanotube Films, Nano letter 9 (2008), 2613. [26] T. Schuettfort, H. J. Snaith, A. Nish, et al., Synthesis and spectroscopic characterization of solution processable highly ordered polythiophene–CNT nanohybrid structures, Nanotech. 21 (2010), 025201. [27] E. Kymakis, P. Servati, P. Tzanetakis, E. Koudoumas, et al., Effective mobility and photocurrent in carbon nanotube–polymer composite photovoltaic cells, Nanotechnology 18 (2007), 435702. [28] J. Arranz-Andrés and W. J. Blau, Enhanced device performance using different carbon nanotube types in polymer photovoltaic devices, Carbon 46 (2008), 2067–2075. [29] A. D. Pasquier, H. E. Unalan, A. Kanwal, S. Miller and M. Chhowalla, Conducting and transparent single-wall carbon nanotube electrodes for polymer-fullerene solar cells. Appl. Phys. Lett. 87, 203511 (2005) 3–5; http://dx.doi.org/10.1063/1.2132065. [30] J. Wei, Y. Jia, Q. Shu, Z. Gu, K. Wang, D. Zhuang, et al., Double-Walled Carbon Nanotube Solar, Nano Letter 7 (2007), 2317–2321. [31] E. Kymakis, M. M. Stylianakis, G. D. Spyropoulos, E. Stratakis, E. Koudoumas, and C. Fotakis, Solar Energy Materials & Solar Cells Spin coated carbon nanotubes as the hole transport layer in organic photovoltaics, Solar Energy Materials and Solar Cells 96 (2012), 298–301. [32] T. M. Barnes, J. D. Bergeson, R. C. Tenent, B. A. Larsen, G. Teeter, K. M. Jones, K. M., et al., Carbon nanotube network electrodes enabling efficient organic solar cells without a hole transport layer, Applied Physics Letters 96 (2011), 243309. [33] G. D. M. R. Dabera, K. D. G. I. Jayawardena, M. R. R. Prabhath Prabhath, I. Yahya, Y. Y. Tan, Nismy, et al., Hybrid Carbon Nanotube Networks as Efficient Hole Extraction Layers for Organic Photovoltaics, ACS Nano 7 (2013), 556–565. [34] N. A. Nismy, K. D. G. I. Jayawardena, A. A. D. T. Adikaari, and S. R. P. Silva, Nano-engineering of hybrid organic heterojunctions with carbon nanotubes to improve photovoltaic performance, Organic Electronics 22 (2015), 35–39. [35] K. S. Novoselov, A. K. Geim, S. V. Morozov, D. Jiang, et al., Electric Field Effect in Atomically Thin Carbon Films, Science 306 (2004), 666. [36] S. Cataldo, P. Salice, E. Menna, and B. Pignataro, Carbon nanotubes and organic solar cells, Energy Environ. Sci. 5 (2012), 5919. [37] Y. Zhang, Y.-W. Tan, H. L. Stormer, and P. Kim, Experimental observation of the quantum Hall effect and Berry’s phase in grapheme, Nature 438 (2005), 201. [38] R. R. Nair, P. Blake, A. N. Grigorenko, K. S. Novoselov, et al., Fine Structure Constant Defines Visual Transparency of Graphene, Science 320 (2008), 1308. [39] C. Lee, X. Wei, J. W. Kysar, and J. Hone, Measurement of the Elastic Properties and Intrinsic Strength of Monolayer Graphene, Science 321 (2008), 385. [40] X. Wang, L. Zhi, and K. Müllen, Transparent, Conductive Graphene Electrodes for Dye- Sensitized Solar Cells, Nano Lett. 8 (2008), 323. [41] H. Bi, F. Huang, J. Liang, et al., Transparent conductive graphene films synthesized by ambient pressure CVD used as the front electrode of CdTe solar cells, Adv. Mater. 23 (2011), 3202.
Bibliography |
125
[42] Y. Kim, S. A. Choulis, J. Nelson et al., Device annealing effect in organic solar cells with blends of regioregular poly(3-hexylthiophene) and soluble fullerene, Appl. Phys. Lett. 86 (2005), 063502. [43] F. Xia, T. Mueller, Y. M. Lin, A. Valdes-Garcia, and P. Avouris, Ultrafast grapheme photodetector Nature Nanotech. 4 (2009), 839. [44] F. Xia, T. Mueller, R. Golizadeh-Mojarad, M. Freitag, et al., Photocurrent Imaging and Efficient Photon Detection in a Graphene Transistor, Nano Lett. 9 (2009), 1039. [45] K. S. Kim, Y. Zhao, H. Jang, S. Y. Lee, J. M. Kim, et al., Large-scale pattern growth of graphene films for stretchable transparent electrodes, Nature 457 (2009), 706. [46] Y.–J. Yu, Y. Zhao, S. Ryu, L. E. Brus, K. S. Kim, P. Kim, “Tuning the Graphene Work Function by Electric Field Effect” Nano Lett. 9 (2009), 3430. [47] D. Zhang, W. C. H. Choy, C. C. D. Wang, X. Li, L. Fan, K. Wang, H. Zhu, Polymer solar cells with gold nanoclusters decorated multi-layer graphene as transparent electrode. Applied Physics Letters 99 (22), 223302, 2011; http://dx.doi.org/10.1063/1.3664120. [48] Z. Wang, C. P. Puls, N. E. Staley, Y. Zhang, A. Todd, J. Xu, et al., Technology ready use of single layer graphene as a transparent electrode for hybrid photovoltaic devices, Physica E, 44(2) (2011), 521–524. [49] J. Wang, Y. Wang, D. He, Z. Liu, H. Wu, and H. Wang, Solar Energy Materials & Solar Cells Polymer bulk heterojunction photovoltaic devices based on complex donors and solutionprocessable functionalized graphene oxide, Solar Energy Materials and Solar Cells 96 (2012), 58–65. [50] Y. Lee, S. Bae, H. Jang, S. Jang, S. Zhu, S. H. Sim, et al., Wafer-Scale Synthesis and Transfer of Graphene Films, Nano Lett., 10(2) 2010, 490–493; DOI: 10.1021/nl903272n. [51] B. Q. Liu, Z. Liu, X. Zhang, L Yang, N. Zhang, et al., Polymer Photovoltaic Cells Based on Solution-Processable Graphene and P3HT, Advanced Functional Materials 19(6) (2009), 894– 904. [52] D. Pei, Y. Zhu, J. F. Zhang, J. Hao., S. Wu., H. Lei., R. Lin, Hauge, J. M. Tour, and J. Lou, Vertically Aligned Carbon Nanotubes/Graphene Hybrid Electrode as a TCO- and Pt- free Flexible Cathode for Solar Cells Application, J. Mater. Chem. A 2 (2014), 20902–20907. [53] Y. Zhu, L. Li, C. Zhang, G. Casillas, Z. Sun, Z. Yan, et al., Graphene hybrid material. Nature Communications 3(92) (2012), 1225–1227. [54] N. J. Alley, K. Liao, E. Andreoli, S. Dias, E. P. Dillon, A. W. Orbaek, et al., Effect of carbon nanotube-fullerene hybrid additive on P3HT: PCBM bulkheterojunction organic photovoltaics, Synthetic Metals, 162(1–2) (2012), 95–101. [55] S. Tai, M. Lu, H. Ho, Y. Xiao, and J. Lin, Electrochimica Acta Investigation of carbon nanotubes decorated with cobalt sulfides of different phases as nanocomposite catalysts in dye-sensitized solar cells, Electrochimica Acta 143 (2014), 216–221. [56] K. Lee, S. Hsiung, M. Wu, and C. Wu, Raman and photoluminescence investigation of CdS/CdSe quantum dots on TiO2 nanoparticles with multi-walled carbon nanotubes and their application in solar cells, Vibrational Spectroscopy 80 (2015), 66–69.
Brahim Aïssa
6 Advances in self-healing based on carbon nanomaterials for electrical circuits – A review 6.1 Introduction Self-healing is an intrinsic property of biological systems, enabling them to cope with all sorts of damage or injury that they experience during their lifetime. This repair occurs with essentially no external intervention. Thus, wounds, broken bones, and even lost parts of living bodies (lizard tails etc.) heal and can in some cases be replaced. Inspired by living organisms, self-healing materials have then the capacity of automatic recovery when damaged. Currently, the majority of industrial materials rely mainly on passive protection mechanisms that are readily applicable for many different materials systems. However, since they are passive, their functionality will be subject to a number of protective additives. Hence, active processes for the protection and the repair of damaged materials – self-repairing processes – were developed and still need to be improved further. Although it looks like a fiction in the current trendy times, which in many ways also affects directions of research; smart self-healing of material systems has already existed for a long time in all sorts of systems of materials or functionalities. The aim of this chapter is to go beyond the scope of a classical review and focus on the most recent results related to smart healing processes based on carbonaceous materials. In this context, carbon nanotubes (CNT) represent one of the most attractive areas in nanoscience with potential for applications in new technologies. They may exhibit metallic or semiconducting behavior depending on the diameter and chirality of CNTs [1]. Due to their unique structures which are in the order of nanoscale, they are an ideal reinforcing agent for high-strength polymer composites for space applications. Their extraordinary mechanical properties and large aspect ratio make CNTs excellent candidates for the development of CNT-reinforced polymer nanocomposites. Indeed, a wide range of polymer matrixes have been used for the development of such nanocomposites. Recently some researchers have tried to encapsulate the CNT with different solution. For this purpose we discussed here some recent works related to CNT-based self healing of composites material.
6.2 State of the art Caruso et al. [2] successfully synthesized robust microcapsules containing single walled carbon nanotubes (SWCNTs) suspended in organic solvents (chlorobenzene (PhCl) and ethyl phenyl acetate (EPA)). They further demonstrated that when the mi-
128 | 6 Carbon based self-healing materials
crocapsules rupture, they can restore the electrical properties of the polymer in which the microcapsules were embedded. In synthesizing the microcapsules containing CNT suspension, they first prepared the suspension (both PhCL + CNT and EPA + CNT) by dispersing the commercially available unfunctionalized SWCNT (0.05 wt.%) into the solvents with mild ultrasonification for 30 minutes using an ultrasonic cleaner. The resulting emulsion was then encapsulated into poly-urea-formaldehyde (PUF) shells using an in situ emulsion polymerization technique at 300 rpm stirring rate. According to the authors, a reduced amount of shell wall components PUF was used for the encapsulation process in order to minimize particle agglomeration on the outer walls of the capsules due to its secondary nucleation in the presence of CNTs. The average diameter of the capsule was 280–350 µm as shown in Figure 6.1. However, the encapsulation process was not described in full detail in their paper.
150 μm
Fig. 6.1: Optical micrograph of microcapsules containing SWNTs (0.05 wt.%) suspended in EPA. Reproduced with the permission of [2].
Evidence of the presence of CNT bundles (with associated impurities in the as received commercial SWCNT) inside the microcapsules were further confirmed by observing the release of the suspension from ruptured microcapsules under OM (optical microscope) and SEM (scanning electron microscope) (Figure 6.2). However, the commercially available nanotubes used in these suspensions did not disperse well in solvents, leading to aggregation of the nanotubes [3]. The authors also showed the migration of CNTs (present in the suspension droplet released from ruptured microcapsules) which form a bridge between two submerged (into suspension droplets) probe tips separated by 100 µm, producing a measurable current flow under applied electric field [2]. The result, as shown in Figure 6.3, further confirms the presence of CNT in the suspension as well as its applicability to other self healing systems like autonomic electronic materials. The same group, in a recent work [3], utilized the electric field migration properties of CNTs to autonomically restore the conductivity of fractured patterned gold lines using damage-triggered release of polymer-stabilized carbon nanotube. In order to limit the problem of dispersibility of CNT in a non-polar solvent like chloroben-
6.2 State of the art
|
129
Released SWNTs
200 nm
Ruptured microcapsule
25 μm Fig. 6.2: SEM showing bundles of SWNTs released from a ruptured microcapsule. Reproduced with permission from [2].
zene which led to aggregation of CNT in it, they employed a conducting polymer poly (3- hexylthiophene-2, 5-diyl) (P3HT) as an additive to achieve stable CNT suspension in the non-polar solvent o-dichlorobenzene (DCB), which, in another works [2–4], showed high solubility of SWCNT in the presence of P3HT. In their recent work, for further improving the dispersion and purity of SWCNTs, they performed the ultracentrifugation before preparing the DCB core solution for removing the catalyst particles and carbonaceous impurities of the SWCNTs. They synthesized microcapsules by in situ polymerization of urea and formaldehyde around a core of P3HT-stabilized suspensions of CNT in DCB [3]. In contrast to previous microcapsules containing carbon nanotube suspensions [2], the current core suspensions showed no evidence of SWCNT aggregation when analyzed by optical microscopy. In this work, the presence of SWCNT was confirmed by Raman spectroscopy of the dried film made from ruptured microcapsule core. The authors then incorporated 125–180 µm diameter microcapsules at 30 wt.%, into epoxy slurry above and below the gold patterned slide. For measuring the healing performance, they performed 4-point bend testing for conductivity restoration. From their test (Fig. 6.4) on average, 25 % samples can restored their full conductivity, 50 % samples partial resorted their conductivity. The 25 % of the samples did not show any healing response. From their result, the authors found that the suspensions of SWCNTs, graphene or the combinations of them can partially or fully restore the conductivity without any short circuiting between gold lines placed 1.5 mm apart. The authors suggested the application of this method in lithiumion battery anode materials. They concluded that, the proper distribution of released SWCNTs and/or graphene in the gaps can increase the full restoration percentage. They also mentioned that the increased concentration of car-
130 | 6 Carbon based self-healing materials
100μm Distance between probe tips
Solution droplet containing CNTs (a) 8e–5 6e–5
Current (Amps)
4e–5
0.025 wt% CNT 0.05 wt% CNT 0.075 wt % CNT 0.1 wt % CNT Control (no CNT)
2e–5 0 –2e–5 –4e–5 –6e–5
100μm
–8e–5 –40 (b)
–20
0 20 Voltage (Volts)
40
Fig. 6.3: (a) Ex perimental setup showing probe tips submerged into the solution droplet containing CNTs. (b) Representative current–voltage plots (with a DC electric field) showing conductivity measurements of solutions from capsules containing SWNT in EPA at various concentrations (inset: optical micrograph of CNT bundles bridging the probe tips). Reproduced with permission from [2].
bon nanomaterials inside the microcapsule cores may increase the percentage of the full restoration of conductivity [3]. From the study of Blaiszik et al. [5], we found that, they successfully encapsulated eutectic gallium–indium (Ga–In) liquid metal, and in another study, Odom et al. [6], encapsulated organic solvent (self-healing conductive Ink) for the autonomic restoration of electrical conductivity. Blaiszik et al. [5] demonstrated autonomic healing of an electrical circuit which can recover about 99 % of the virgin conductance in less than one millisecond after damage. The healing mechanism depends on the triggered healing agent (conductive material) and transport of microencapsulated eutectic gallium–indium (Ga–In) liquid metal into the broken sit. They choose Eutectic Ga-In alloy as a healing agent for its low melting point (16 °C) and relatively high conductivity (3.40 × 104 Scm−1 ). They
6.2 State of the art
Percent samples healed post-fracture
100
|
131
Partial healing Full healing
80
60
40
20
0 CNT
CNT/graphene
Graphene
Fig. 6.4: Plot of full and partial healing percentages observed for each microcapsule type. Reproduced with permission from [3].
encapsulated the liquid Ga–In in a urea-formaldehyde (UF) shell wall. A four-point bend test is performed and a Wheatstone bridge is used for measuring the conductivity before and after damage. The voltage measurement proved that low concentrations smaller capsules can rapidly restore the undamaged conductance. The crack ruptured a capsule and released liquid metal forming a conductive pathway and resulted in high healing efficiency (η c = 98 %) at the location of damage. Finally, they concluded that the probability of microcapsule rupturing at the crack intersection can be increased by increasing volume fraction or decreasing size. They also suggested different sizes of capsules for different sizes of damage for efficiently restoring conductivity. As we mentioned above, Odom et al. [6] encapsulated organic solvent (namely the hexyl acetate) by using the UF in situ polymerization method. They deposited a polyurethane layer containing hexyl acetate microcapsules over the ink line. To produce the damage, a razor blade was used to apply scratches to the circuits which lead to electrical failure. When damage occurred the microcapsules broke. The conductive ink which contained conductive particles (silver particles) and polymer (acrylic) binder come in contact with the solvent. The solvent dissolves the polymer binder and redistributes conductive particles in the crack site and evaporates. In their experiment, 30 wt.% hexyl acetate capsules restored over 80 % of the original bridge voltage (within 10 min). The authors concluded that greater success can be achieved by optimizing the capsule size and the volume of the released solvent to the damaged area. However, for lower capsule concentrations the percentage of samples healed is decreased. They suggested that within the damage site higher capsule loadings facilitate delivery of increased volume of solvent and as a result can increase the healing process. Jin et al. [7] demonstrated self-healing of commercial high temperature curing (110 °C) structural epoxy adhesive film (approximately 750 µm thickness) using a DCPD/Grubbs microcapsule system. Here, they utilized double walled [polyeurethane
132 | 6 Carbon based self-healing materials
(PU) and polyureaformaldehyde (PUF)] microcapsules (a procedure developed in another work [8] by the same group) which were shown to have significantly greater thermal stability (at the curing condition of the epoxy adhesive) compared to the single-walled (PUF) microcapsules. The microcapsule diameter used here ranged from 40–180 µm with an average of 117 µm. Healing efficiency, based on the recovery of fracture toughness measured by their established testing protocol [8], ranging from 20 to 58 % was demonstrated for the fabricated adhesive specime, as shown in Fig. 6.5. 149.2 76.2
a
19.05
38.1
12.7
47.63
b
Adhesive
9.4
12
Release ply
(a) Self healing components
Release ply pre–crack
(b) Fig. 6.5: Schematic of width tapered doubled cantilever beam (WTDCB) specimen: (a) dimensions of WTDCB specimen given in the units of mm; (b) schematic of WTDCB specimen with microcapsules and Grubbs’ catalyst incorporated into the adhesive. Reproduced with permission from [8].
However, they noted that incorporation of an increasing concentration of microcapsules in the midlayer of the adhesive films monotonically decreased the fracture toughness, which ultimately led to a higher healing efficiency.
6.2 State of the art
| 133
The authors further noted that the decrease in fracture toughness due to the incorporation of microcapsules is counter to what was observed in other studies. From fractographic analysis they figured out that as the capsules are only present in the center of the adhesive, the damage is localized to that region alone. The suppression of the damage zone is caused by stress field interactions between the crack tip and only locally available microcapsules, ultimately leading to a decrease in fracture toughness. In addition to the suppression of the cavitation of rubber particles (present in commercial toughened epoxy adhesive) and shear deformation away from the central region, the absence of secondary toughening effects (like fiber fracture, fiber debonding, and crack branching from the polyester fiber mat which comes as a substrate of the adhesive film) due to local stress interactions further decreases the fracture toughness. A possible remedy to this problem is to formulate noncommercial epoxy adhesive where the larger microcapsules (e.g. 117 µm) are uniformly dispersed, as they demonstrated. Dispersion of microcapsules throughout the adhesive results in the crack tip-microcapsule stress field interactions in a wider region which limits the suppression of damaged region. They prepared Epon 828/Piperidine/CTBN liquid rubber epoxy adhesive and showed that the addition of microcapsules of similar size (117 µm) throughout the adhesive did not significantly reduce the fracture toughness. The authors further suggested considering the use of submicron-size microcapsules similar to the size of rubber particles usually used in commercial epoxy adhesives, which can facilitate more homogeneous dispersion and produce the primary toughening effect like the cavitations of particles. However, the optimization of capsule size and concentration is necessary for improved toughening and high healing efficiency [7]. Moll et al. [9] incorporated two types of healing chemistry in a woven glass/epoxy fiber-reinforced composite. They encapsulated 53 wt.% hydroxyl end-functionalized polydimethylsiloxane (HOPDMS) and a catalyst polydiethoxysiloxane (PDES) in a urea-formaldehyde shell by an emulsion in situ polymerization reaction. For the second type of microcapsules, the authors encapsulated a 50 : 50 (by weight) mixture of dibutyltin dilaurate (DBTL) catalyst and hexylacetate (as a carrier solvent) in a polyurethane shell. They introduced mechanical damage to the sample by cyclically driving an indenter tip. After damage, they allowed the sample 12 h for healing and did the sealing test by placing the sample in a pressure cell apparatus. For measuring the sealing performance, they applied pressurized nitrogen gas (276 kPa) on one side of the sample and monitored the pressure on the opposite side of the sample for 30 min. They considered that for a fully healed sample the output pressure did not increase by more than 70 Pa over the entire test. From analysis, the authors concluded that delivering more healing agent onto the damage site improves the healing performance. The volume of the healing can be increased by either increasing the capsule size or by increasing the volume percentage. They found that 9 vol.% 42 µm and 11 vol.% 25 lm microcapsules can achieve about 100 % sealing, compared to 0 % for the representative control 1 sample and control 2
134 | 6 Carbon based self-healing materials
samples. 14 % of control 1 samples healed, and 29 % of control 2 samples healed, although they did not have the ability to heal. So, they assumed that this took place due to the insufficient damage in the control 1 sample. On the other hand for control 2 samples it happened due to the presence of the viscous HOPDMS liquid in the crack network. A three-point bending test was performed to measure the short beam shear (SBS) loading, as shown in Fig. 6.6. It was found that all samples failed in shear and short beam loading decreased as the concentration of capsules in the composite increased.
600
Load (N)
500 400 300 200 Vc = 0.00 Vc = 0.06 Vc = 0.09 Vc = 0.12
100 0 0.0
0.2
0.4 0.6 Displacement (mm)
0.8
Fig. 6.6: Short beam shear loading curves for composite samples with varying microcapsule concentrations. For all samples (15 µm HOPDMS and 23 µm DBTL/hexylacetate) capsules at a ratio of 10 : 1 are used, and Vc is capsule volume fraction. Reproduced with permission from [9].
From these test results, the authors concluded that the SBS performance can be improved by proper selection of resin system, processing condition, better control of capsule size and bonding characteristics, etc. The storage modulus and glass transition temperature (Tg ) over different volume % of microcapsules was systematically evaluated, and the authors observed that with increasing the volume % of the microcapsules the storage modulus of the composite samples decreased. The matrix properties were successfully modified by reducing the matrix stiffness proportionally to the concentration of capsules. The authors assumed that the capsules did not contribute to the stiffness. They used a rule of mixtures relationship. The model for predicting the composite modulus at higher concentrations of microcapsules indicated that the microcapsules may disrupt the woven fiber architecture, which reduces the overall stiffness of the composite. The Tg was measured for both fiber-reinforced composites and nonreinforced epoxy resin samples by varying the microcapsule concentrations. The findings show that as the microcapsule concentration increased, the Tg decreased slightly for both types of samples. The authors concluded that this was
6.2 State of the art
|
135
caused by the capsule components leaching out of the microcapsules and plasticizing the matrix. Correlations exist between these results and those of Refs. [10] and [11], where, by the addition of particulates (glass beads [10], microcapsules [11]) in composites with reinforced epoxy resin or only epoxy resin showed a decrease in the Tg with increasing microcapsule concentration. Jones et al. [12] studied the microencapsulated solvent-based healing chemistry for full recovery of interfacial bond strength of an entirely deboned fiber/matrix interface. Microbond specimens consisting of a single fiber and epoxy microdroplet were tested. After initial (virgin) debonding and after a subsequent healing period, the samples recovered a maximum of about 100 % of their virgin interfacial shear strengths (IFSSs). The effect of the capsule coverage, the resin-solvent ratio, and capsule size on recovery of IFSS for a high fiber volume fraction of structural composite was also tested. For their experiment, the authors used reactive epoxy resin as the healing agent and ethyl phenylacetate EPA as the solvent. The surface of the glass fibers was functionalized with coated resin-solvent microcapsules. A single E-glass fiber was isolated from the tow and functionalized the glass fiber surface by a dip-coat technique. A known concentration of resin-solvent microcapsules in an aqueous suspension and dipped once into the aqueous suspension was prepared. For microbonding of the specimen, the authors embedded a single fiber with an epoxy droplet. Figure 6.7 shows the microbonding test. Subsequently, the authors used a micropipette to apply a bead (180–230 lm in length) of epoxy. A bead on both an as-received fiber and on a functionalized fiber (fiber with self-healing microcapsules on the glass fiber surface) was applied for measuring the healing performance. The results showed that the resin-solvent healing chemistry produced higher healing efficiencies than the DCPD/Grubbs’ healing chemistry. This is believed to be due to the improved bonding of the epoxy-based healed film to the epoxy matrix and glass fiber. The discussion on the effect of capsules coverage on IFSS concludes that the low capsule concentrations led to modest increases of the virgin IFSS. However, further increases in capsule coverage (ξ = 0.5, μ = 0.7) caused a small reduction in IFSS due to less available surface area. This is due to the poor bonding of the matrix to the fiber. At the highest capsule coverage (ξ = 0.7), a more significant loss of IFSS occurred, but the healing performance was maximized. A high healing performance was achieved and was believed to be due to the delivering of more healing agent to the crack plane, whereby more cracks are eliminated. The same IFSS values are recorded both for Type 2 capsules (SH2-70, capsule diameter 0.6 µm) and for the larger capsules (SH1-97, capsule diameter 2 µm). So, the authors concluded that the effect of the two types of microcapsule sizes on IFSS is the same. This means that the IFSS mainly depends on the capsules coverage. In this work, the authors only study a single functionalized glass fiber and epoxy microbond specimen not meant for an fiber/epoxy system, so there is a need to analyze the IFSS for fiber/epoxy-based systems.
136 | 6 Carbon based self-healing materials
Pmax Knife edges
Epoxy microbond
le
Glass fiber
100 μm
100 μm
(a)
(b)
(c)
20 μm ξ=0.6
ξ=0.25
ξ=0.08 (d)
Fig. 6.7: (a) Schematic of microbond test; (b) optical micrograph of a control; (c) self-healing microbond specimen; (d) SEM micrographs of glass fibers with varying capsule coverage. Reproduced with permission from [12].
Jin et al. [13] demonstrated dual-microcapsule-based epoxy-amine self-healing chemistry in a thermoset matrix. Microcapsules of epoxy resin (average diameter 113 ± 48 µm) were prepared by in situ polymerization of ureaformaldehyde (UF). Amine microcapsules were manufactured by the vacuum infiltration process of EPIKURE 3274 into hollow polymeric microcapsules. For the manufacturing of amine microcapsules, at first hollow microcapsules were prepared (average diameter 75–180 µm) by a polycondensation reaction of ureaformaldehyde prepolymer, followed by their immersion in an EPIKURE 3274 amine cylindrical vacuum jar. After several hours of vacuum infiltration, the amine-filled microcapsules (117 ± 32 µm) were collected from the bottom of the vacuum jar and filtered and collected without rinsing. Recovery of mode-I fracture toughness of TDCB specimens was performed by incorporating both types of capsules into an epoxy matrix. The optimal mass ratio of 4 : 6 for amine: epoxy capsule was found. 7 wt.% amine capsules and 10.5 wt.% epoxy capsules can achieve an average 91 % healing efficiency, as shown in Fig. 6.8. The thermal stability was also measured by post-curing the sample at 121 °C. The healing efficiency was found to drop from 85 to 46 % after the first hour and then remained constant through 8 h.
1
| 137
100
0.8
80
0.6
60
0.4
40
0.2
20
Virgin fracture toughness Healed fracture toughness Healing efficiency
0
Healing efficiency (%)
Fracture toughness (MPa •m0.5)
6.2 State of the art
0 0
1
2
3
4
5
6
7
8
Amine capsule concentration (wt%)
(a)
100 1 80 0.8 60
0.6
40
0.4 Virgin fracture toughness Healed fracture toughness Healing efficiency
0.2 0 0
(b)
5
10
15
20
Healing efficiency (%)
Fracture toughness (MPa •m0.5)
1.2
0 20
Total capsule concentration (wt%)
Fig. 6.8: Fracture toughness for virgin and healed tests of self-healing specimens with corresponding healing efficiencies. (a) Effect of amine: epoxy capsule weight ratio at a constant 10 wt.% total capsule concentration. (b) Effect of total microcapsule concentration at a constant 4 : 6 amine: epoxy capsule weight ratio. Reproduced with permission from [13].
The authors pointed out the evidence by TGA that the epoxy capsules remain stable until 200 °C. The reduction of the healing efficiency likely happened due to the leakage, or due to the instability of the amine capsules. An improved encapsulation procedure was suggested and required for amine microcapsules or by increasing the amine capsule concentration, which can improve healing performance at elevated temperatures [13]. Cho, White, and Brown [14] successfully encapsulated hydroxyl endfunctionalized polydimethylsiloxane (OHPDMS) in ureaformaldehyde (UF) shells using an interfacial polymerization technique. They also demonstrated successful encapsulation of different relevant catalysts (e.g. organotin, tetrakis(acetoxydibutyl tinoxy)silane (TKAS)). This dual microcapsule self-healing system composed of PDMS-containing microcapsules and catalyst-containing microcapsules was applied
138 | 6 Carbon based self-healing materials
to epoxy matrix. A fracture test of TDCB specimens shows comparable healing properties between this system and a single microcapsule system (the catalyst is encapsulated while phase-separated PDMS droplets were dispersed in a matrix) when the appropriate catalyst and coupling agents were used. Although the single capsule phase-separated PDMS healing system is advantageous in terms of its simplicity, it cannot be applied for a more general matrix, such as epoxy-amine, system because of its incompatibility with an amine curing agent. A dual microcapsule PDMS healing system, on the other hand, removes this limitation. Although PDMS is not intrinsically a tough material, it was demonstrated that room-temperature self-healing is achievable by optimizing the viscosity of the PDMS healing agent, catalytic activity, as well as the appropriate selection of adhesion promoter for both single capsule and dual capsule systems [14]. Baginska et al. [15] demonstrated an effective shutdown of Li-ion batteries using polymer microsphere coating on the anodes or separators (used in commercial batteries). Overheating or thermal runaway of Li-ion batteries is a major safety concern for its various applications including in electrical vehicles or in the aerospace industry. Their proposed shutdown principle using polymer microspheres, as shown in Fig. 6.9, offers a number of advantages, including higher safety and possible customization over the commercial shutdown principles (e.g. using tri-layer polypropylene (PP)polyethylene(PE)-polypropylene(PP) separators).
Separator
Capsule Coated anode Anode
Hot anode
Fig. 6.9: Schematic representation of the microsphere-based shutdown concept for Li-ion batteries. Electrodes are functionalized with thermoresponsive microspheres which, above a critical internal battery temperature, undergo a thermal transition (melt). The molten capsules coat the electrode surface, forming an ionically insulating barrier and shutting down the battery cell. Reproduced with permission from [15].
PE (melting point: 105 °C), having an average diameter of 4 µm with smooth exterior surfaces, was successfully prepared using a solvent evaporation technique. Paraffin wax microspheres (melting point: 60 °C) with an average diameter of 42 µm was also prepared using a meltable dispersion technique. Functionalization of electrode (anode) and separators were performed by coating them with microsphere suspension consisting of microspheres, binder, and solvent, using a spin-coating method. Laboratory-made coin cell operations were tested by cycling them between a spec-
6.2 State of the art
| 139
ified range of voltages at different temperatures. The shutdown performance of the functionalized cells was compared with a control nonfunctionalized cell by monitoring the change in voltage and current profiles during cycling at different temperatures. Autonomic shutdown of batteries was demonstrated for different coating materials at a temperature slightly higher than the transition temperature of the polymer coatings (PE and paraffin wax) above a certain critical coating density (mg.m−2). Observation of in situ formation of a conformal PE film and PE infiltration of the anode surface under an electron microscope after shutdown further confirms the effective functioning of the shutdown principle. The microsphere size, surface functionalization, binder concentration, and surface coverage were identified as the control parameters for effective shutdown performance and high battery capacity [15]. Odom et al. [16] demonstrated a damage detection mechanism of polymeric (poly acrylic acid PAA) film using microencapsulated core material, 1,3,5,7cyclooctatetraene (COT), which, upon contact with the Grubbs-Love catalyst dispersed in the film produces an intense color change over time indicating the degree of polymerization into poluacetylene. Thermally stable microcapsules (125–180 µm) containing 1,3,5,7-cyclooctatetraene with relatively thick (858 nm) polyureaformaldehydepolyeurethane shell walls were successfully prepared using an in situ emulsification condensation polymerization reaction. The shell thickness was controlled by varying the amount of shell wall material (urea, formaldehyde, resorcinol) and by adding a core-side prepolymer (polyeurethane) to the emulsion. The damage detection was demonstrated by scratch-damaging a PAA film (approx. ca. 500 µm thick) incorporated with 15 wt.% COT microcapsules and 1.5 wt.% Grubbs-Love catalyst. Within one minute after damage the damaged region displayed a red-orange color which changed to dark purple in 30 min, indicating the near completion of a degree of polymerization of COT. The control sample films which did not have the combined presence of COTGrubbs did not show any evidence of color change, as expected (shown in Fig. 6.9), indicating the intended function of the proposed method. As the green colored Grubbs-Love catalyst also polymerizes DCPD, a structurally self healing polymer, they envisioned a combination COT-DCPD system which can produce both damage indication and healing functionality of coating materials [16]. Wilson et al. [17] explored the possibility of using a noncovalent adhesion promoter which can copolymerize upon a ring-opening metathesis polymerization (ROMP) reaction with the host self-healing (such as DCPD/Grubbs) system. Dimethylnorbornene ester (DNE), which contains norbornene groups for copolymerization with DCPD and ester groups for noncovalent bonding with epoxy matrix, was selected as the adhesion promoter. In addition to its adhesion promotion properties, DNE is capable of copolymerization with DCPD at the onset of ROMP reactions, thus acting as a cohealing agent. The choice of DNE is further guided by its sufficient hydrophobic nature, which facilitates its microencapsulation with the host monomer (DCPD). Dimethylphthalate (DMP), which contains only the ester group but no norbornene group, was used as the only adhesion promoter having no copolymerization capabil-
140 | 6 Carbon based self-healing materials
ities. Second generation Grubbs catalyst, which exhibits slow initiation rate of ROMP reaction, was preferentially for this study, as first generation catalysts having superior ROMP reaction kinetics were found to be not active enough to polymerize DNE as observed in the DSC results [17]
6.3 Conclusions Developing a self-healing material for electrical systems that could stop circuits failing and lead to safer, longer lasting batteries is an exciting and emerging field of research. The technology centers around microcapsules filled with carbon nanotubes. In much the same way that tiny liquid-filled capsules rupture to repair a scratch in classical self-healing materials, the microcapsules could be placed on failure-prone areas and would rupture to release conductive nanotubes, bridging a break when stress causes a crack in the circuit. This repair occurs with essentially no external intervention. Inspired by living organisms, self-healing materials have then the capacity of automatic recovery when damaged. In this chapter we reviewed the main works related to smart self-healing composites, with a focus on works related to the carbon nanotube-based self-healing of composite materials. We provided an updated overview of the various self-healing concepts proposed over the past years that reveal the key barriers and potential research directions.
Bibliography [1] [2]
[3]
[4]
[5] [6]
R. Saito, G. Dresselhaus, and M. S. Dresselhaus, Physical Properties of Carbon Nanotubes [S.l.], London, Imperial College Press, 1998. M. M. Caruso, S. R. Schelkopf, A. C. Jackson, A. M. Landry, P. V. Braun, and J. S. Moore, Microcapsules containing suspensions of carbon nanotubes, J. Mater. Chem. 19(34) (2009), 6093–6096. S. A. Odom, T. P. Tyler, M. M. Caruso, J. A. Ritchey, M. V. Schulmerich, S. J. Robinson, R. Bhargava, N. R. Sottos, S. R. White, M. C. Hersam, and J. S. Moore, Autonomic restoration of electrical conductivity using polymer-stabilized carbon nanotube and graphene microcapsules, Applied Physics Letters 101 (2012), 043106. H. W. Lee, W. You, S. Barman, S. Hellstrom, M. C. LeMieux, J. H. Oh, S. Liu, T. Fujiwara, W. M. Wang, B. Chen, Y. W. Jin, J. M. Kim, and Z. Bao, Lyotropic Liquid-Crystalline Solutions of HighConcentration Dispersions of Single-Walled Carbon Nanotubes with Conjugated Polymers, Small 5(9) (2009), 1019–1024. B. J. Blaiszik, S. L. B. Kramer, M. E. Grady, D. A. McIlroy, J. S. Moore, N. R. Sottos, and S. R. White, Autonomic Restoration of Electrical Conductivity, Adv. Mater. 24 (2012), 398–401. S. A. Odom, S. Chayanupatkul, B. J. Blaiszik, O. Zhao, A. C. Jackson, P. V. Braun, N. R. Sottos, S. R. White, and J. S. Moore, A Self-healing Conductive Ink, Advanced Materials 24(19) (2012), 2578–2581.
Bibliography |
[7]
[8] [9] [10] [11] [12]
[13] [14] [15]
[16]
[17]
141
H. Jin, G. M. Miller, S. J. Pety, A. S. Griffin, D. S. Stradley, D. Roach, N. R. Sottos, and S. R. White, Fracture behavior of a self-healing, toughened epoxy adhesive, Int. J.Adhesion and Adhesives 44 (2013), 157–165. H. Jin, G. M. Miller, N. R. Sottos, and S. R. White, Fracture and fatigue response of a selfhealing epoxy adhesive, Polymer 52 (2011), 1628–1634. J. L. Moll, H. Jin, C. L. Mangun, S. R. White, and N. R. Sottos, Self-sealing of mechanical damage in a fully cured structural composite, Composites Science and Technology 79 (2013), 15–20. R. J. Crowson and R. G. C. Arridge, Elastic properties in bulk and shear of a glass bead reinforced epoxy-resin composite, J. Mater. Sci. 12(11) (1977), 2154–2164. L. Yuan, A. Gu, G. Lian, J. Wu, W. Wang, and Z. Sun, Novel glass fiber-reinforced cyanate ester/microcapsule composites, J. Compos. Mater. 43(16) (2009), 1679–1694 A. R. Jones, B. J. Blaiszik, S. R. White, and N. R. Sottos, Full recovery of fiber/matrix interfacial bond strength using a microencapsulated solvent-based healing system, Composites Science and Technology 79 (2013), 1–7. H. Jin, C. L. Mangun, D. S. Stradley, J. S. Moore, N. R. Sottos, and S. R. White, Self-healing thermoset using encapsulated epoxy-amine healing chemistry, Polymer 53(2) (2012), 581–587. S. H. Cho, S. R. White, and P. V. Braun, Room-Temperature Polydimethylsiloxane-Based SelfHealing Polymers, Chemistry of Materials 24(21) (2012), 4209–4214. M. Baginska, B. J. Blaiszik, R. J. Merriman, N. R. Sottos, J. S. Moore, and S. R. White, Autonomic Shutdown of Lithium-Ion Batteries Using Thermoresponsive Microspheres, Advanced Energy Materials 2(5) (2012), 583–590. S. A. Odom, A. C. Jackson, A. M. Prokup, S. Chayanupatkul, N. R. Sottos, S. R. White, and J. S. Moore, Visual Indication of Mechanical Damage Using Core–Shell Microcapsules, ACS Applied Materials & Interfaces 3(12) (2011), 4547–4551. G. O. Wilson, M. M. Caruso, S, R. Schelkopf, N, R. Sottos, S, R. White, and J, S. Moore. Adhesion promotion via noncovalent interactions in self-healing polymers, ACS Applied Materials & Interfaces 3(8) (2011), 3072–3077.
Index ability, 134 absorbance, 113 acceptors, 119 acetate, 131 acoustic emission, 1, 31 acoustic energy, 31 acoustic signature, 2, 6 alumina-matrix composites, 59 amine, 136 annealing, 121 anode, 139 aqueous suspension, 41 atomic force microscope, 97 attenuation, 8 attenuation coefficient, 21 autonomic, 130 avalanche fibers ruptures, 20 batteries, 138 beam, 134 Benioff law, 9, 23 bundles, 128 cantilever, 100 carbon nanotubes, 110, 127 ceramic laminates, 83 ceramic matrix composites, 1, 10, 21 characteristic time, 20, 31 chemistry, 135 chlorobenzene, 120 clusters, 7 coefficient of emission, 9 collective fiber breaks, 19, 29 colloidal processing, 40 composite, 39 composite lifetime, 31 composition, 119 compression of the micropillar, 86 concentration, 121, 132, 137 conducting polymer, 129 conversion, 114 copolymerization, 139 covalent bonds, 120 crack, 79, 131 crack opening modes, 79 crack propagating, 77
critical aspect, 21 critical interfacial shear strength, 83 critical time, 23 criticality, 3 cross-sectional indentation, 85 current densities, 114 cyclic fatigue, 29 cyclic fatigue tests, 26 damage, 131 damage discrimination, 4 damage insensitivity, 26 damage mechanisms, 1, 6, 7, 12, 13, 31 damage parameter, 14 damaged, 127 deformation, 133 delamination, 74 diffuse matrix cracking, 26 droplets were, 138 effective numbers of the weak layers, 63 efficiency, 132 efficiently restoring conductivity, 131 electric field, 128 electrical properties, 43 electrocatalytic, 121 electroceramic, 39 electrode, 113 electron transitions, 116 emulsion, 139 energy, 8 energy attenuation, 8 energy-based approach, 90 epoxy matrix, 135 failure hypotheses, 79 Fermi level, 121 fiber bundles, 12 fiber failures, 26 fiber-matrix interfacial debonding, 20 fiber/matrix interfaces, 17 film thickness, 114 flexible, 116 forces between atoms, 78 formaldehyde, 131 fracture, 132
144 | Index
fracture behavior, 75 fracture energy, 63 fracture toughness, 62, 64 freeze granulation, 42 frequency domain, 5 friction coefficients, 66 friction resistance, 69 frictional sliding, 74 fullerenes, 111 functionalization, 138 graphene, 110, 129 Grubbs catalyst, 140 heterojunction, 118 hole mobility, 112 homogeneous, 133 hybrid, 116 hysteresis area, 14 hysteresis loop, 17 impact-damaged specimens, 23 impurities, 112, 129 individual fiber failures, 19 infiltration, 139 interactions, 133 interface, 77 interfaces, 118 interfaces recession, 29 interfacial, 135 interfacial bond, 77 interfacial bonding strength, 71 interfacial characteristics, 60 interfacial crack propagation, 89 interfacial debonding, 88 interfacial frictional stress, 90 interfacial morphology, 72, 73 interfacial strength, 83 interfacial tensile strength, 91 intermediate temperatures, 14 laminated composites, 60, 62, 70 layer number, 66, 69 layer-thickness, 69 layer-thickness ratio, 66 lifetime, 16 lifetime diagram, 15 lifetime prediction, 22
line structures, 97 liquid metal, 130 lithiumion battery, 129 localized, 133 long-term-mechanical tests, 3 longitudinal yarns, 29 lubricating and transferring films, 67 lubricating films, 68 matrix cracking, 17 matrix multicracking, 10 mechanical behavior, 10 mechanical interlock, 71 mechanical properties, 59, 72, 73 mechanical tests, 2 metal molybdenum, 67 micro-textures, 71 microbond, 89, 135 microcapsules, 128 microcompression test, 87 microdots, 98 micropillar, 86 microsphere, 138 microtensile setup, 92 microtensile tester, 93 microwires, 92 midlayer, 132 minicomposite, 12 mixtures, 134 MoO3 , 67 morphology, 113 nanocomposites, 120 nanoindentation, 43, 81 nanomaterials, 110, 130 nanopillars, 101, 102 nanoscale, 127 nanoscratch, 96 noncatastrophic fracture behavior, 63 norbornene, 139 nucleation, 128 optical transmittance, 112 organic, 127 organic photovoltaic, 115 organisms, 127 orthogonally microcorrugated interface, 73 overall performance, 70, 74
Index
photoactive material, 111 photovoltaic, 109 polydiethoxysiloxane, 133 polyeurethane, 139 polymer, 131 polymer composites, 111 polymerization, 129 power efficiency, 115 power law, 9 predicting the fracture time, 2 pull-out, 89 recession of interfaces, 20 recovery, 132 reinforced polymer nanocomposites, 127 remaining lifetime, 3 renewable energy, 109 residual stress, 64, 72 resistance of friction, 68 rupture time, 23 scanning force microscope, 99 self-healing, 127 self-healing matrices, 16 SFM cantilever, 101 sheet resistance, 119 Si/SiO2 interface, 102 signal, 31 smart, 140 some matrix cracking, 18 special interface morphology, 70 static fatigue, 16 static fatigue tests, 14
|
stress-based approach, 90 stress/strain loops, 14 structural parameters, 61 structure parameters, 60, 65 supervised classification, 7, 29 suspensions, 129 technologies, 127 tensile test, 90 tension experiment, 94 thermal, 136 thermal expansion coefficient mismatch, 75 thermally, 139 thickness of the weak layer, 64 thin film delamination, 85 toughness, 61, 132 transferring films, 68 transition interfaces, 75 transparent, 118 tribological properties, 59, 65 unsupervised classification, 6 unsupervised clustering procedure, 13 ureaformaldehyde, 137 vacuum infiltration, 136 weak interfacial layers, 61 weak layer, 62 wear mechanisms, 65 work of adhesion, 80 wounds, 127
145